Изобретение относится к неразрушающему контролю качества изделий, а точнее к способам определения степени отверждения полимерных покрытий на реальных изделиях, в частности эмалевой изоляции на проводах.
Известен способ контроля отверждения полимерных покрытий, заключающийся в измерении временной зависимости электрического параметра полимера в процессе его отверждения, в котором перед процессом отверждения на покрытие наносят воду, измеряют временную зависимость емкости системы полимерное покрытие - вода в процессе формирования полимера и с учетом полученных результатов рассчитывают частоту пространственной сетки и степень отверждения полимера [1].
Недостатком указанного способа является высокая продолжительность процесса контроля, достигающего нескольких часов, что исключает возможность экспресс-контроля степени отверждения изоляции проводов непосредственно в процессе их эмалирования.
Наиболее близким к заявляемому является способ контроля степени отверждения полимерных диэлектрических материалов, заключающийся в том, что осуществляют воздействие на диэлектрик электрическим полем, измеряют электрические параметры диэлектрика, по которым определяют степень отверждения, при этом воздействие осуществляют постоянным электрическим полем, после чего полимерный диэлектрик подвергают нагреву с линейным режимом нарастания температуры, измеряют ток термостимулированной деполяризации, определяют значение максимума тока и соответствующее ему значение температуры диэлектрика и по результатам совместных измерений определяют степень отверждения [2].
Недостатком способа-прототипа является сложность процесса контроля, заключающаяся в необходимости помимо воздействия на диэлектрическое покрытие электрическим полем осуществлять линейный нагрев диэлектрика, измерять ток деполяризации, определять значение максимума тока и соответствующее ему значение температуры диэлектрика и по результатам совместных измерений определять степень отверждения диэлектрика.
Техническая задача, на которую направлено изобретение, состоит в упрощении контроля и в создании возможности экспресс-контроля степени отверждения изоляции проводов непосредственно в процессе их эмалирования.
Поставленная задача решается тем, что в способе контроля степени отверждения полимерного диэлектрического покрытия обмоточных проводов, заключающемся в воздействии на покрытие электрическим полем и в измерении изменяющихся при этом параметров покрытия, для эмалировочного лака, находящегося в неотвержденном состоянии, предварительно снимается зависимость диэлектрической проницаемости от частоты электромагнитного поля, после этого отверждают лак и для него вновь снимают зависимость диэлектрической проницаемости от частоты электромагнитного поля, затем из снятых зависимостей выбирают две частоты измерения fl и f2 из диапазона частот, в котором для неотвержденного лака характерна ярко выраженная зависимость диэлектрической проницаемости от частоты электромагнитного поля, а диэлектрическая проницаемость для того же лака в отвержденном состоянии остается неизменной, после чего контролируемый провод с нанесенной на него эмалевой изоляцией протягивают через емкостный датчик, при помощи которого на выбранных частотах производят чередующиеся измерения диэлектрической проницаемости ε(fl) и ε(f2), и о степени отверждения судят по отношению К=ε(fl)/ε(f2), при этом изоляцию считают отвержденной при достижении величины К значений, лежащих в диапазоне от 0,95≤К≤1.
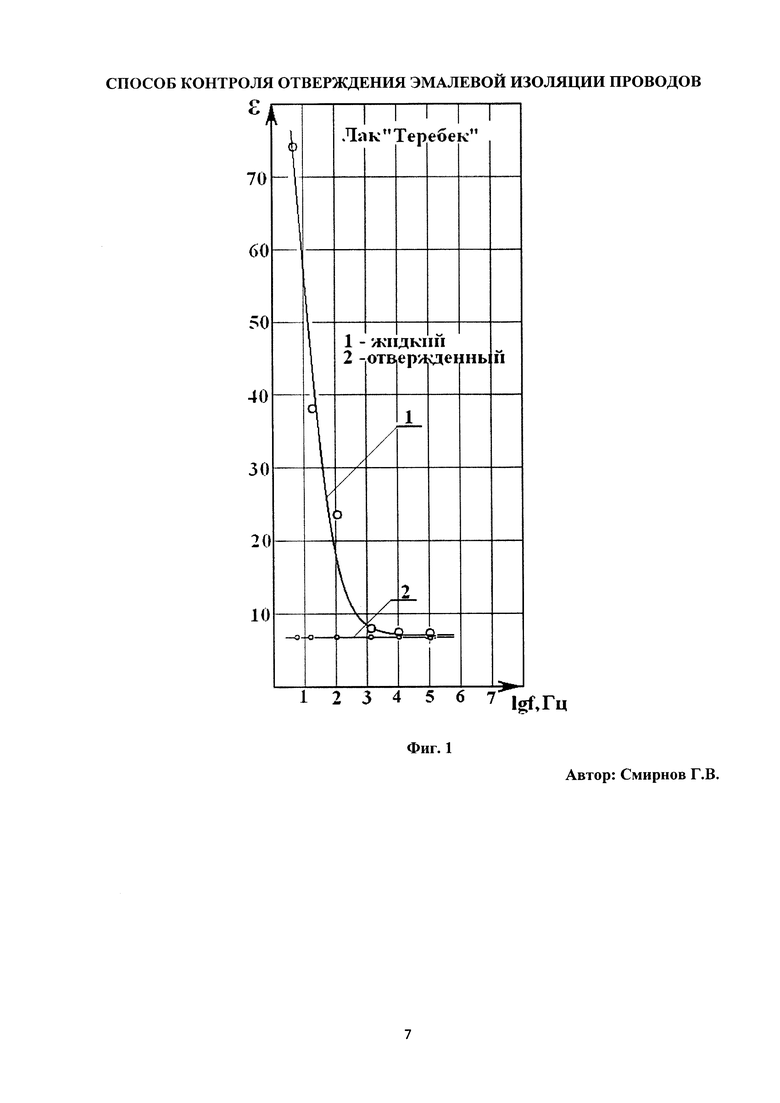
На фиг. 1 представлена зависимость диэлектрической проницаемости эмалировочного лака «Теребек» от частоты электромагнитного поля в неотвержденном (кривая 1) и отвержденном (график 2) состоянии.
Сущность изобретения заключается в следующем. Наиболее распространенный способ для изготовления эмалированных проводов содержит узел предварительного подвода тепла к проволоке, емкости с пленкообразующим веществом, узел нанесения эмалевой изоляции на провод, выполненный в виде калибров, и узел подвода тепла к проволоке с нанесенным пленкообразующим веществом. При этом емкости с пленкообразующим веществом расположены попарно между узлами подвода тепла к проволоке на расстоянии друг от друга, равном 25-30% длины узлов подвода тепла к проволоке с пленкообразующим веществом.
Производительность процесса зависит от скорости движения провода при эмалировании. Чем меньше скорость движения провода, тем ниже производительность процесса. Стремление к повышению производительности процесса при фиксированном значении температуры запечки изоляционного слоя связано со стремлением к повышению скорости движения провода при эмалировании. Однако получить качественную эмалевую изоляцию провода, обеспечивающую нормативные показатели по электрической прочности, влагостойкости, эластичности и т.д. можно лишь в некотором узком диапазоне скоростей движения провода при эмалировании, ограниченном некоторой предельно допустимой скоростью V. При увеличении скорости движения провода за предел V происходит резкое ухудшение всех перечисленных качественных показателей изоляции за счет того, что она не успевает полностью отведиться (полимеризоваться). При увеличении скорости эмалирования за предел V необходимо увеличивать температуру запечки. Но так как потери тепла на излучение пропорциональны температуре в четвертой степени, то увеличение температуры запечки ведет к снижению КПД и повышению энергозатрат на изготовление единицы длины провода. Кроме этого, увеличить температуру запечки можно лишь до некоторого порогового уровня, определяемого типом используемого эмалировочного лака и конструкцией эмальагрегата. За пределами этого значения происходит снижение качества изоляции и велика вероятность выхода из строя эмальагрегата. Поэтому для обеспечения оптимальных режимов, выбранных из компромисса между производительностью и энергозатратами, требуется осуществлять непрерывный контроль степени отвержения эмалевой изоляции.
Возможность создания упомянутого выше непрерывного контроля степени отвержения эмалевой изоляции демонстрирует фиг. 1. Частотные зависимости диэлектрической проницаемости различных эмалировочных лаков снимались на ячейке, изготовленной по ГОСТ 6581-75 (СТ СЭВ 3166-81; СТ СЭВ 4130-83; стандарт МЭК 250). Эта ячейка представляет собой плоский конденсатор цилиндрической формы с охранным электродом. Измерения производились следующим образом. На электродах неизменной поддерживалась величина разности потенциалов с помощью источника электрического напряжения синусоидальной формы.
На фиг. 1 представлены частотные зависимости диэлектрической проницаемости эмалировочного лака «Теребек» в неотвержденном (кривая 1) и отвержденном (график 2) состоянии. Из графиков 1 и 2 на фиг. 1 следует, что частотная зависимость диэлектрической проницаемости эмалировочного лака «Теребек» в неотвержденном состоянии (график 1), в диапазоне частот от 0,3 кГц до 100 кГц зависит от частоты, тогда как диэлектрическая проницаемость того же лака в отвержденном состоянии в этом же диапазоне не зависит от частоты, а имеет постоянное значение.
При этом, если в процессе эмалирования жилу провода заземлить, пропустить провод с нанесенной эмалью через емкостный датчик, на который подавать от генератора поочередно две частоты электромагнитного поля, лежащих в диапазоне от 0,5 до 100 кГц, и на указанных двух частотах производить чередующиеся измерения емкости провода относительно емкостного датчика, то о степени отверждения можно судить по отношению К=C1(f1)/C2(f2), при этом изоляцию считать отвержденной при достижении величиной К значений, лежащих в диапазоне от 0,95≤К≤1.
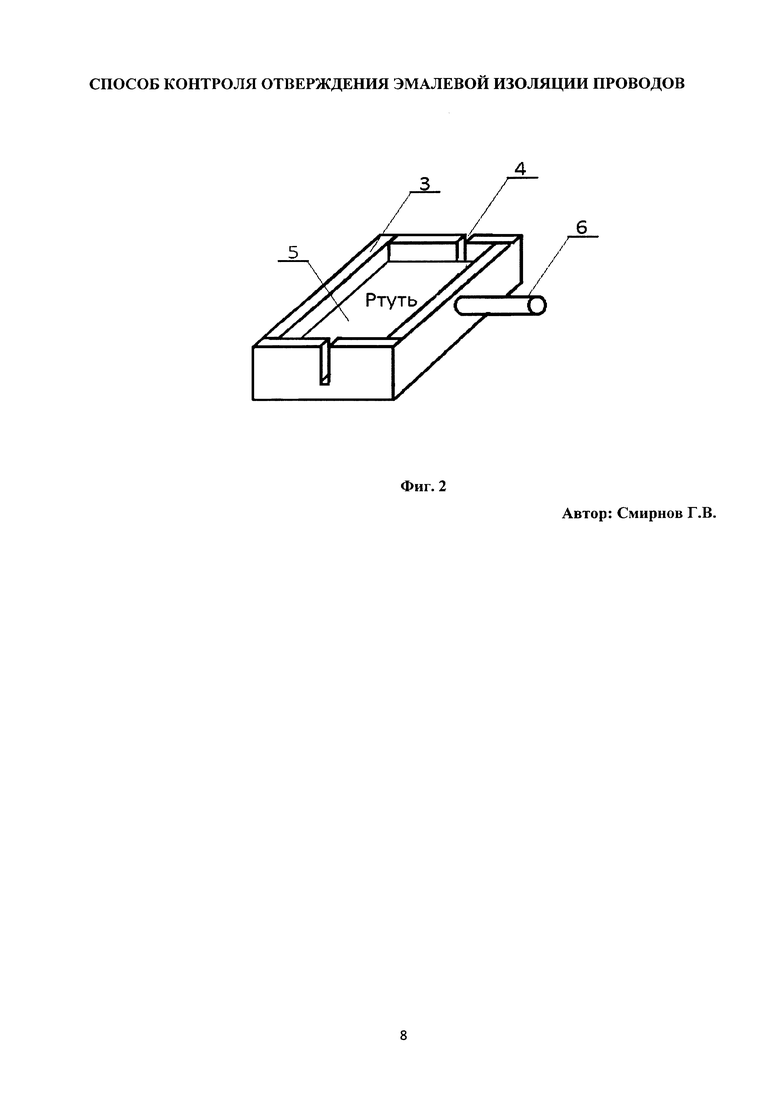
Пример конкретного выполнения. На проводах марки ПЭТВ с диаметром жилы 0,06 мм производился контроль степени отверждения эмалевой изоляции, выполненной эмалировочным лаком ПЭ-939. Опыты проводились на эмальагрегате PGZ-1540 МК. При контроле провод с нанесенной эмалью протягивался через емкостный датчик, приведенный на фиг. 2, установленный на выходе зоны запечки эмали. Емкостный датчик представлял собой прямоугольную ванну 3, выполненную из оргстекла, с прорезью 4 в боковых стенках, через которые провод вводился в ртуть 5. Прорезь имела поперечный размер 0,1 мм. Граница прорези 4 находилась ниже горизонтальной поверхности ртути 5, однако вытекание ртути не происходило за счет малых поперечных размеров щели и большого поверхностного натяжения ртути. Контакт с ртутью осуществлялся при помощи металлического вывода 6, герметично введенного в ртуть через продольную боковую стенку датчика.
Жилу провода заземляли в смоточном узле. Температурный режим в зоне термообработки эмали не изменялся, а менялась лишь скорость движения провода от 60 м/мин до 90 м/мин. На емкостный датчик поочередно от генератора подавалось две частоты 0,5 кГц и 10 кГц, и на этих частотах поочередно измерялась емкость датчика относительно провода и при каждом очередном измерении определялась величина К=C1(f1)/C2(f2). Результаты измерений приведены в таблице 1.

Как следует из таблицы 1 при скоростях 60, 70 и 80 м/мин величина К лежит в диапазоне 0,95≤К≤1, и эмалевую изоляцию следует считать высушенной. При скорости V=90 м/мин величина К=5,6, что говорит о том, что при скорости V=90 м/мин эмалевая изоляция является неотвержденной. Оптимальной следует считать скорость V=80 м/мин, так как при меньших скоростях падает производительность эмалирования, а при больших скоростях изоляция провода не отверждается и ее следует считать некондиционной.
Таким образом, заявляемый способ по сравнению со способом-прототипом существенно упрощен, так как в нем нет в необходимости помимо воздействия на диэлектрическое покрытие электрическим полем осуществлять линейный нагрев диэлектрика, измерять ток деполяризации, определять значение максимума тока и соответствующее ему значение температуры диэлектрика и по результатам совместных измерений определять степень отверждения диэлектрика. Кроме того, заявляемый способ позволяет осуществлять экспресс-контроль отвержения эмалевой изоляции непосредственно в процессе эмалирования провода, чего невозможно сделать при помощи способа-прототипа.
Источники информации
1. А.с. СССР №1718088. Способ контроля отверждения полимерных покрытий. Кл. G01N 27/22, Опубл. 07.03.1992. Бюл. №9.
2. А.с. СССР №1571492. Способ контроля степени отверждения полимерных диэлектрических материалов. Кл. G01N 27/02, Опубл. 15.06.1990. Бюл. №22 (Прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ИЗОЛЯЦИИ МИКРОПРОВОДА | 2017 |
|
RU2662249C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2560714C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2516276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2460161C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2016 |
|
RU2642499C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745446C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745432C1 |
Изобретение относится к неразрушающему контролю качества изделий. Сущность изобретения заключается в том, что способ контроля степени отверждения полимерного диэлектрического покрытия обмоточных проводов заключается в воздействии на диэлектрическое покрытие электрическим полем и в измерении электрических параметров указанного покрытия, в процессе эмалирования жилу провода заземляют и контролируемый провод с нанесенной на него эмалевой изоляцией непрерывно протягивают через емкостный датчик, подают на него от генератора поочередно две частоты f1 и f2 электромагнитного поля, лежащих в диапазоне от 0,5 до 10 кГц, и на указанных двух частотах производят чередующиеся измерения емкости провода С1(f1) и С2(f2) относительно емкостного датчика, и о степени отверждения судят по отношению К=C1(f1)/C2(f2), при этом изоляцию считают отвержденной при достижении величиной К значений, лежащих в диапазоне от 0,95≤К≤1. Технический результат – упрощение контроля и создания возможности экспресс-контроля степени отверждения изоляции проводов непосредственно в процессе их эмалирования. 2 ил.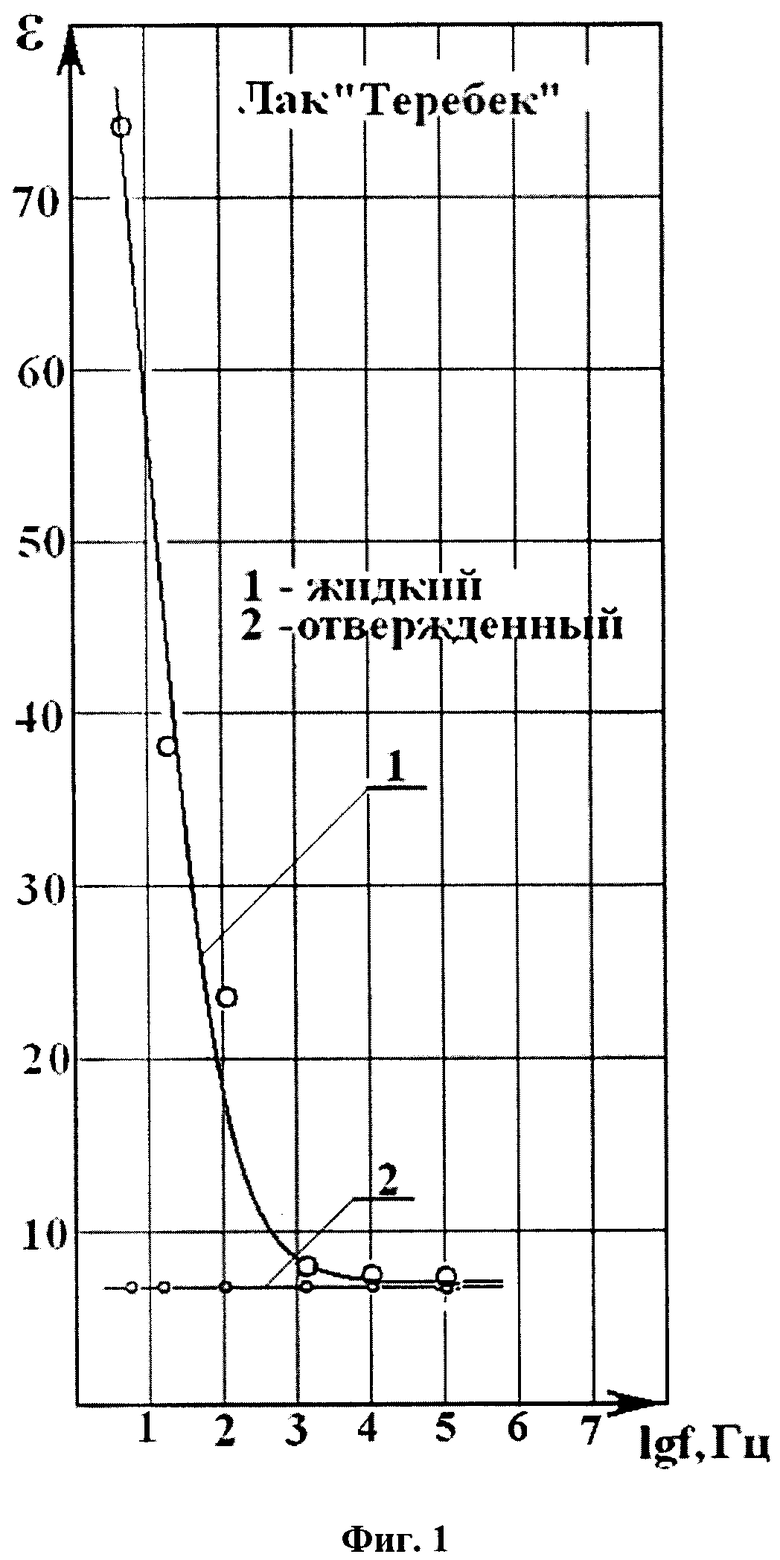
Способ контроля степени отверждения эмалевого покрытия обмоточных проводов, заключающийся в воздействии на покрытие электрическим полем и в измерении изменяющихся при этом параметров покрытия, отличающийся тем, что у эмалировочного лака, находящегося в неотвержденном состоянии, предварительно снимается зависимость диэлектрической проницаемости от частоты электромагнитного поля, после этого лак отверждают путем термообработки и для него вновь снимают зависимость диэлектрической проницаемости от частоты электромагнитного поля, затем из снятых зависимостей выбирают две частоты измерения f1 и f2 из диапазона частот, в котором для неотвержденного лака характерна ярко выраженная зависимость диэлектрической проницаемости от частоты электромагнитного поля, а диэлектрическая проницаемость для того же лака в отвержденном состоянии остается неизменной, после чего контролируемый провод с нанесенной на него эмалевой изоляцией протягивают через емкостный датчик, который устанавливают перед приемной катушкой моточного устройства, при помощи упомянутого датчика на выбранных частотах производят чередующиеся измерения диэлектрической проницаемости ε (f1) и ε(f2), и о степени отверждения судят по отношению К=ε(f1)/ε(f2), при этом изоляцию считают отвержденной при достижении величины К значений, лежащих в диапазоне от 0, 95≤К≤1.
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2516276C1 |
| Способ контроля степени отверждения полимерных диэлектрических материалов | 1988 |
|
SU1571492A1 |
| Способ определения коэффициента пропитки обмоток электрических машин | 1983 |
|
SU1241361A1 |
| US 2014084713 A1, 27.03.2014 | |||
| US 8372922 B2, 12.02.2013. | |||

