Изобретение относится к кабельной промышленности, в частности, к производству эмалированных проводов.
Известен способ изготовления эмалированных проводов погружением. Способ заключается в том, что в ванну с лаком погружают направляющие ролики, и проволока с захваченным при движении лаком поступает в эмальпечь.
Недостатком изготовления эмалированных проводов погружением является то, что он применим только для маловязких масляных лаков, которые имеют высокое содержание пленкообразующих и в незначительной степени изменяют вязкость в процессе эмалирования. В связи с тем, что применение для эмалирования проволоки масляных лаков крайне ограничено, наиболее близким техническим решением к предлагаемому является способ, который заключается в подводе тепла к проволоке, многократном нанесении на проволоку пленкообразующего вещества с последующим подводом тепла к проволоке с нанесенным пленкообразующим веществом для его термозапечки, причем тепло к проволоке подводят в количестве, достаточном для желатинизации пленкообразующего вещества, а последующий подвод тепла производится после нанесения каждого четного слоя.
Недостаток этого способа заключается в том, что при фиксированном значении температуры запечки изоляционного слоя, качественную пленку, обеспечивающую нормативные показатели по электрической прочности, влагостойкости, эластичности и т.д. можно получить лишь в некотором узком диапазоне скоростей движения провода при эмалировании, ограниченном некоторой предельно допустимой скоростью v, которая может меняться случайным образом из-за случайных факторов (нестабильности напряжения питания электрической сети, из-за ошибок оператора и т.п.) и таким образом влиять на качественные показатели изоляции провода нежелательным образом. При увеличении скорости движения провода за предел V, качество изоляции резко снижается: при увеличении скорости эмалирования за предел V необходимо увеличивать температуру запечки, а так как потери тепла на излучение пропорциональны температуры в четвертой степени, то увеличение температуры запечки ведет к снижению КПД и повышению энергозатрат на изготовление единицы длины провода, кроме этого, увеличить температуру запечки можно лишь до некоторого порогового уровня, определяемого типом используемого эмалировочного лака и конструкцией эмальагрегата, за пределами этого значения происходит снижение качества изоляции и велика вероятность выхода из строя эмальагрегата. Таким образом, способ-прототип не позволяет получить даже при оптимальных сочетаниях режимов высокого качества эмалевой изоляции и характеризуется повышенными энергозатратами и низкой производительностью.
Известно устройство, содержащее ванну с лаком, направляющие проволоку ролики и эмальпечь.
Недостатком данного устройства является то, что оно имеет ограниченное применение для маловязких лаков, которые имеют высокое содержание пленкообразующих и в незначительной степени изменяют вязкость в ванне в процессе эмалирования.
Наиболее близким к предлагаемому устройству по совокупности технических признаков является устройство для изготовления эмалированных проводов, которое содержит узел предварительного подвода тепла к проволоке, емкости с пленкообразующим веществом, узел нанесения эмальизоляции на провод и узел подвода тепла к проволоке с нанесенным пленкообразующим веществом, причем емкости с пленкообразующим веществом расположены попарно между узлами подвода тепла к проволоке на расстоянии друг от друга, равном 25-30% длины узлов подвода тепла к проволоке с пленкообразующим веществом.
Недостатком устройства-прототипа является получение низкого качества эмалевой изоляции и то, что она характеризуется повышенными энергозатратами и низкой производительностью.
В предлагаемом способе изготовление эмалированных проводов заключается в подводе тепла к движущемуся проводу, нанесении на проволоку слоя пленкообразующего с последующим подводом тепла к проволоке с нанесенным пленкообразующим веществом, которое перед нанесением на проволоку подвергают воздействию магнитного поля, причем величину напряженности магнитного поля изменяют пропорционально изменению скорости движения провода.
Предлагаемое устройство для изготовления проводов содержит отдающее и приемное приспособления, между которыми размещены по ходу продвижения проволоки узел предварительного подвода тепла к проволоке, узел нанесения эмальизоляции на проволоку и узел подвода тепла к проволоке с нанесенной эмальизоляцией, содержащем емкость с пленкообразующим веществом, выход которой через трубопровод, проходящий через омагничивающий узел, соединен со входом узла нанесения эмальизоляции, омагничивающий узел, регулятор напряженности магнитного поля и датчик скорости, причем омагничивающий узел установлен между емкостью с пленкообразующим веществом и узлом нанесения эмальизоляции, вход которого подключен к выходу регулятора напряженности магнитного поля, вход которого подключен к выходу датчика скорости.
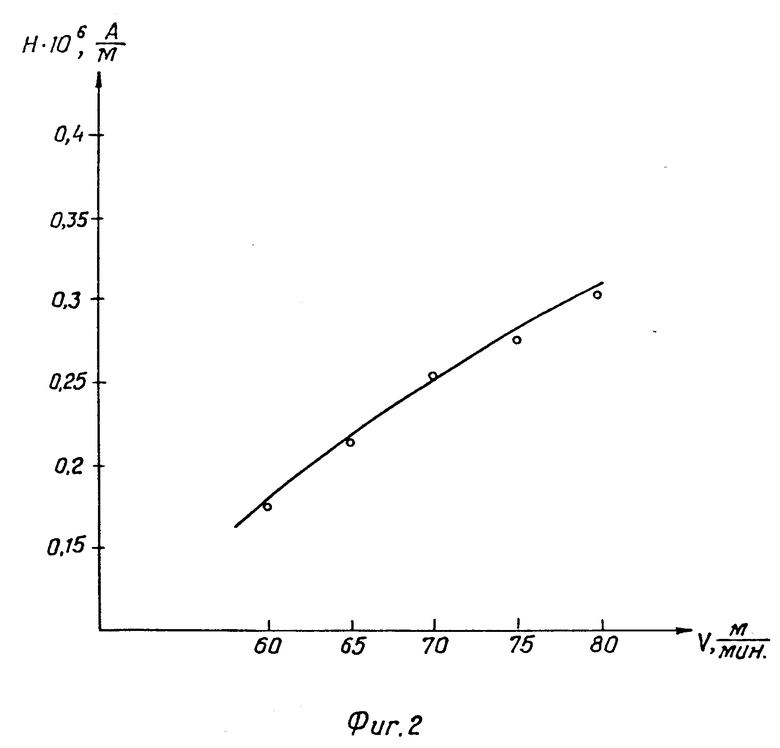
Экспериментально было установлено, что омагничиванием пленкообразующего можно в значительной степени изменить физические свойства пленкообразующего и как следствие этого качественные характеристики эмальизоляции. Так, для наиболее распространенного пленкообразующего при производстве проводов марки ПЭТВ лака "Теребек" наиболее важная характеристика уровень пробивного напряжения эмалевой изоляции после омагничивания пленкообразующего может быть значительно увеличен. Причем при каждой из скоростей движения проволоки в процессе эмалирования напряженность магнитного поля имеет оптимальное значение, при котором отношение пробивного напряжения изоляции Uпр, к пробивному напряжению неомагниченной изоляции Uпр1 наибольшее. На фиг. 1 этот факт наглядно отражен. Из этой зависимости следует, что оптимальное значение напряженности магнитного поля, при котором достигается наибольшее значение пробивного напряжения эмальизоляции смещается с Н=170000 А/м при V=60 м/мин до Н= 280000 А/м при V=70 м/мин и до Н=370000 А/м при Н=80 м/мин. Анализ экспериментальных данных и выше приведенных значений Н и V показал, что оптимальное значение напряженности магнитного поля смещается линейно с изменением скорости движения проволоки (см. фиг. 2).
Таким образом, если пленкообразующее перед нанесением на проволоку подвергнуть воздействию магнитного поля и изменять пропорционально скорости движения проволоки, то можно значительно улучшить качество эмальизоляции провода, производительность и снижение энергозатрат, так как при увеличении скорости продвижения провода в пределах 10-12% от номинальной без увеличения температуры запечки нанесенного пленкообразующего вещества качество эмальизоляции соответствует кондиционной.
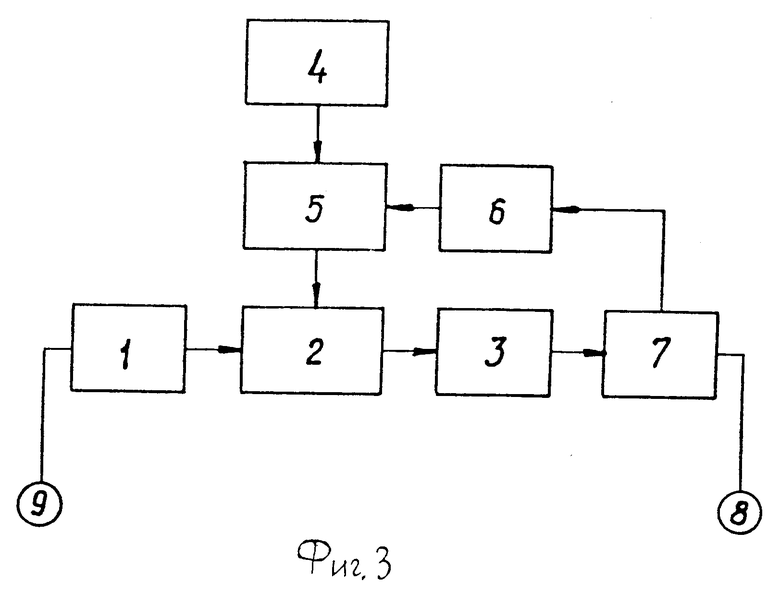
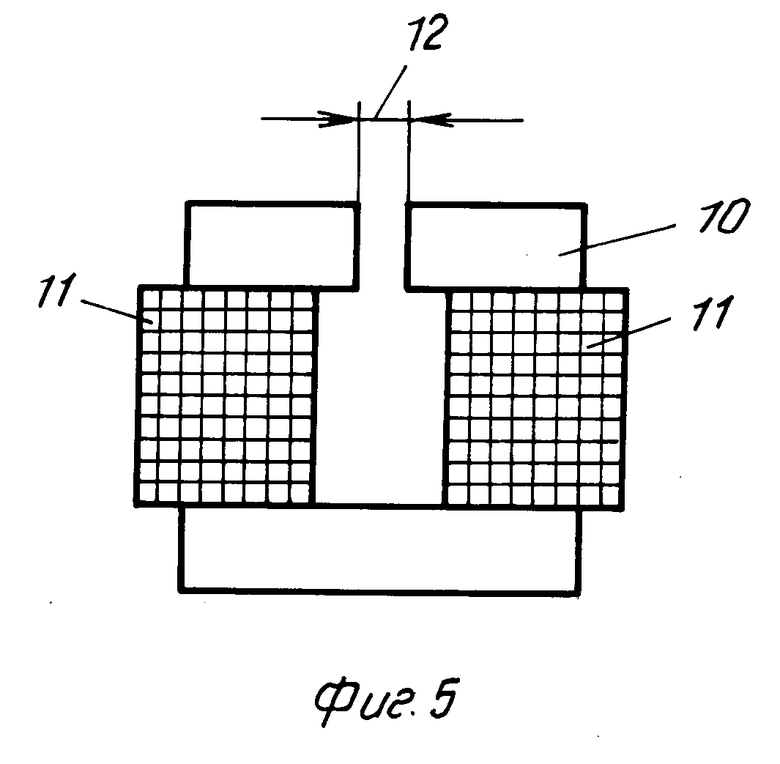
На фиг.1 представлены графики зависимостей увеличения пробивного напряжения омагниченной эмалевой изоляции по отношению к неомагниченной, в зависимости от величины напряженности (тока подмагничивания омагничивающего узла) магнитного поля при разных скоростях продвижения провода; на фиг.2 представлены графики зависимости оптимальной напряженности (тока подмагничивания омагничивающего узла) магнитного поля, при которой получается наивысшее значение пробивного напряжения от скорости движения провода при эмалировании; на фиг. 3 представлена структурная схема предлагаемого устройства для изготовления эмалированных проводов; на фиг.4 представлена схема датчика скорости, служащего для подачи управляющих импульсов на регулятор напряженности поля, пропорциональных скорости продвижения провода; на фиг.5 представлена схема омагничивающего узла, служащего для омагничивания пленкообразующего вещества, состоящего из стального магнитопровода, двух катушек и магнитного зазора.
Предлагаемый способ может быть реализован с помощью устройства для изготовления эмалированных проводов, структурная схема которого изображена на фиг.3.
Предлагаемое устройство содержит отдающее 9 и приемное 8 приспособления, между ними последовательно по ходу продвижения проволоки расположены узел предварительного подвода тепла 1 к проволоке, узел нанесения эмальизоляции 2 на проволоку, узел подвода тепла к проволоке с нанесенным пленкообразующим веществом 3, емкость с пленкообразующим веществом 4, выход которой через трубопровод, проходящий через магнитный зазор омагничивающего узла 5, соединен со входом узла нанесения эмальизоляции 2, регулятор напряженности магнитного поля 6, датчик скорости 7, вход омагничивающего узла подключен к выходу регулятора напряженности магнитного поля 6, вход которого подключен к выходу датчика скорости 7, проходит все стадии формирования эмальизоляции готовый провод с нанесенной эмальизоляцией из узла подвода тепла к проволоке с нанесенным пленкообразующим веществом 3 сматывается на приемное устройство 8, состоящее из вращающейся катушки.
Устройство работает следующим образом. Проволока с отдающего устройства 9, которое служит для подачи проволоки в эмальагрегат, поступает в узел предварительного подвода тепла к проволоке 1, где ее нагревают до температуры отжига меди, после этого отожженная медная проволока проходит через узел нанесения эмальизоляции 2. В узел нанесения эмали 2 пленкообразующее вещество поступает из емкости с пленкообразующим 4, проходя через трубопровод, который в свою очередь проходит через магнитный зазор 12 омагничивающего узла 5, где пленкообразующее вещество подвергается воздействию магнитного поля. Из узла нанесения пленкообразующего вещества 2 проволока с нанесенным слоем омагниченного пленкообразующего поступает в узел подвода тепла к проволоке с нанесенным пленкообразующим 3. На выходе из узла подвода тепла к проволоке с нанесенным пленкообразующим веществом установлен датчик скорости 7, который преобразует скорость движения провода в напряжение. При изменении скорости движения провода регулятор напряженности 6 омагничивающего узла 5 изменяет уровень тока подмагничивания омагничивающего узла на величину, пропорциональную величине изменения скорости продвижения провода в эмальагрегате, и в омагничивающем узле происходит изменение напряженности магнитного поля пропорционально изменению этой скорости, таким образом, качество изоляции провода остается неизменным и не зависит от скорости продвижения провода.
Узел предварительного подвода тепла 1 входит в состав эмальагрегата PGZ-1540 МК, описанный в ТО, с.10 на электрическое оборудование эмальагрегата. Емкость с пленкообразующим 4 представляет собой металлическую ванну, из которой производится дозированная откачка пленкообразующего с помощью лаковых насосов, работа которых описана в ТО, с.31.
Узел нанесения эмальизоляции 2 состоит из металлической подставки с расположенной на ней фетровой прокладкой, снизу которой с помощью лакового насоса подводится омагниченный пленкообразующий состав из ванны 4. По поверхности пропитанного фетра скользит медная проволока, которая прижимается сверху фетровой пластиной и захватывает своей поверхностью слой пленкообразующего.
Описание узла подвода тепла 3 к проволоке приведено в ТО, с.10 на электрическое оборудование эмальагрегата PGZ-1540 МК.
На фиг. 4 приведена схема датчика скорости, выход которого соединен со входом регулятора напряженности магнитного поля, состоящий из прозрачного диска с затемненными сегментами. Диск посажен на одну ось с ведущим роликом. По обе стороны от диска диаметрально противоположно расположен фотодиод VD1 и VD2. При протягивании провода вращается ведущий ролик, а вместе с ним и диск, попеременно закрывая и открывая световой поток, идущий от светодиода к фотодиоду. С выходов DA2 и DA3 таким образом поступают противофазные прямоугольные импульсы, период следования которых равен времени прохождения провода через датчик.
Омагничивающий узел 5 представляет собой дроссель, состоящий из стального сердечника 10 и двух соленоидов. Магнитный поток в магнитопроводе создает постоянное магнитное поле в зазоре 12, через который проходит трубопровод для подвода пленкообразующего вещества из емкости с пленкообразующим веществом 4 в узел нанесения пленкообразующего вещества 2 на проволоку.
Регулятор напряженности магнитного поля 6 омагничивающего узла 5 представляет собой схему регулирующего стабилизатора тока, на вход которого с выхода датчика скорости подаются импульсы, пропорциональные величине скорости. Нагрузкой служат соленоиды омагничивающего узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ СТАТОРОВ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2532541C2 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2657087C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| СПОСОБ ИЗОЛИРОВКИ ПАЗОВ МАГНИТНЫХ СЕРДЕЧНИКОВ ЯКОРЕЙ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2516266C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ИЗОЛЯЦИИ МИКРОПРОВОДА | 2017 |
|
RU2662249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2015 |
|
RU2603758C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ ЛАК И СПОСОБ ЕГО НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ОСНОВУ | 2011 |
|
RU2485150C2 |


Использование: в кабельной промышленности при изготовлении эмалированных проводов. Сущность изобретения: эмальизоляцию перед нанесением на проволоку подвергают воздействию магнитного поля, причем величину напряженности магнитного поля изменяют прямо пропорционально изменению скорости движения провода. Устройство содержит узел предварительного подвода тепла к проволоке, емкость с пленкообразующим, узел нанесения эмальизоляции на проволоку, узел подвода тепла к проволоке с нанесенным пленкообразующим веществом, омагничивающий узел и датчик скорости, причем омагничивающий узел установлен между емкостью с пленкообразующим и узлом нанесения эмальизоляции, а выход датчика скорости соединен через регулятор напряженности омагничивающего узла с его входом. Изобретение позволяет в значительной степени изменить физические свойства пленкообразующего и как следствие этого качественные характеристики эмальизоляции. 2 с. п. ф-лы, 5 ил.
| Авторское свидетельство СССР, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
