Изобретение относится к обработке металлов давлением и может быть использовано для ротационного обжатия утолщения во внутрь трубчатых участков корпусов.
Известен способ получения изделий с утолщением на внутренней поверхности, при котором исходную цилиндрическую заготовку устанавливают на оправку, имеющую цилиндрические участки большого и малого диаметров, и осуществляют ротационное обжатие заготовки деформирующими роликами.
Недостатком этого способа являются высокие трудовые, материальные и энергетические затраты, так как при его осуществлении используется сложное высокоэнергетическое многооперационное оборудование.
Техническим результатом изобретения является снижение трудовых, материальных и энергетических затрат.
Это достигается тем, что в способе получения изделий с утолщением на внутренней поверхности, при котором исходную цилиндрическую заготовку устанавливают на оправку, имеющую цилиндрические участки большого и малого диаметров, и осуществляют ротационное обжатие заготовки деформирующими роликами, на участке прилегания заготовки к оправке с малым диаметром деформирующему ролику сообщают только осевое перемещение, а заборный угол ролика выбирают таким образом, чтобы радиальная составляющая усилия обжатия была больше осевой, при этом соотношение этих составляющих должно быть не менее 1,2-1, что соответствует заборному углу ролика 40о, при этом достигается укладка деформируемого металла на оправку и отсутствие дефекта наружной поверхности типа "плен". При выполнении обжатия описанным способом участок изделия, прилежащий к обжимаемому, подвергается ротационной вытяжке и после выполнения операции его диаметр равен диаметру обжатого участка.
При этом достигаются следующие преимущества:
во-первых, снижаются трудовые, материальные и энергетические затраты на изготовление изделия, так как обжатие с использованием только осевой подачи до начала участка, подвергаемого обжатию, позволяет подвергнуть ротационной обработке всю наружную цилиндрическую поверхность, не оставляя недеформируемых выступающих участков, т.е. наружный диаметр обжатого участка и прилегающего к нему равны, что позволяет избежать операции резания;
во-вторых, перемещение деформирующего инструмента (роликов) только по одной осевой координате в процессе обработки позволяет использовать более простое оборудование в случае, когда заготовка подвергается и операции вытяжки и операции обжатия;
в-третьих, применение новой геометрической формы деформирующего ролика на операции обжатия позволяет использовать один и тот же инструмент как для операции вытяжки, так и для операции обжима изделия, что сокращает номенклатуру используемого инструмента, а следовательно, трудовые и материальные затраты;
в-четвертых, повышение точности способа за счет обеспечения возможности стабильного расположения начала обжатого участка относительно конструкторских баз в осевом направлении за счет постоянного расположения на оправке опорной поверхности и поверхности начала диаметра, на котором производят обжатие.
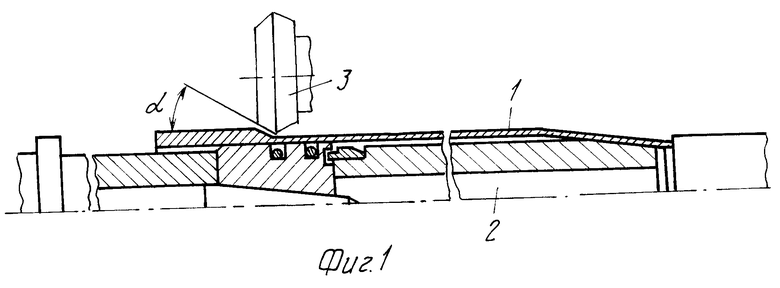
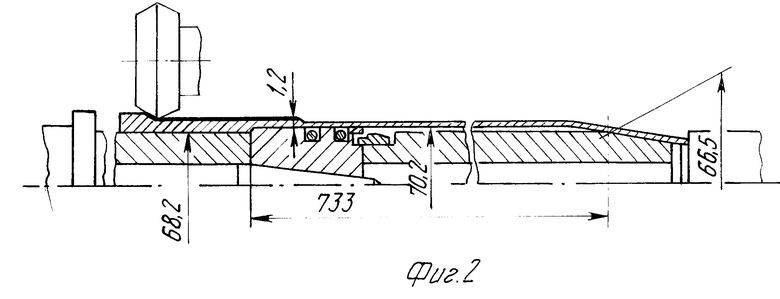
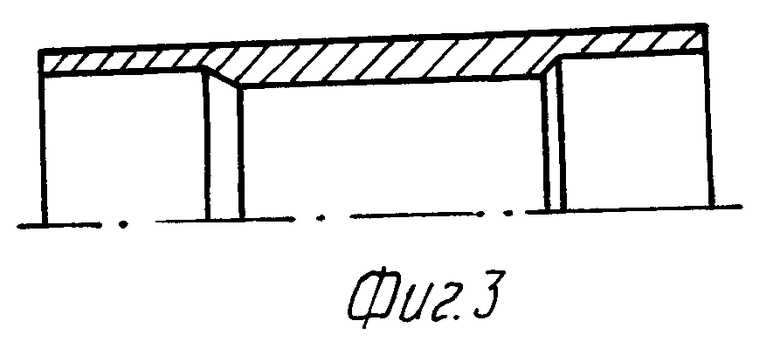
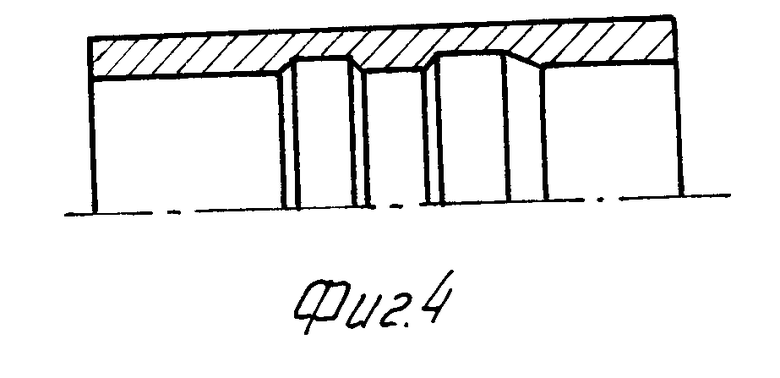
На фиг.1 изображена заготовка, закрепленная на оправке, и деформирующий ролик в начале операции обжатия; на фиг.2 то же, в конце операции обжатия; на фиг.3 и 4 разновидности изделий, получаемых предложенным способом.
Способ ротационного обжатия утолщения во внутрь трубы реализуется следующим образом.
Заготовку 1 для камеры, полученную после ротационной вытяжки и необходимой механической обработки, устанавливают на оправку 2, закрепляют ее и производят обжатие деформирующим роликом 3 прямым способом. Деформирующему ролику сообщают только осевое перемещение и до начала участка обжатия. Врезание осуществляют таким образом, чтобы между вершиной ролика и поверхностью изделия, полученной на предыдущей операции ротационной вытяжки, был бы гарантированный зазор не менее 0,05 мм для исключения контакта ролика с ранее обработанной поверхностью.
Для выполнения операции ротационного обжатия используют ролик 3 с предыдущей операции ротационной вытяжки, у которого заборный угол α=34о, что обеспечивает соотношение радиальной и осевой составляющих усилия обжатия не менее 1,48:1. Ролик, перемещаясь в осевом направлении, воздействует радиальной и осевой составляющими усилия обжатия на металл, который укладывается в свободной зоне оправки, образуя внутреннее утолщение на изделии.
В результате изготовления изделия предложенным способом сокращаются трудовые, материальные и энергетические затраты за счет использования более простого оборудования, исключения операции резания и сокращения номенклатуры используемого инструмента, а также повышается точность способа за счет обеспечения возможности стабильного расположения начала обжатого участка относительно конструкторских баз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОЙ ТРУБЫ АМОРТИЗАТОРА | 1992 |
|
RU2021074C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРЕЗНОГО СТУПЕНЧАТОГО СТВОЛА | 1993 |
|
RU2069594C1 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ЦИЛИНДРОКОНИЧЕСКИХ ИЗДЕЛИЙ С РАСТРУБОМ НА ОДНОМ ТОРЦЕ | 2008 |
|
RU2391175C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ОБЖАТИЯ ТОНКОСТЕННЫХ КАМЕР РАКЕТНЫХ ДВИГАТЕЛЕЙ | 1987 |
|
RU2048228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
Использование: обработка металлов давлением, в частности ротационное обжатие. Сущность изобретения: цилиндрическую заготовку устанавливают на оправку, имеющую цилиндрические участки большого и малого диаметров, и осуществляют ротационное обжатие заготовки деформирующими роликами, при этом на участке прилегания заготовки к оправке с малым диаметром деформирующему ролику сообщают только осевое перемещение, а заборный угол ролика выбирают таким образом, чтобы радиальная составляющая усилия обжатия была больше осевой не менее чем на 20% 1 з. п. ф-лы, 4 ил.
| Устройство для ротационного обжатия трубчатых заготовок | 1978 |
|
SU710728A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

