1
Изобретение относится к стекольной промышленности и может быть использовано при производстве дорогой художественной стеклотары для высших сортов парфюмерии.
Известен способ изготовления стеклотары путем формования пульки в черновой форме, подогрева свободно висящей пульки, формования изделий из пульки в чистовой форме сжатым воздухом, отжига и механической доработкиС }.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является прлумеханизированный способ выработки дорогостоящей стеклотары для высших сортов парфюмерии с последующей дополнительной механической обработкой ее наружной поверхности, который включает следукяцие операции: подач порции нагретой стекломассы с принятой по технологии массой и температурой в черновую форму,выдувание в ней пульки изделия сжатым воздухом с избыточным давлением 0,147 МП а, передачу пульки в чистовато форму, вьщувание полуфабриката изделия в чистовой форме сжатым воздухом с избыточным давлением 0,147 МПа до требуемых наружных размеров (с учетом припуска на последующую механ гческую обработку), Подачу полуфабриката издел ш для термообработки в печь отжига, передачу полуфабриката изделия в цех механической
10 обработки (гранка, дистировка, шлифовка и полировка заданных граней изде-. лий) ff мойку готового изделия t.2 .
Эти технологические процессы из5 гсхтовления стеклотары обладают существенными недостатками. Поверхность стеклянных изделий, вырабатываемьрс при давлении воздуха для выдувания около 0,147 МПа в обычных металлических
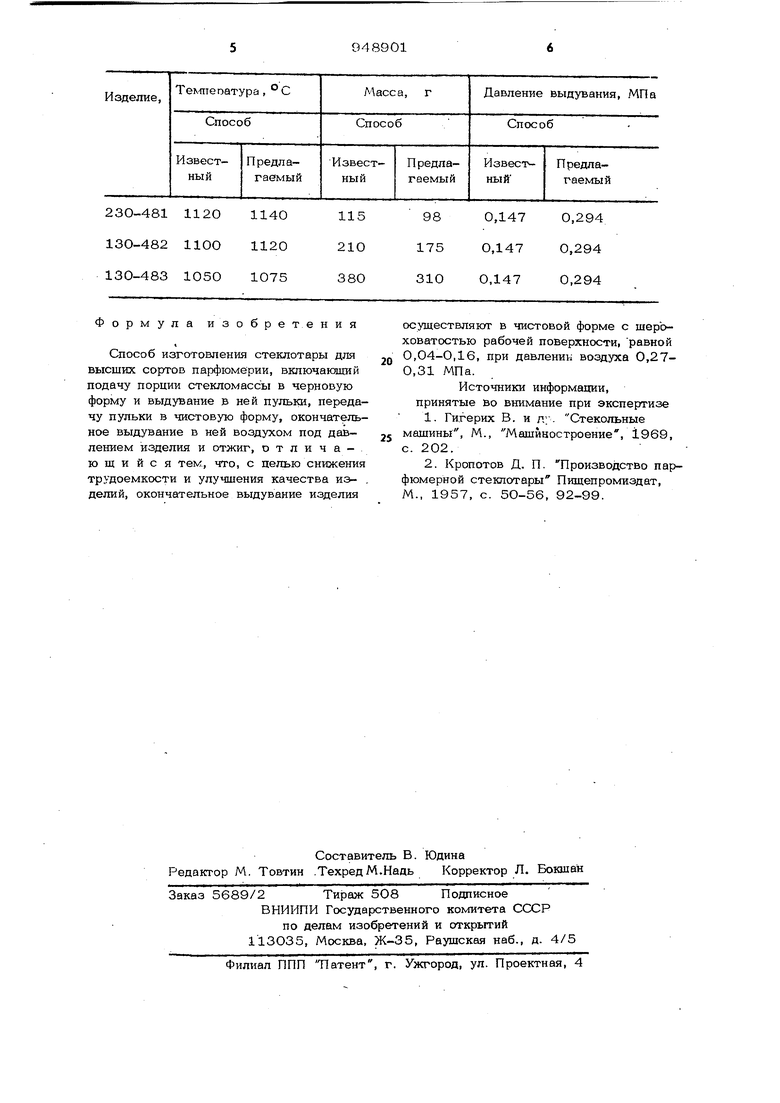
20 формах, рабочая поверхность которых не подвергнута специальной обработке, всегда имеет порою: - складки, морщины, неровности плоскостей в виде В 1пуклос39тей или вогнутсютей, нечеткость линий пересечения граней и т.д., вследствие чего наружные поверхности стеклянных изделий теряют строгость формы и блеск которые может дать такой материал, как стекло. Наличие пороков вызывает необходимость дополнительное обработки граней путем юс шлифовки и полировки, которые являются чрезвычайно трудоемкими и непроизводительными операциями. Кроме того, образующаяся при этгос операциях тончайшая пыль оказывает вредное воздействие на организм человека. Полуфабрикаты изделий, подвергающиеся шлифовке, изготавливаются более толстостенными с учетом припуска на о&гочку и сохранение необходимого запаса прочности, так как тонкостенное изделие может не выдержать усилий при шлифовке и полировке. Это приводит к утяжелению флаконов и неэффективным затратам дорогостоящего специального стекла, а также выработке стеклотары в тепловом режиме, далеком от оптималь ного. Цель изобретения - снижение трудоем кости и улучшение качества изделий. Поставленная цель достигается тем, что согласно способу изготовления стеклотары для Высших сортов парфюмерии, включающем подачу порции стекломассы в черновую форму и выдувание в ней пул ки, передачи пульки в чистовую форму, окончательное выдувание в ней воздухом ПОД давлением и отжиг, окончательное выдувание осуществляют в чистовой форме с шероховатостью рабочей поверхности, равной 0,04-0,16 при давлении воздуха 0,27-0,31 МПа. Технологический процесс изготовления стеклотары для высших соптов парфюмерии включает следующие операции: подача в черновую форму порции стекломассы равной массе готового изделия, вьщуваемые пульки изделия в черновой форме сжатым с избыточным давлением 0,147 МПа, передача пульки в чис товую форму, окончательное выдувание в чистовой форме с избыточным давлением 0,27-0,31 МПа до окончательных на1ружных размеров стеклоизделия и его обработка в печи отжига. Проведенные исследования показали, что при давлении сжатого воздуха при выдувании изделия в чистовой форме 0,147-0,27 МПа качество его наружной поверхности не удовлетворяет требованиям, предъявляемым к шлифованнополированным плоскостям. При давлении cBbmie 0,31 МПа происходит растрескивание горла изделия. Поэтому оптимальным давлением воздуха для выдувания является 0,27-0,31 МПа. Поскольку в данном способе стеклоизделия с заданными наружными размерами получают в процессе формования, то нет необходимости увеличивать толщину их стенки для припуска на механическую обработку и для создания необходимой прочности, чтобы изделия выдержали усилия, возникающие при этой обработке. Таким образом, появляется возможность уменьшить массу порции стекломассы для получения качественных изделий. В проведенных опытах массу порции сни- , жают на 10-20%. В свою очередь, уменьшение массы порции позволяет повысить температуру стекломассы на 10-15°С, поскольку теплосодержание стеклоизделия уменьшается и при вторичном разрыве изделие не оседает. Повьштение температуры стекломассы ведет к следующи.1 выгодам: формование менее вязкой стекломассы позволяет получить Сюпее гладкую и блестящую внутреннюю и наружную поверхности изделия. В таблицу сведены технологические параметры по новой и старой технологиям. Для реализации указанного способа рабочие поверхности чистовой формы обработаны до параметра шероховатости ,04-0,16. Полученные флаконы имеют зеркальную гладкую лишенную дефектов наружную поверхность, стоого геометрическую форму, острые лини;, без оптических искажений при отражении, т.е. качество и внешний вид изделий отвечают yctaHOBленным требованиям для этого вида продукции.
Формула изобретения
Способ изготовления стеклотары для высших сортов парфюмерии, включающий подачу порции стекломассы в черновую форму и выдувание в ней пулыш, передачу пульки в чистовую форму, окончательное выдувание в ней воздухом под давлением изделия и отжиг, отличающийся тем, что, с целью снижения трудоемкости и улучшения качества из- . делий, окончательное выдувание изделия
осуществляют в чистовой форме с шероховатостью рабочей поверхности, равной 0,04-0,16, при давлении воздуха 0,270,31 МПа.
Источники информации, принятые во внимание при экспертизе
1.Гигерих В. и Л : . Стекольные
мащины, М., Машиностроение, 1969, с. 202.
2.Кропотов Д. П. Производство парфюмерной стеклотары Пищепромиздат, М., 1957, с. 5О-56, 92-99.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛЯННЫЙ ФЛАКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2047574C1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| СТЕКЛЯННЫЙ ФЛАКОН | 1992 |
|
RU2036857C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Вакуумно-выдувная машина для стеклянной тары | 1954 |
|
SU107591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
