Изобретение относится к стекольной промышленности и может быть использовано при производстве художественной стеклотары для парфюмерии, пищевых продуктов, химреактивов и других жидкостей.
Известен способ получения стеклотары для парфюмерии, включающий периодическую подачу капли (порции) нагретой стекломассы в охлаждаемую черновую форму, прессование горла и выдувание в ней пульки сжатым воздухом, передачу пульки в охлаждаемую чистовую форму, выдувание сжатым воздухом в ней флакона, его охлаждение на столике и отжиг [1] По этой технологии вырабатывается большинство парфюмерной стеклотары, например, флакон для лака цилиндрической формы вместимостью 15 мл. Периодичность подачи капли стекломассы, заостренной в нижней зоне в стеклоформующую машину 120 шт/мин, температура капли 1240оС, ее диаметр 18 мм, длина 61 мм, масса 29 г, время выдувания стекломассы в черновой форме 3 с, подача сжатого воздуха для прессования горла через 0,7 с, а для выдувания пульки через 1,1 с после падения капли стекломассы, расход воздуха на охлаждение черновой формы 400 м3/ч, время выдувания в чистовой форме 3 с, расход воздуха на охлаждение чистовой формы 410 м3/ч, время пребывания флакона на столике охлаждения 1,7 с.
Описанный способ изготовления позволяет получить флаконы простой конфигурации корпуса с тонкостенным плоским дном. Эти флаконы не имеют товарного вида, который может обеспечить такой материал как стекло. Плоское дно не позволяет полностью использовать налитый в него лак из-за того, что какая-то его часть засыхает на плоскости, несмотря на наличие в лаке металлических шариков для перемешивания и вмонтированной в крышку флакона кисточки. Кроме того, описанный технологический процесс выработки флакона не обеспечивает высокую производительность.
Известны самые различные виды узкогорлой стеклотары для разнообразных жидких продуктов. Как правило, корпус такой стеклотары имеет простую геометрическую форму цилиндр, конус, куб, параллелепипед и т.д. Характерной особенностью стеклотары, обусловленной свойствами стекла и особенностями процесса его выработки, является равнотолщинность боковых стенок корпуса при незначительном утолщении дна, причем конфигурация внутренней поверхности повторяет конфигурацию наружной поверхности стеклянной тары. Этому способствует и то обстоятельство, что выдувание стеклоизделий в формах осуществляется сжатым воздухом, давление которого распространяется во всех направлениях равномерно [2]
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является машинный способ получения бутылочки, имеющей корпус, дно, горло. На наружную поверхность корпуса нанесены линии, а дно выполнено криволинейным с выпуклой внутренней поверхность и соответственно вогнутой наружной поверхностью, по периметру дна имеется выпуклая рамка [3]
Способ изготовления этой бутылочки включает следующие операции: периодическую подачу капли стекломассы, закругленной в ее нижней зоне в охлждаемую воздухом черновую форму, прессование в ней сжатым воздухом горла, выдувание пульки с выдержкой во времени, передачу пульки в охлаждаемую воздухом чистовую форму, окончательное формование в ней флакона с выдержкой во времени, перемещение его на столик охлаждения, выдержка во времени и транспортировка в печь отжига, причем время пребывания стекла в черновой и чистовой формах приблизительно одинаково.
Известные формы бутылочек и способ их изготовления обладают следующими недостатками: цилиндрический корпус бутылочки не подчеркивает цвет и насыщенность красок содержимого, отрицательная кривизна дна приводит к тому, что попадающая в углы по периметру жидкость засыхает и не может быть полностью использована. Традиционный способ выработки с одинаковым по времени черновым и чистовым формованием не позволяет повысить производительность стеклоформующего автомата, избежать полной повторяемости конфигурации внутренних и наружных поверхностей бутылочки и получить сложную, подчеркивающую товарный вид содержимого, наружную поверхность стеклоизделия.
Целью изобретения является повышение производительности стеклоформующей машины, улучшение дизайна флакона при высоком качестве его наружных поверхностей и обеспечение полного использования содержимого.
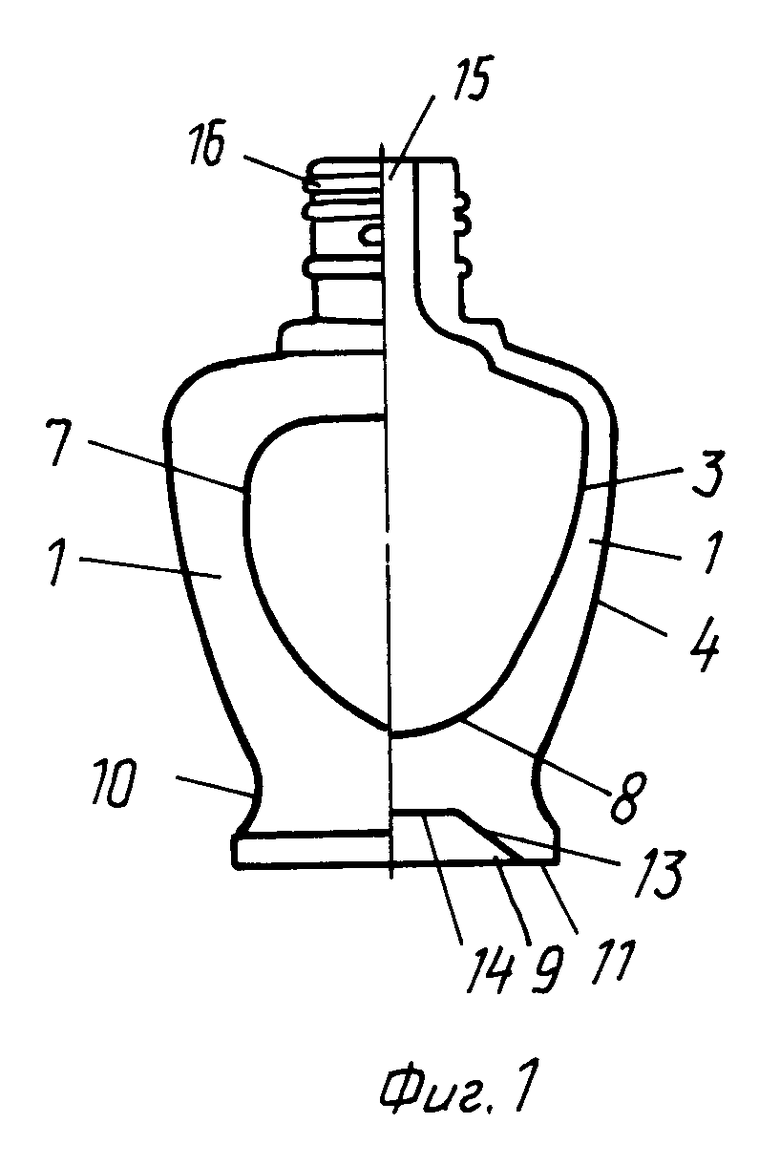
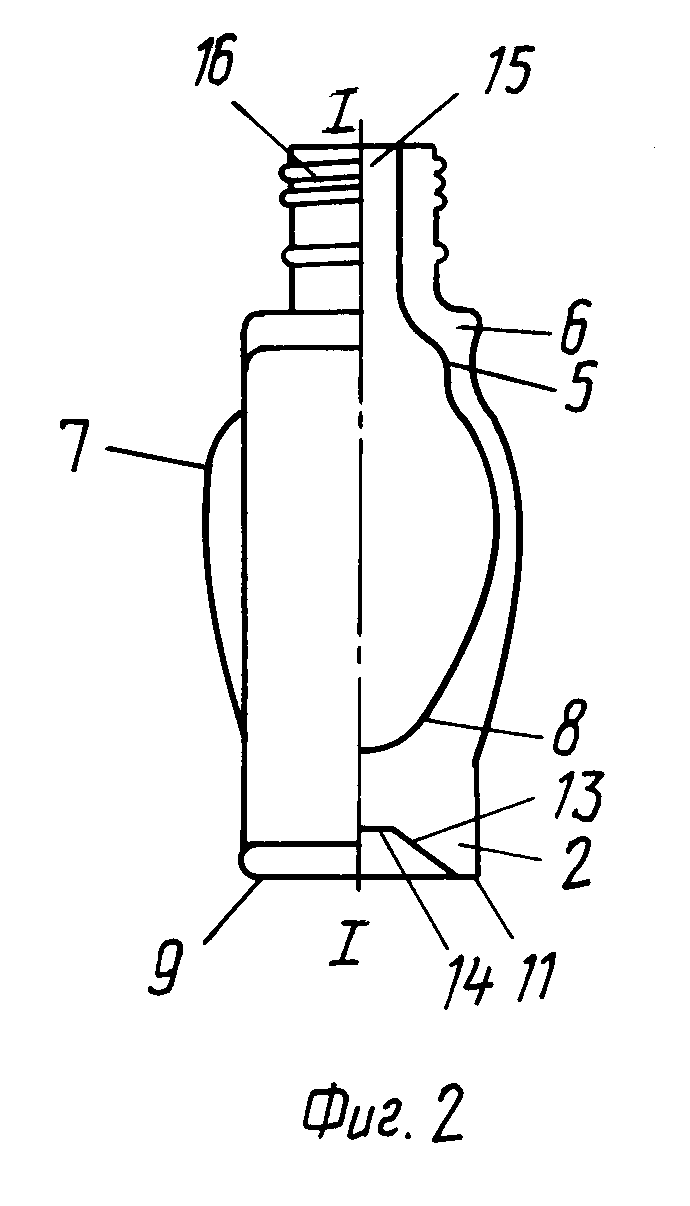
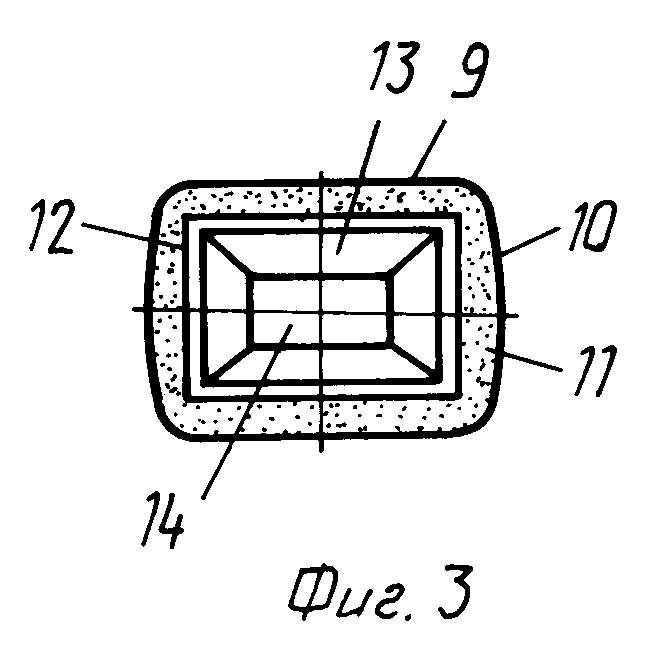
На фиг. 1 показан флакон, продольный разрез; на фиг. 2 флакон, вид сбоку; на фиг. 3 вид на наружную поверхность дна.
Стеклянный флакон имеет четырехугольную форму и содержит корпус 1 с сужающимися ко дну 2 параболическими внутренней боковой стенкой 3 и наружной боковой стенкой 4. Лицевые внутренняя стенка 5 и наружная стенка 6 плоские и выполнены с выпуклыми линзами 7, расположенными симметрично относительно осевой плоскости флакона и повторяющими форму боковых стенок 3 и 4. Дно 2 выполнено утолщенным с параболоидальной внутренней поверхностью 8 с положительной кривизной и вершиной, лежащей на вертикальной оси флакона, плоской наружной поверхностью 9 и расширяющимися к основанию криволинейными наружными боковыми поверхностями 10, причем внутренняя поверхность 8 дна 2 сопрягается с внутренней боковой стенкой 3 корпуса 1, а наружная боковая поверхность 10 дна 2 сопрягается с наружной боковой стенкой 4 корпуса 1. На плоской наружной поверхности 9 дна 2 выполнена выступающая по периметру рамка 11 с насечкой 12. В центральной зоне наружной поверхности 9 дна 2 выполнена вогнутая выемка (линза) 13 в форме соосной с флаконом четырехугольной пирамиды с усеченной вершиной криволинейной поверхностью 14 отрицательной кривизны. Горловина 15 выполнена в виде винтгорла 16.
Все геометрические особенности флакона несут функциональную нагрузку. Так, сужающиеся к дну 2 криволинейные внутренние боковые стенки 3 корпуса 1 и сопряженная с ними параболоидальная внутренняя поверхность 8 с положительной кривизной дна 2, вершина которой расположена на оси флакона в нижней точке его внутренней поверхности, позволяют решить проблему полного использования содержимого флакона, например, лака для ногтей, поскольку практически "до последней капли" кисточка, вмонтированная в колпачок, соприкасается с лаком. Линзы 7, выполненные на лицевых поверхностях, подчеркивают насыщенность цвета содержимого, улучшают дизайн и товарный вид конечной продукции. Выемка (линза) 13 позволяет получить в толстостенном дне 2 отражение цвета содержащейся во флаконе жидкости, что также улучшает дизайн и товарный вид, причем криволинейная поверхность 14 с отрицательной кривизной значительно улучшает оптические свойства линзы, также как грани пирамиды. Выступающая рамка 11 с насечкой 12 на плоской наружной поверхности 9 дна 2 позволяет увеличить устойчивость флакона и улучшает его внешний вид.
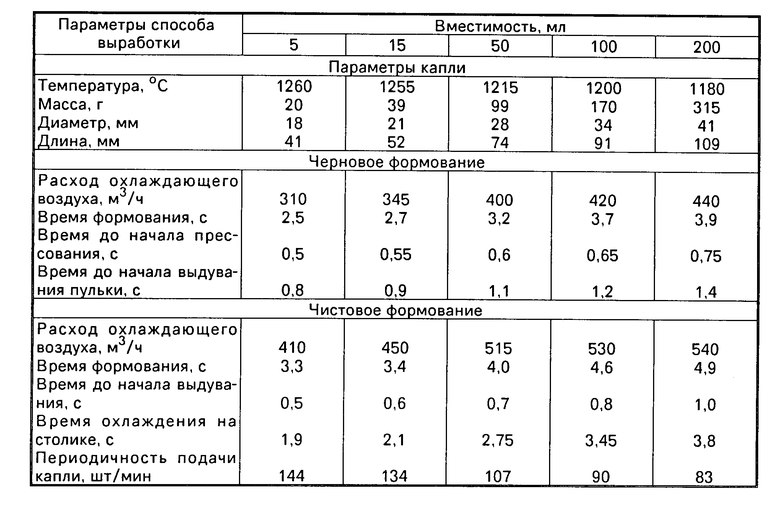
Способ изготовления указанного флакона вместимостью от 5 до 200 мл включает следующие операции:
регулярную периодическую подачу капли стекломассы округлой формы в ее нижней зоне с частотой 82-146 шт/мин, температурой 1170-1262оС, массой 19-316 г, диаметром 18-42 мм и длиной 40-110 мм в охлаждаемую вентиляторным воздухом с расходом 300-450 м3/ч черновую форму, в которой осуществляется прессование сжатым воздухом горла в течение 0,4-0,9 м, выдувание пульки 0,5-1,5 с и выдержка 1,2-2,0 с при общем пребывании стекла в форме 2,3-4,0 с, сжатый воздух на прессование подают через 0,4-0,8 с, а на выдувание через 0,7-1,5 с после падения капли стекломассы в черновую форму;
передачу пульки в охлаждаемую вентиляторным воздухом с расходом 400-500 м3/ч чистовую форму с шероховатостью рабочей поверхности 0,04-0,16, в которой происходит окончательное выдувание флакона сжатым воздухом в течение 1,2-3,5 с и выдержка 1,2-3,5 с при общем времени пребывания стекла в форме 3,1-5,0 с;
перемещение флакона на столик охлаждения и выдержка на нем в течение 1,8-4,0 с;
транспортировка готового флакона в печь отжига.
Проведенные исследования по отработке режимов выработки показали, что для флаконов различной вместимости необходимо обеспечить соответствующие значения вышеперечисленных параметров. При монотонном неразрывном возрастании вместимости от 5 мл до 200 мл непрерывно и монотонно меняются значения величин рабочих параметров его выработки.
В таблице приведены конкретные режимы способа выработки флакона для вместимости: 5, 15, 50, 100 и 200 мл.
Повышение температуры и увеличение массы капли стекломассы при сокращении времени пребывания стекла в узле чернового формования при одновременном уменьшении расхода воздуха на его охлаждение позволяет получить более горячую пульку с толстостенным дном, что влечет за собой существенные выводы при формовании флакона в чистовой форме получение высококачественной наружной поверхности (сочетание "горячей" пульки и высокой чистоты рабочей поверхности чистовой формы, шероховатость которой 0,04-0,16). Кроме того, такая пулька дает возможность получить криволинейную внутреннюю поверхность дна. Увеличение времени чистового формования при сокращении времени между подачей сжатого воздуха для окончательного выдувания и закрытием чистовой формы позволяет получить требуемое распределение стекла при быстром фиксировании заданных внутренних и наружных размеров флакона. Этому же способствует увеличение времени охлаждения флакона на столике охлаждения.
Стеклянные флаконы имеют товарный вид, отвечают предъявляемым к ним требованиям как функциональным, так и эстетическим.
Внедрение в народное хозяйство стеклянных флаконов и способа их выработки позволит снабдить парфюмерную промышленность серией художественных флаконов, серией вместимости и конфигурации для духов, лаков, одеколона, туалетной воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛЯННЫЙ ФЛАКОН | 1992 |
|
RU2036857C1 |
| СТЕКЛЯННАЯ БУТЫЛКА | 1992 |
|
RU2036858C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| Способ изготовления стеклотары для высших сортов парфюмерии | 1980 |
|
SU948901A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |
Использование: в стекольной и парфюмерной промышленности. Сущность изобретения: способ изготовления стеклянного флакона включает переодическую подачу капли стекломассы с производительностью 82 146 шт/мин, температурой 1170 1262 °С, массой 19 316 г, диаметром 18 42 мм и длиной 40 110 мм в охлаждаемую вентиляторным воздухом черновую стеклоформу. Расход вентиляторного воздуха составляет 300-450 м3/ч В черновой форме осуществляют прессование горла, выдувание пульки и выдержку 2,3 4,0 с, из них на прессование 0,4 0,9 с, выдувание 0,5 1,5 с, выдержку 1,2 2,0 с. Воздух на прессование подают через 0,4 0,8 с, а на выдувание через 0,7 1,5 с после падения капли стекломассы. Воздух на охлаждение чистовой формы расходуют в пределах 400-550 м3/ч окончательное выдувание и выдержку в чистовой форме ведут 3,1 5,0 с, из них выдувание 1,2 3,5 с, выдержку 1,9 2,1 с. При этом воздух на выдувание подают через 0,4 1,1 с после закрытия формы, а охлаждение на столике осуществляют в течение 1,8 4,0 с. Стеклянный флакон, полученный указанным способом, содержит корпус с наружными и внутренними стенками, дно с криволинейной внутренней поверхностью и наружной поверхностью с выступающей по периметру рамкой и узкое винтовое горло. 2 с. и 5 з. п. ф-лы, 3 ил. 1 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ защиты асинхронного электродвигателя от перегрузок,обрыва фазы и незапуска | 1986 |
|
SU1374328A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
