Изобретение относится к области цветной металлургии, в частности к способам получения кадмия.
Известны способы получения кадмия из кеков, пылей, возгонов растворением их кислотами, в частности серной; осаждением из раствора губчатого кадмия, растворения кадмиевой губки, очистки раствора от меди, таллия и железа. Электролиз очищенного раствора сульфата кадмия, переплавка катодного кадмия и его разливка [1, 2].
Указанные способы многостадийны, извлечение кадмия невысокое, затрачивается много энергии и воды на извлечение металла, кроме того, необходимо использовать более активный металл для осаждения кадмия, на получение которого тоже затрачивается значительное количество энергии.
Так на 1 кг кадмия надо затратить около 0,5 кг цинка или 0,2 кг алюминия.
В большинстве случаев основной стадии процесса является электролитическое извлечение кадмия из растворов с низкой плотностью тока (100 - 1000 А/м2), и плавкой полученного кадмия с дополнительным рафинированием под слоем флюса.
Наиболее близким по технической сущности является способ получения губчатого кадмия электролизом [3] хлоридного раствора, прошедшего очистные и ионообменные колонки и содержащего 15 - 30 г/л кадмия, в электролизере с графитовым анодом и алюминиевым катодом при плотности тока 100 - 1000 л/м2 и разности потенциалов 3 - 7 В. Выход кадмия составляет ≈ 90% при чистоте 98 - 98,5%, отработанный электролит направляется повторно в ионообменные колонки. Удельный расход электроэнергии составляет 2 - 4 кВт•ч/кг кадмия.
Указанный процесс имеет следующие недостатки: применение водных электролитов отрицательно влияет на окружающую среду при попадании использованного электролита в почву и воду рек и озер, низкая плотность тока требует большого количества электролизеров, т. е. больших капитальных вложений в оборудование и площадь цеха, большое количество ручного труда на сдирку катодов.
Требуется дополнительная энергия на плавку твердых катодных осадков, частично при этом окисляющихся.
Целью настоящего изобретения является увеличение производительности, снижение капитальных вложений, улучшение экологической обстановки при электролизе, снижение расхода электроэнергии. Поставленная цель достигается тем, что окись кадмия растворяют в щелочно-карбонатном расплаве, содержащем 80 - 90% щелочи натрия или калия и 10 - 20% карбоната (натрия, калия или кальция), при температуре 450 - 550oC и восстанавливают электролизом при катодной плотности тока 0,2 - 1,5 А/см2, предпочтительно 0,3 - 0,9 А/см2. В процессе электролиза жидкий кадмий осаждается на катоде, а кислород выделяется на индифферентном аноде. Межполюсное расстояние поддерживают в пределах 2 - 5 см, предпочтительно 3,5 - 4,5 см. Концентрацию оксида кадмия поддерживают в пределах 3 - 6% (вес.).
В качестве материала индифферентного анода используют никель.
Снижение катодной плотности тока ниже 0,3 А/см2 приводит к снижению производительности, тогда процесс становится невыгодным, а повышение плотности тока выше 0,9 А/см2, приводит к некоторому снижению выхода по току (42 - 55%) и большому перерасходу электроэнергии за счет увеличения омического напряжения в электролите.
Межполюсное расстояние в пределах 3,5 - 4,5 см наиболее выгодно, так как в этих пределах достигаются максимальный выход по току и наибольшее омическое сопротивление в межполюсном зазоре. При концентрации CdO ниже 3% резко снижается выход по току вследствие недостатка ионов кадмия в электролите при высоких плотностях тока, а при концентрации более 6% (вес.) в электролите создаются густые вязкие осадки нерастворенного оксида кадмия.
При снижении температуры ниже 450oC резко падает выход по току (до 20% и ниже), электролит загустевает, а при температурах 550 - 600oC хотя и достаточно высокий выход по току (60 - 70%), электролит интенсивно испаряется, корродирует корпус и конструкция электролизера.
Применение оксида кадмия удешевляет процесс, позволяет осуществить более экологически чистый процесс, так как на катоде выделяется жидкий металл, а на аноде - чистый кислород.
Низкая температура процесса 470 - 550oC позволяет применять Ст.3 в конструкции электролизера, при электролизе используются сравнительно дешевые химические соединения, а при указанных температурах процесса испарение расплава незначительно, в то же время электропроводность электролита высокая и при плотностях тока 0,5 - 0,6 А/см2, или 5000 - 6000 А/м2, напряжение на электролизере не более 3 - 3,5 В. Этим достигается экономия электроэнергии, так как удельный расход составляет 1,3 - 1,5 кВт•ч/кг кадмия, что намного ниже, чем у прототипа. Производительность на 1 м2 площади электролизера в 5 - 50 раз выше, чем электролизера, в котором применяются водные электролиты.
Поэтому будет экономия как на капитальных вложениях за счет оборудования и здания цеха, так и за счет производительности труда.
Фактически 8 - 10 электролизеров на силу тока 50 кА переработают весь кадмий, добываемый в России.
Кадмий получается в жидком виде, его не нужно переплавлять, т.е. тратить дополнительную энергию, в то же время можно отливать в слитки и полуфабрикаты.
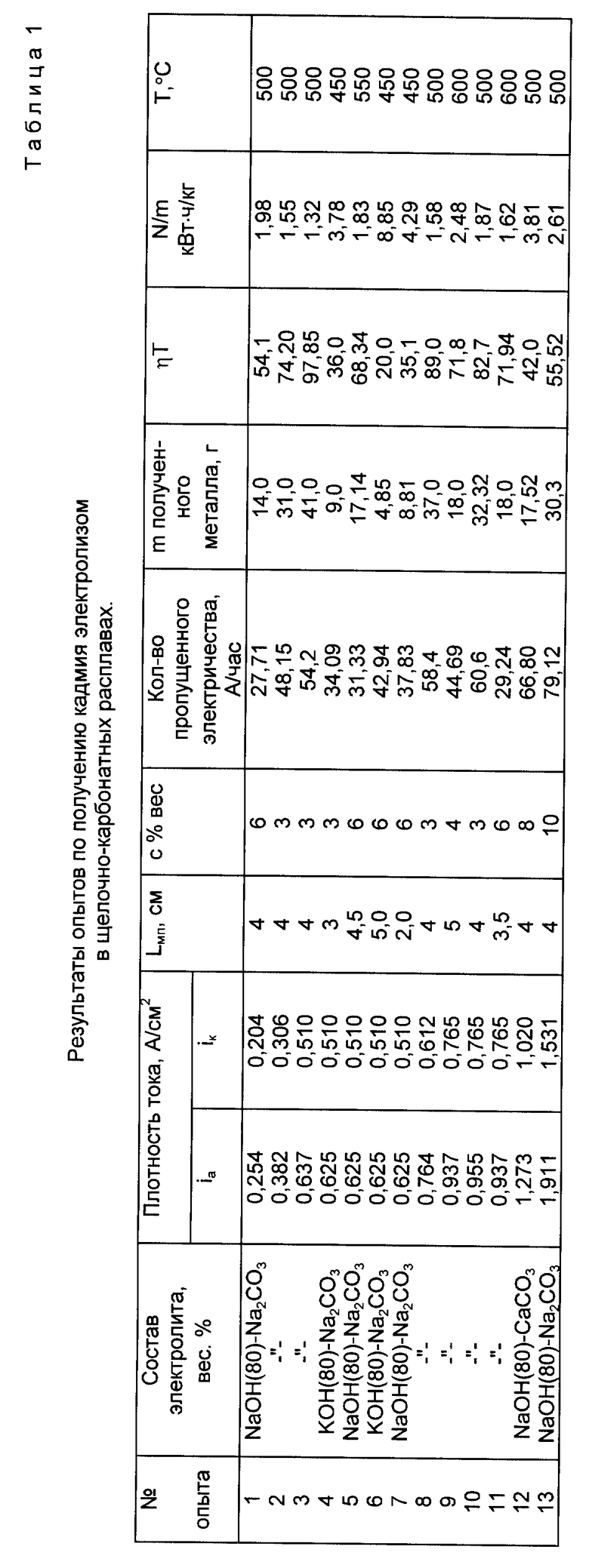
Пример 1. В тигле из окиси бериллия диаметром 43 мм и высотой 95 мм наплавили 100 г NaOH и 25 г Na2CO3; прогрели при 500 - 550" в течение 2 ч для удаления влаги, затем опустили 2 плоских никелевых электрода равных диаметру тигля, расположенных горизонтально, на расстоянии 40 мм друг от друга. Токоподводы к ним из никелевой проволоки были защищены трубками из окиси бериллия для предотвращения замыкания. Нижний токоподвод служил катодом, верхний - анодом. В течение 1,5 ч пропускали постоянный ток для разложения воды силой тока 1,2 А и напряжением 1,17 В.
Затем периодически загружали в расплав окись кадмия и увеличили ток до 10 А, поддерживая концентрацию кадмия ≈ 5%. На аноде стал выделяться кислород, на катоде жидкий кадмий. После пропускания 54,2 А/ч ток отключили, извлекли электроды и содержимое тигля вылили в графитовую изложницу.
Получили 41 г металлического кадмия в виде слитка, выход по току составил 97,85%.
Пример 2. В том же тигле наплавили 100 г КОН и 25 г Na2CO3, прогрели при 500 - 550oC в течение 2 ч, провели электролиз воды в течение 1,5 ч, загрузили оксид кадмия порциями по 5 г через равные промежутки времени при плотности тока 0,5 А/см2.
После пропускания 42,949 А/ч ток отключили, извлекли металлические электроды и содержимое тигля вылили в изложницу, отделили корольки кадмия и взвесили, выход по току составил 20%.
Меняя плотность тока, межполюсное расстояние, температуру и содержание кадмия в электролите, а также состав электролита, получили следующие результаты, показанные в табл. 1.
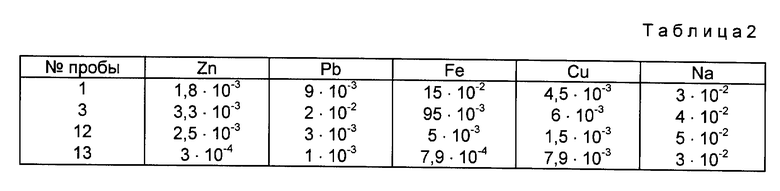
Химический состав металла из некоторых опытов показан в табл. 2, где N пробы соответствует N опыта по табл. 1.
Источники информации.
1. Диев Н. П. , Гофман И.П. Металлургия свинца и цинка. -М.: Металлургиздат, 1961, с. 388 - 401.
2. Получение кадмия на заводе Puhe-Zink в Dattelu /ФРГ/ Dic Kadmiumgewiannung bci der Puhr-Zink CmbH in Datteu. Sch Schmidt Wilhelm "Erzmetall", 1979, 32, N 12, 522 - 524 (нем. ред. анг., франц., исп.).
3. Способ получения губчатого кадмия электролизом Vladuleseu Constantin Marius, Velea Teodor, Cornea Andrei, Obadan Merun. Procedeu de obtinere a buretelui de cadmiu pe cale electrochimica /Interpriderea metalurgica de metale neferoase/ пат. СРР, кл. 22 B 17/04, N 66983, заявл. 15.12.75, N 81200, опубл. 30.09.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МОЛИБДЕНА ЭЛЕКТРОЛИЗОМ РАСПЛАВОВ | 1997 |
|
RU2124074C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОВ В ЖИДКОМ ВИДЕ | 1994 |
|
RU2089674C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ЛИТИЙ-КИСЛОРОДНЫЙ (ВОЗДУШНЫЙ) АККУМУЛЯТОР | 1997 |
|
RU2126192C1 |
| СОСТАВ РАСПЛАВА ДЛЯ БОРИРОВАНИЯ | 2001 |
|
RU2215060C2 |
| МАТЕРИАЛ АНОДА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛУЧЕНИЯ ДИОКСИДА МАРГАНЦА | 1995 |
|
RU2097449C1 |
| АКТИВНЫЙ ЭЛЕКТРОД ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ С ТВЕРДЫМ ЭЛЕКТРОЛИТОМ | 1994 |
|
RU2079935C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ РАСПЛАВА | 2008 |
|
RU2415973C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ТОНКОСЛОЙНОГО ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО СВИНЦА | 2013 |
|
RU2522920C1 |
| СПОСОБ РАФИНИРОВАНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2278183C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ СПЛОШНЫХ СЛОЕВ КРЕМНИЯ | 2012 |
|
RU2491374C1 |
Изобретение может быть использовано в металлургической промышленности. В способе получения кадмия электролизом используют щелочно-карбонатный расплав, в котором растворяют оксид кадмия в количестве 2-6 вес.%, и процесс проводят при катодной плотности тока 0,3 -0,9 А/см2, анодной плотности тока 0,25-1,0 А/см2, межполюсном расстоянии 3,0-4,5 см с применением жидкого или индифферентного твердого катода и индифферентного анода. В качестве анода используют никель. Снижаются капитальные затраты и расход электроэнергии, повышается производительность, улучшается экологическая обстановка при электролизе. 2 з.п.ф-лы, 2 табл.
NaOH - 80 - Na2CO3 - 20
KOH - 80 - Na2CO3 - 20
NaOH - 80 - CACO3 - 20
NaOH - 80 - Mg CO3 - 20
3. Способ по п.1, отличающийся тем, что в качестве анода используют никель.
| Н.П.Диев, И.П.Герман | |||
| Металлургия свинца и цинка | |||
| - М.: Металлургиздат, 1961, с | |||
| Уровень с пузырьком | 1922 |
|
SU388A1 |
| "Erzmetall", 1979, 32, N 12522-524 | |||
| Посевная машина с приспособлением для высева мульчирующего материала или удобрений | 1945 |
|
SU66983A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
