Изобретение относится к области обработки металлов давлением, а именно к изготовлению высокопрочных тонкостенных оболочек с утолщениями из малоуглеродистых, легированных сталей и из алюминиевых сплавов, работающих под внутренним давлением, например газовых баллонов, лейнеров, огнетушителей, ресиверов и т.п. сосудов.
Актуальной проблемой при производстве высокопрочных тонкостенных оболочек с наружными и внутренними утолщениями методом ротационной вытяжки является обеспечение высокой устойчивости процесса формообразования, качества обрабатываемой поверхности и точности геометрических размеров при высокой производительности.
Известно множество способов ротационной вытяжки тонкостенных оболочек.
Известен способ изготовления полых осесимметричных деталей, а.с. №745584, B21H 8/00, B21D 22/14, заключающийся в ротационной вытяжке на вращающейся оправке полой заготовки роликами, имеющими конические рабочие поверхности и вершины с образованием нескольких участков зоны деформации, наклоненных к оси обрабатываемой детали. Перед деформированием заготовки участки зоны деформации располагают под разными углами наклона к оси обрабатываемой детали. Ротационную вытяжку осуществляют двумя или тремя деформирующими роликами.
Недостатками данного способа являются отсутствие технических решений по повышению точности и качества обработки выбором оптимальных режимов ротационной вытяжки и степеней деформации как по переходам, так и между роликами, оптимальных смещений между роликами и связи с режимами обработки, оптимальных профилей роликов, а также отсутствие технических решений по получению наружных и внутренних утолщений.
Известен «Способ ротационной вытяжки полых осесимметричных деталей», патент №2106217, B21H 8/00, B21D 22/14, при котором исходную заготовку деформируют на вращающейся оправке несколькими коническими роликами в непрерывном очаге деформации с разделением его на несколько зон, последовательно расположенных вдоль оси оправки и наклоненных к ней под различными углами с возрастанием угла наклона от начала к концу очага деформации; деформирование осуществляют при равных радиальных нагрузках на каждый ролик путем смещения роликов, взаимодействующих с другими зонами, в радиальном направлении на величину, рассчитываемую в зависимости от величины суммарной деформации на обрабатываемом участке и геометрических параметров каждого ролика, при этом вершины конусов роликов располагают в одной плоскости, перпендикулярной оси вращения оправки.
Этот способ при ротационной вытяжке тонкостенных оболочек имеет следующие недостатки.
Невозможно проверить равенство радиальных усилий в процессе ротационной вытяжки, так как для замера радиальных усилий необходимы приборы, регистрирующие значения радиальных усилий в процессе обработки.
Расчетным методом определить значения усилий можно приближенно, так как невозможно учесть множество факторов, влияющих на силовой характер процесса ротационной вытяжки, таких как работа сил трения, влияние смазочно-охлаждающей жидкости, жесткость системы станок-приспособление-инструмент-деталь (СПИД), режимов обработки и их связь с установкой роликов и геометрией профиля рабочей поверхности роликов, условия съема заготовок.
Экспериментальным путем проводится определение оптимальных значений вышеприведенных параметров с точки зрения равенства площадей контакта роликов в очагах деформации и равенства радиальных усилий требует значительных затрат времени.
Кроме того, заявители считают, что основным фактором, определяющим правильность построения процесса ротационной вытяжки, являются точность изготовления и качество обрабатываемой поверхности при высокой производительности. Отсутствуют решения по повышению устойчивости процесса ротационной вытяжки, такие как разделение деформации по переходам и между роликами, геометрии профиля роликов и их связь со смещением между собой в различных направлениях, соотношения степеней деформации по переходам и между роликами на каждом переходе.
В данном способе также отсутствуют решения по получению наружных и внутренних утолщений.
Наиболее близким по технической сути и достигаемым техническим результатам является «Способ изготовления тонкостенных оболочек» патент №2426617 C1, B21D 51/10, включающий резку труб на заготовки, калибровку, термическую, механическую, химическую обработки и ротационную вытяжку с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего, ротационную правку и ротационный обжим осуществляют роликами с различной конфигурацией профиля.
Недостатком данного способа является отсутствие технических решений по повышению точности и качества обработанной поверхности при различных видах ротационной обработки: ротационной вытяжке, ротационной правке и ротационном обжиме.
При каждом виде ротационной обработки для повышения точности и чистоты обработки необходим выбор оптимальной конфигурации профиля деформирующих роликов и их расположения в зонах деформирования и оптимального разделения степени деформации по расположению деформирующих роликов и переходам ротационной обработки.
Задачей известного способа получения тонкостенных оболочек, принятого за прототип, являлось обеспечение высоких прочностных свойств оболочек, минимальных весовых характеристик и точности изготовления.
Общими признаками с предлагаемым заявителем способом являются: резка труб на заготовки, калибровка, термическая, механическая и химическая обработки, ротационная вытяжка с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, при этом ротационную вытяжку, ротационную правку и ротационный обжим выполняют роликами с различной конфигурацией профиля.
В отличие от прототипа предлагаемый заявителями способ ротационной вытяжки тонкостенной оболочки с утолщениями, при котором осуществляют резку труб на заготовки, калибровку, термическую, механическую и химическую обработки и ротационную вытяку с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего утолщения, при этом ротационную вытяжку, ротационную правку и ротационный обжим выполняют роликами с различной конфигурацией профиля, отличается тем, что ротационную вытяжку выполняют с разделением деформации между переходами и между роликами, смещенными между собой в радиальном и осевом направлении и имеющими треугольный профиль со скругленной по радиусу и(или) плоской вершиной, наклоненной к оси заготовки, а ротационную правку и ротационный обжим выполняют роликами, установленными в одной плоскости поперечного сечения, имеющими плоскую вершину, параллельную оси заготовки, после чего выполняют окончательную термическую обработку для уменьшения внутренних напряжений.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- при разделении деформации между переходами ротационной вытяжки степень деформации задают возрастающей от предыдущего к последующему переходу в 1,1÷1,5 раза, а на каждом переходе уменьшающейся от предыдущего ролика к последующему в 1,2÷3 раза;
- ротационную вытяжку на первом переходе выполняют с коническими переходными участками от тонкостенного участка к утолщениям, на последующих - с цилиндрическими и коническими, при этом угол наклона конических участков задают равным (5÷15)°, длину цилиндрических переходных участков - не менее одной толщины стенки заготовки, а диаметры, равными диаметру тонкостенной части на предыдущем переходе;
- ролики при ротационной вытяжке устанавливают со смещением между собой в осевом направлении не более величины подачи на один оборот заготовки, при этом первый в направлении осевой подачи ролик выполнен с передним углом (10÷20)°, с задним углом (15÷25)°, а последующие с передним углом (25÷35)° и задним углом (10÷15)°;
- ротационную вытяжку выполняют первым роликом с радиусом при вершине профиля, равным 0,4÷1 толщины стенки заготовки, а последующими роликами - с плоской вершиной длиной, равной 0,3÷0,5 толщины стенки заготовки, наклоненной к оси заготовки под углом (1÷5)°, с радиусом перехода в переднюю и заднюю поверхности профиля, равным 0,6÷0,8 толщины стенки заготовки;
- ротационную вытяжку выполняют роликами, последующими за первым, с радиусом при вершине не менее радиуса при вершине первого ролика;
- ротационную вытяжку выполняют роликами, последующими за первым, установленными в одной плоскости поперечного сечения, с одинаковым зазором с оправкой и выполненными с одинаковым профилем;
- все ролики вершинами профиля устанавливают в одной плоскости поперечного сечения и выполнены с равными задними углами;
- ротационную правку выполняют роликами одинакового профиля с плоской вершиной профиля длиной, равной 4÷6 толщинам стенки тонкостенной части заготовки, а ротационный обжим выполняют роликами одинакового профиля с плоской вершиной длиной, равной 0,2÷0,6 толщины стенки обжимаемой части заготовки, при этом диаметр обжимаемой части задают равным диаметру цилиндрического переходного участка;
- ротационную правку выполняют роликами с передним углом профиля (25÷35)°, а ротационный обжим - с передним углом (12÷20)°, при этом задние углы профилей при правке и обжиме задают в пределах (15÷25)°;
- при ротационной правке радиусы перехода плоской вершины профиля в переднюю и заднюю поверхности равны 1,1÷1,5 толщины стенки тонкостенной части заготовки, а при ротационном обжиме - 0,5÷1 толщины стенки обжимаемой части заготовки;
- термическую обработку перед ротационной вытяжкой выполняют в виде термоупрочнения заготовки закалкой и отпуском, а окончательную термическую обработку после ротационного обжима выполняют в виде отжига, уменьшающего напряжения;
- перед ротационной вытяжкой выполняют рекристаллизационный отжиг, а окончательную термическую обработку выполняют в виде отжига, уменьшающего напряжения.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во случаях достаточны.
Задачей предлагаемого изобретения является обеспечение возможности ротационной вытяжки тонкостенных оболочек большой длины с наружными и внутренними утолщениями при высокой устойчивости процесса формоизменения, с высоким качеством обрабатываемой поверхности, точностью геометрических размеров, высокой производительностью, высоким коэффициентом использования металла и высокой механической прочностью при малом весе.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем резку труб на заготовки, калибровку, термическую, механическую и химическую обработки и ротационную вытяжку с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего, при этом ротационную вытяжку, ротационную правку и ротационный обжим выполняют роликами с различной конфигурацией профиля, особенность заключается в том, что ротационную вытяжку выполняют с разделением деформации между переходами и между роликами, смещенными между собой в радиальном и осевом направлении, имеющими треугольный профиль со скругленной по радиусу и(или) плоской вершиной, наклоненной к оси заготовки, а ротационную правку и ротационный обжим выполняют роликами, установленными в одной плоскости поперечного сечения, имеющими плоскую вершину, параллельную оси заготовки, после чего выполняют окончательную термическую обработку для уменьшения внутренних напряжений.
Новая совокупность операций, а также наличие связей между ними позволяет, в частности за счет
- ротационной вытяжки с разделением деформации между переходами повысить устойчивость процесса формоизменения, так как при разделении деформации снижаются усилия деформирования, в результате повышаются точность и чистота обрабатываемой поверхности, снижается вероятность появления гофр и утяжек, что особенно важно при ротационной вытяжке тонкостенных оболочек;
- ротационной вытяжки с разделением деформации между роликами, смещенными между собой в радиальном и осевом направлении, повысить устойчивость процесса формоизменения, точность и качество обрабатываемой поверхности, так как смещение роликов обеспечивает плавное вхождение роликов в заготовку, плавное нарастание деформации вдоль линий тока металла, что совместно с разделением деформации между переходами предупреждает развитие гофр и утяжек и этим ликвидирует возможность образования трещин, закатов;
- ротационной вытяжки роликами с треугольным профилем со скругленной по радиусу и (или) плоской вершиной, наклоненной к оси заготовки, обеспечить этим различием профилей и различным их сочетанием различные условия течения металла в каждом очаге деформирования каждого ролика, что также создает разделение деформации между роликами, как и при их смещении, результатом является повышение устойчивости процесса деформирования, повышение точности и качества обрабатываемой поверхности; например сочетание треугольного с радиусной вершиной профиля и профиля с плоской вершиной, из проведенных экспериментальных работ, позволило повысить точность и чистоту обработанной поверхности до Ra3,2 вместо Ra6,3;
- ротационной правки и ротационного обжима заготовки роликами, установленными в одной плоскости поперечного сечения с плоской вершиной, параллельной оси заготовки, обеспечить устойчивость процесса обработки, точность и качество обработки, так как применение роликов с плоской вершиной, параллельной оси заготовки, создает радиальное перемещение металла в направлении от наружной поверхности заготовки к оправке;
- выполнения окончательной термообработки, уменьшающей внутренние напряжения, уменьшить уровень внутренних остаточных напряжений в заготовке и уменьшить вероятность появления поверхностных и внутренних трещин /книга И.А. Бергера «Остаточные напряжения». - М.: Машгиз, 1963 г., стр. 36, 37/;
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют, в частности за счет:
- разделения деформации между переходами ротационной вытяжки тонкостенной части, при котором степень деформации задают возрастающей от предыдущего к последующему переходу в 1,1÷1,5 раза, обеспечить высокую точность обработанной заготовки, так как последующие переходы являются окончательно формирующими геометрические размеры и для этого требуется более высокая степень деформации с большими усилиями, при высоких степенях деформации заготовку с большими усилиями прижимают к оправке, снижается упругое пружинение и снижается эффект раскатки, заключающийся в увеличении диаметра заготовки, значения в 1,1÷1,5 раза определены опытным путем, оптимальны с точки зрения устойчивости процесса формоизменения, при менее 1,1 значений степени деформации увеличение диаметра выходит за допустимые пределы, а при более 1,5 ухудшается съем заготовки с оправки из-за плотного прижатия к оправке;
- разделения деформации между роликами на каждом переходе, при котором степень деформации задают уменьшающейся от предыдущего ролика к последующему в 1,2÷3 раза, повысить качество обрабатываемой поверхности, так как чистота обрабатываемой поверхности повышается при меньших степенях деформации последующими роликами, по результатам опытных работ эти значения оптимальны, при менее чем в 1,2 раза чистота поверхности не повышается, а при более чем в 3 раза перед первым роликом возникает наплыв металла из-за увеличения нагрузки на первый ролик;
- ротационной вытяжки на первом переходе с коническими переходными участками от тонкостенного участка к утолщениям, а на последующих, с цилиндрическими и коническими, повысить устойчивость процесса формоизменения, так как при отсутствии переходных участков, конических,
- на первом переходе, конических и цилиндрических - на последующих переходах возникают гофры и утяжки в зонах стыка тонкостенной части и утолщений, что приводит к их отрыву от тонкостенной части;
- ротационной вытяжки с углом наклона конических участков, равным (5÷15)°, на первом и последующих переходах повысить устойчивость процесса формоизменения, так как плавный переход от деформированной тонкостенной части к утолщениям и от утолщенной к тонкостенной части ликвидирует образование утяжек и отрыва утолщений, угол наклона (5÷15)° оптимален, при угле более 15° возникает вероятность появления утяжек, при угле менее 5° увеличивается длина переходного участка, что снижает коэффициент использования металла;
- ротационной вытяжки на последующих переходах с коническими и цилиндрическими переходными участками от тонкостенной части к утолщениям с длиной цилиндрических переходных участков не менее одной толщины стенки заготовки, на предыдущем переходе повысить устойчивость процесса формоизменения в стыке тонкостенной части с утолщениями, длина цилиндрического участка не менее одной толщины стенки заготовки является оптимальной, так как при меньших значениях длины цилиндрического переходного участка и при его отсутствии появляются гофры и утяжки в зонах стыка тонкостенной части и утолщений, в результате возрастает вероятность отрыва утолщений;
- ротационной вытяжки на последующих переходах с диаметром цилиндрических переходных участков, равным диаметру тонкостенной части на предыдущем переходе, обеспечить устойчивость процесса формообразования, так как при таком диаметре обеспечивается наибольшая прочность зоны стыка, увеличение диаметра цилиндрического переходного участка увеличивает его площадь поперечного сечения и приводит к увеличению осевых усилий, а уменьшение диаметра цилиндрического переходного участка менее диаметра цилиндрической части предыдущего перехода уменьшает его площадь поперечного сечения, следовательно, ослабляет зону стыка, таким образом, отклонение диаметра цилиндрических переходных участков в ту или другую сторону приводит к гофрам и утяжкам металла в зоне стыка;
- установки при ротационной вытяжке роликов со смещением между собой в осевом направлении не более величины подачи на один оборот заготовки повысить качество обработанной поверхности - уменьшить высоту микронеровностей, так как при значениях осевых смещений более величины подачи на один оборот заготовки ролики, последующие за первым, не выглаживают следы выдавливания от первого ролика;
- выполнения при ротационной вытяжке первого в направлении осевой подачи ролика с передним углом профиля, равным (10÷20)°; задним углом (15÷25)°, а последующих - с передним углом (25÷35)° и задним углом (10÷15)°, обеспечить высокую устойчивость процесса формоизменения и, в результате, обеспечить высокую точность и качество обрабатываемой поверхности, так как в сочетании с осевым и радиальным смещениями такое исполнение профилей роликов создает условия плавного входа первого ролика в заготовку, так как первый ролик деформирует заготовку с большей степенью деформации, выполнен с меньшим передним и большим задними углами, чем последующие ролики, он является основным формообразующим роликом, в то время как последующие ролики являются выглаживающими, они с меньшей степенью деформации деформируют - заготовку, выполнены с большими передними углами, с меньшими задними углами, таким образом такое сочетание профилей роликов обеспечивает плавность входа и высокое качество обрабатываемой поверхности, точность геометрических размеров обеспечивается тем, что ликвидируется раскатка - увеличение диаметра за допускаемые пределы, приведенные значения передних и задних углов первого и последующих роликов оптимальны и определены экспериментальным путем, при увеличении и уменьшении приведенных значений углов снижается устойчивость процесса формоизменения, так при уменьшении значений переднего угла первого ролика менее 10°, последующих менее 25° возникают утяжки и трещины, при увеличении более 20° переднего угла первого ролика и более 35° последующих возникают наплывы и гофры, при уменьшении значений заднего угла первого ролика менее 15° и заднего угла последующих роликов менее 10° возникают утяжки и трещины, при увеличении заднего угла первого ролика более 25° и заднего угла последующих роликов более 15° возникают мелкие гофры и рябизна на обрабатываемой поверхности;
- ротационной вытяжки первым роликом с радиусом при вершине профиля, равным 0,4÷1 толщины стенки заготовки, а последующими - с плоской вершиной, длиной равной 0,3÷0,5 толщины стенки заготовки, наклоненной к оси заготовки под углом (1÷5)°, с радиусом перехода в переднюю и заднюю поверхности профиля, равным 0,6÷0,8 толщины стенки заготовки, повысить точность и качество обрабатываемой поверхности, так как при таком сочетании и конфигурации профилей первого и последующих роликов по результатам экспериментальных работ создаются оптимальные условия протекания процесса формообразования, при небольших величинах радиуса при вершине менее 0,4 толщины стенки заготовки первого ролика и менее 0,6 толщины стенки последующих роликов ухудшается качество обрабатываемой поверхности из-за увеличения глубины следов выдавливания, при больших величинах радиусов - более одной толщины стенки заготовки первого и более 0,8 толщины стенки заготовки последующих роликов, возрастают усилия деформации и перед роликами образуются гофры, за роликами - утяжки, применение роликов, последующих за первым с плоской вершиной профиля, наклоненной к оси заготовки, усиливает эффект выглаживания обрабатываемой поверхности, угол наклона (1÷5)° оптимален, при угле менее 1° возрастает вероятность утяжек, более 5° отсутствует эффект выглаживания, то есть глубина следов выдавливания возрастает, длина плоской вершины, равная 0,3÷0,5 толщины стенки заготовки, оптимальна, так при длине менее 0,3 толщины стенки чистота поверхности не улучшается, а при длине более 0,5 толщины стенки возможно появление утяжек металла за роликами, необходимо отметить, что наилучшие условия ротационной вытяжки обеспечиваются сочетанием всех вышеприведенных признаков, то есть разделением деформации между переходами, между роликами, смещением роликов, различными конфигурациями профилей;
- ротационной вытяжки роликами, последующими за первым с радиусом при вершине профиля не менее радиуса при вершине первого ролика, улучшить качество обработки поверхности, так как выполнение роликов, последующих за первым с радиусом при вершине профиля не менее радиуса при вершине профиля первого ролика, позволяет избежать появление неровностей обрабатываемой поверхности из-за следов выдавливания от первого ролика, которые возникают при значениях радиуса при вершине последующих роликов меньших радиуса при вершине первого ролика;
- ротационной вытяжки роликами, последующими за первым в направлении осевой подачи, установленными в одной плоскости поперечного сечения с одинаковым зазором с оправкой и выполненными с одинаковым профилем рабочей поверхности, уменьшить усилия ротационной вытяжки и этим облегчить съем заготовки с оправки, так как при такой установке уменьшается площадь очагов деформации, одинаковый зазор и одинаковый профиль создают равные условия работы последующих роликов с одинаковой степенью деформации, что повышает качество обрабатываемой поверхности и эффективно при ротационной вытяжке заготовок из высокоуглеродистых и легированных термоупрочненных сталей, так как площадь обрабатываемой поверхности в зоне контакта роликов уменьшается;
- установки всех роликов вершинами профилей в одной плоскости поперечного сечения уменьшить усилия ротационной вытяжки в связи с уменьшением площади контакта роликов и, в результате, обеспечить возможность ротационной вытяжки заготовок из высокоуглеродистых и легированных термоупрочненных сталей, первый в направлении осевой подачи ролик выполнен с большим передним углом, чем у последующих роликов, поэтому он раньше начинает деформировать заготовку из-за большей площади очага деформации, то есть обеспечивается эффект осевого смещения первого ролика относительно последующих роликов, имеющих одинаковый профиль и установленных с одинаковым зазором с оправкой, необходимо отметить, что первый ролик установлен с большим зазором с оправкой и деформирует заготовку с большей степенью деформации, чем последующие ролики (степень деформации последующими роликами меньше, чем первым роликом, в 1,2÷3 раза);
- выполнения всех роликов с равными задними углами профилей, чтобы обеспечить высокое качество обрабатываемой поверхности, так как основную функцию выглаживания выполняют последующие за первым ролики, имеющие одинаковый профиль, а влияние задней поверхности первого ролика незначительно;
- ротационной правки роликами одинакового профиля с плоской вершиной профиля длиной, равной 4÷6 толщинам стенки тонкостенной части заготовки, обеспечить прямолинейность образующей, то есть повысить точность геометрической формы, так как процесс ротационной правки заключается в воздействии роликов с плоской вершиной профиля на тонкостенную часть заготовки в процессе их осевого перемещения по прямолинейной траектории, параллельной оси вращающейся заготовки без зазора между вершинами роликов и поверхностью заготовки, и, в результате, реализуется знакопеременный изгиб в зоне контакта вершин роликов с заготовкой и уменьшается кривизна образующей, процесс ротационной правки зависит от длины плоской вершины профиля роликов, по экспериментальным данным оптимальной длиной является длина, равная 4÷6 толщинам стенки обрабатываемой поверхности тонкостенной части заготовки, при меньшей длине, менее 4 толщин заготовки, на поверхности появляются винтовые следы выдавливания, а более 6 толщин стенки - возрастает площадь контакта, упругое последействие возрастает, а пластическая деформация изгиба уменьшается, кривизна образующей не исправляется;
- ротационного обжима роликами одинакового профиля с плоской вершиной профиля, длиной равной 0,2÷0,6 толщины стенки обжимаемой части заготовки с диаметром обжимаемой части, равным диаметру цилиндрического переходного участка, обеспечить устойчивость процесса ротационного обжима, который заключается в уменьшении диаметра наружного утолщения при незначительном утонении стенки с радиальным течением металла в направлении к оправке, при этом наружное утолщение переходит во внутреннее, на устойчивость процесса обжима оказывает большое влияние длина плоской вершины профиля роликов, по экспериментальным данным оптимальной является длина, равная 0,2÷0,6 толщины стенки, при значении длины менее 0,2 толщины происходит значительное утонение стенки, а при значении более 0,6 толщины стенки возрастает площадь контакта роликов с заготовкой, условия радиального течения металла ухудшаются, металл не заполняет полость между заготовкой и оправкой, поэтому наилучшая устойчивость процесса ротационного обжима проявляется при значениях длины плоской вершины, равной 0,2÷0,6 толщины стенки обжимаемой части заготовки, выполнение наружного диаметра обжимаемой части заготовки равным диаметру цилиндрического переходного участка обеспечивает прямолинейность образующей в зоне ротационного обжима, при увеличении или уменьшении диаметра в зоне обжима появляются утолщение или утонение стенки, на наружной поверхности это выражается в виде уступов и углублений;
- ротационной правки роликом с передним углом профиля (25÷35)° обеспечить исправление кривизны образующей тонкостенной цилиндрической части, повысить устойчивость процесса обработки, так как, по результатам опытных работ, на устойчивость процесса правки влияет не только длина плоской вершины профиля роликов, но и передний угол наклона профиля рабочей поверхности роликов, при значении переднего угла профиля менее 25° возникают утонения стенки и утяжки за роликами, а при угле более 35° - гофры и наплывы перед роликами;
- ротационного обжима роликами с передним углом профиля роликов (12÷20)° обеспечить наиболее полное заполнение полости между заготовкой и оправкой, при углах менее 12° возрастает площадь контакта и ухудшаются условия заполнения полости между заготовкой и оправкой, а более 20° возникает утонение стенки в зоне контакта и утяжки металла, поэтому значения передних углов профиля роликов в пределах (12÷20)° являются оптимальными;
- ротационной правки и ротационного обжима роликами с задними углами (15÷25)° обеспечить высокое качество обрабатываемых поверхностей, так как задние углы роликов влияют на чистоту обработки, при малых углах менее 15° происходит утонение стенки, а при более 25° возникают наплывы и гофры;
- ротационной правки роликами с радиусами перехода плоской вершины профиля роликов в переднюю и заднюю поверхности, равными 1,1÷1,5 толщины стенки тонкостенной части заготовки, обеспечить высокую чистоту поверхности обработки, при малых радиусах менее 1,1 толщины стенки возникают поперечно-винтовые следы выдавливания, а при радиусах более 1,5 толщины стенки возникает утонение стенки;
- ротационного обжима с радиусами перехода плоской вершины профиля роликов в переднюю и заднюю поверхности, равными 0,5÷1 толщины стенки обжимаемой части заготовки также обеспечить высокое качество обработки, при значениях радиуса менее 0,5 толщины стенки возникают утяжки, а при более 1 толщины не заполняется полость между заготовкой и оправкой;
- термической обработки перед ротационной вытяжкой в виде термоупрочнения заготовок закалкой и отпуском повысить механические свойства - предел прочности при достаточной пластичности, окончательной термической обработки после ротационного обжима в виде отжига, уменьшающего напряжения, уменьшить внутренние остаточные напряжения и этим обеспечить высокую циклическую прочность оболочек;
- выполнения перед ротационной вытяжкой рекристаллизационного отжига снизить усилия и этим повысить стойкость деформирующих роликов, оправки и узлов станка ротационной вытяжки и ротационного обжима, а также обеспечить высокую точность геометрических размеров и качество обработанной поверхности заготовок, и выполнения окончательной термической обработки в виде отжига, уменьшающего напряжения, уменьшить внутренние остаточные напряжения и этим обеспечить высокую циклическую прочность оболочек.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе поведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе ротационной вытяжки тонкостенных оболочек с утолщениями, включающем резку труб на заготовки, калибровку, термическую, механическую, химическую обработки и ротационную вытяжку с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего, при этом ротационную вытяжку, ротационную правку и ротационный обжим осуществляют роликами с различной конфигурацией профиля, в отличие от прототипа, согласно изобретению ротационную вытяжку выполняют с разделением деформации между переходами и между роликами, смещенными между собой в радиальном и осевом направлении, имеющими треугольный профиль со скругленной по радиусу и(или) плоской вершиной, наклоненной к оси заготовки, а ротационную правку и ротационный обжим выполняют роликами, установленными в одной плоскости поперечного сечения, имеющими плоскую вершину, параллельную оси заготовки, после чего выполняют окончательную термическую обработку для уменьшения внутренних напряжений.
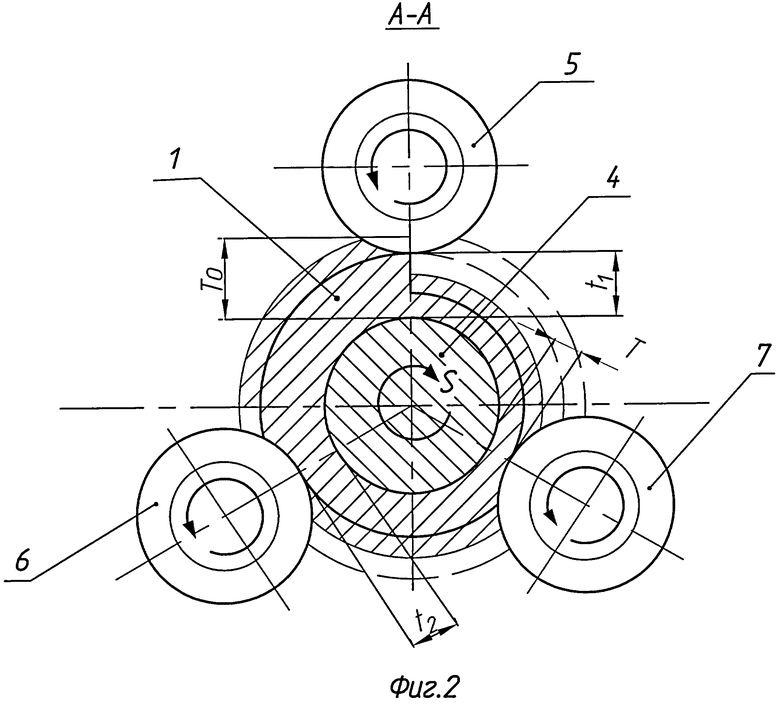
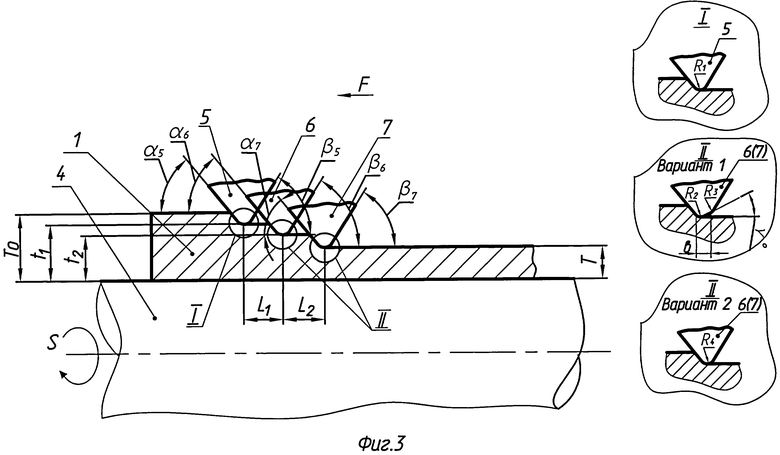
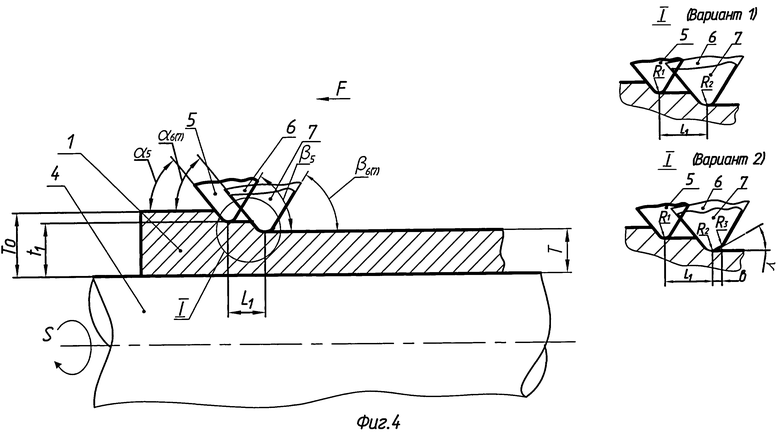
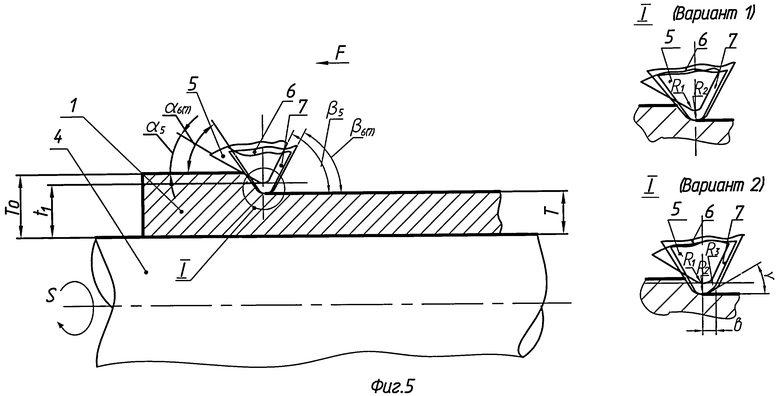
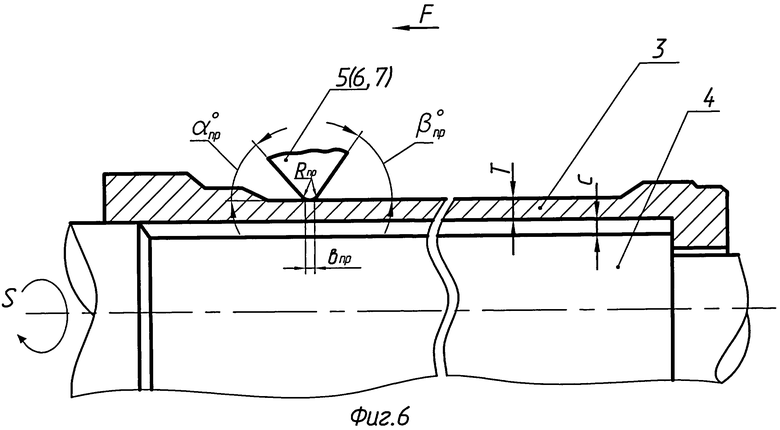
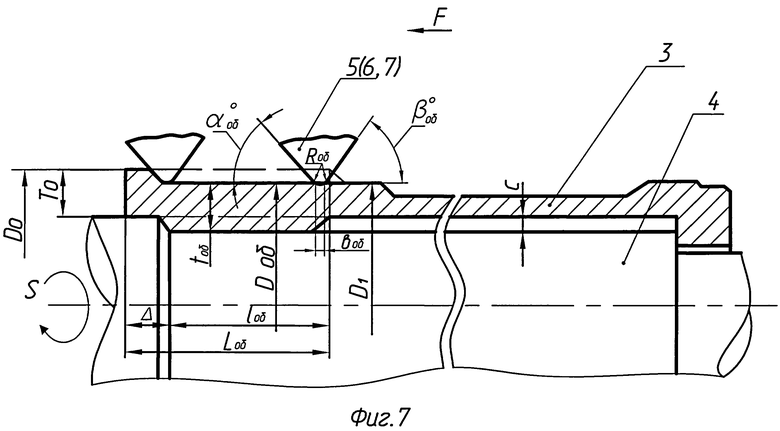
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен процесс ротационной вытяжки за два перехода, на фиг. 2 - поперечное сечение А-А на фиг. 1, на фиг. 3 - процесс ротационной вытяжки роликами 5, 6 и 7, смещенными между собой в осевом и радиальном направлении, на фиг. 4 - процесс ротационной вытяжки последующими роликами 6 и 7, установленными в одной плоскости поперечного сечения, смещенными с роликом 5, в осевом и радиальном направлении; на фиг. 5 - процесс ротационной вытяжки всеми роликами 5, 6 и 7, установленными по вершинам профилей в одной плоскости поперечного сечения, на фиг. 6 - процесс ротационной правки роликами 5, 6 и 7; на фиг. 7 - процесс ротационного обжима наружного утолщения с образованием внутреннего роликами 5, 6 и 7.
На фиг. 1 изображена заготовка 1 диаметром D0 (мм), толщиной T0 (мм), установленная на оправке 4, зафиксированная на оправке прижимом 8, ротационную вытяжку первого перехода выполняют тремя роликами 5, 6 и 7 по траектории АВС, угол входа и выхода роликов в заготовку θ°, толщина тонкостенной части заготовки 2 после первого перехода T1 (мм), диаметр D1 (мм), длина конического переходного участка при входе и выходе роликов lk (мм), после второго перехода ротационной вытяжки роликами 5, 6 и 7 по траектории DEFGHJ заготовка 3 имеет размеры: длина конических переходных участков на входе и выходе - lk (мм), длина цилиндрических участков - lц (мм), длина утолщения под обжим - Lоб (мм), толщина стенки тонкостенной части - Т (мм), толщина стенки переходных цилиндрических участков при входе и выходе - T1 (мм), углы входа и выхода роликов - θ°, F (мм/мин) - осевая подача роликов, S (мин-1) - скорость вращения заготовки.
На фиг. 2 изображено сечение А-А с (фиг. 1) заготовки 1 при ротационной вытяжке на оправке 4 роликами 5, 6 и 7, заготовка 1 с исходной толщиной стенки Т0 (мм), ролик 5 деформирует заготовку до толщины стенки t1 (мм), ролик 6 - до толщины t2 (мм), ролик 7 - до толщины Т (мм), являющейся окончательной толщиной стенки перехода ротационной вытяжки.
На фиг. 3 изображена заготовка 1 в процессе ротационной вытяжки роликами 5, 6 и 7, смещенными в осевом направлении на величины l1 и l2 (мм) и в радиальном направлении с обеспечением величины зазоров t1, t2 и Т (мм) между вершинами роликов и оправкой 4; исходная толщина заготовки Т0 (мм), передние углы роликов обозначены, соответственно, 





На фиг. 4 изображена заготовка 1 толщиной Т0 (мм) при ротационной вытяжке роликами 6 и 7, последующими за роликом 5, совмещенными в одной плоскости поперечного сечения, с одинаковым профилем, установленными с одинаковым зазором Т (мм) между вершинами роликов и оправкой 4, ролик 5 и ролики 6 и 7 смещены в осевом направлении на величину l1 (мм), в радиальном направлении с обеспечением зазоров t1 и Т (мм), обозначен передний угол 







На фиг. 5 изображена заготовка 1 в процессе ротационной вытяжки всеми роликами 5, 6 и 7, установленными вершинами профилей в одной плоскости поперечного сечения, первый в направлении осевой подачи ролик 5 выполнен с передним углом

На фиг. 6 изображен процесс ротационной правки заготовки 3 на оправке 4 тремя роликами одного и того же профиля 5, 6 и 7 с передним углом 

На фиг. 7 изображен процесс ротационного обжима наружного утолщения заготовки 3 толщиной Т0 (мм) во внутреннее на оправке 4 роликами 5, 6 и 7 одинакового профиля с плоской вершиной, параллельной оси заготовки, длиной bоб (мм), с передним углом 

Вышеописанный способ ротационной вытяжки осуществляется следующим образом.
Трубную заготовку 1 диаметром D0 (мм) и толщиной стенки Т0 (мм) после резки труб на заготовки, калибровки, термической, механической и химической обработки устанавливают на оправку 4, закрепленную в шпинделе давильно-раскатного станка, затем заготовку фиксируют на оправке прижимом 8 (фиг. 1). Задают вращение шпинделя S (мин-1) с оправкой и заготовкой, раскрутку роликов 5, 6 и 7, осевую подачу роликов F мм/мин и радиальную подачу с обеспечением перемещения роликов по программе ЧПУ станка, при этом первый переход ротационной вытяжки роликами осуществляется по траектории АВС с углом входа и выхода в заготовку 2 и из заготовки θ° - с образованием конических переходных участков на входе и на выходе роликов длиной lk (мм).
Ротационную вытяжку на первом переходе выполняют с толщины исходной заготовки Т0 (мм) до толщины тонкостенной части T1 (мм) со степенью деформации ε1 %.
Затем по программе ЧПУ станка выполняют последующий, второй переход (фиг. 1), при этом ролики перемещают по траектории DEFGHJ с образованием конических переходных участков длиной lk (мм) и цилиндрических длиной lц (мм). Степень деформации тонкостенной части при втором переходе ротационной вытяжки задают ε2 % больше ε1 % в 1,1-1,5 раза. Толщина стенки после второго перехода - Т (мм). Диаметры цилиндрических переходных участков AD и GH равны диаметру тонкостенной части предыдущего первого перехода D1 (мм). Углы входа и выхода роликов в заготовку 3 и из заготовки при втором переходе ротационной вытяжки - θ°.
Ролик 5 смещен относительно ролика 6, ролик 6 относительно ролика 7 в направлении осевой подачи F (мм/мин) (фиг. 3). Ролики также смещены в радиальном направлении от 5 к 6 и 7 ролику и установлены с зазорами t1 (мм) - ролик 5, t2 (мм) - ролик 6 и Т (мм) - ролик 7 (фиг. 2, фиг. 3).
На переходах толщина заготовки Т0 (мм) (фиг. 2, фиг. 3) последовательно уменьшается от ролика 5 к ролику 6 и 7 до толщин t1 (мм), t2 (мм) и Т(мм) со степенями деформации ε5 %, ε6 %, ε7 % при этом ε5 %=(1,2÷3)ε6 %, ε6 %=(1,2÷3)ε7 %.
При ротационной вытяжке на переходах ролики 5, 6 и 7 устанавливают со смещением между собой в осевом направлении на величину l1 (мм) и l2 (мм), при этом l1 и l2 задают не более величины подачи на один оборот заготовки Fоб (мм) (Fоб (мм)=F (мм/мин)/S мин-1), l1 (мм)<Fоб (мм), l2 (мм)<Fоб (мм).
Первый в направлении осевой подачи ролик 5 (фиг. 3) выполнен с передним углом профиля





Ролики 6 и 7 также могут быть выполнены с радиусами R4 при вершинах профилей (фиг. 3, вид II, вариант 2).
В частном случае (фиг. 4) ротационную вытяжку выполняют за два перехода со степенью деформации, возрастающей в 1,1÷1,5 раза от первого ко второму переходу ε2=(1,1÷1,5)ε роликами 6 и 7, последующими за роликом 5, установленными в одной плоскости поперечного сечения с одинаковым зазором Т (мм) с оправкой 4 и выполненными с одинаковым профилем рабочей поверхности,
Ролики также смещены в радиальном направлении и установлены с зазорами t1 (мм) - ролик 5, Т (мм) - ролики 6 и 7. Степень деформации от ролика 5 - ε5 на первом и втором переходах превышает степень деформации от роликов 6 и 7 в 1,2÷3 раза, ε5=(1,2÷3)ε6, ε5=(1,2÷3)ε7, ε6=ε7, так как зазоры Т (мм) роликов 6 и 7 равны.
В частном случае (фиг. 5) ротационную вытяжку осуществляют за два перехода со степенью деформации, возрастающей в 1,1÷1,5 раза от первого ко второму переходу, роликами 5, 6 и 7, установленными вершинами профилей в одной плоскости поперечного сечения (фиг. 5). При этом ролики 6 и 7 выполнены с одинаковым профилем и установлены с одинаковым зазором Т (мм). Передний угол 
Задние углы профилей выполнены равными 
Вершины профилей роликов (фиг. 5, вид I, вариант 1) выполнены с радиусом R1 (мм) - ролика 5, с радиусом R2 (мм) - роликов 6 и 7, при этом радиусы R2 (мм) роликов 6 и 7 должны быть не менее R1 (мм). Профили роликов 6 и 7 выполнены (фиг. 5, вид I, вариант 2) с плоской вершиной, наклоненной к оси заготовки под углом γ°, длиной b (мм) с радиусом R2 (мм) и R3 (мм) перехода плоской вершины в переднюю и заднюю поверхности. Ролики также смещены в радиальном направлении и установлены с зазором t1 (мм) - ролик 5, Т (мм) - ролики 6 и 7. Степень деформации на первом и втором переходах от ролика 5 к роликам 6 и 7 задают уменьшающейся: ε5>(ε6=ε7) в 1,2÷3,0 раза, то есть ε5=(1,2÷3)ε6=(1,2÷3)ε7.
Затем выполняют ротационную правку образующей тонкостенной части заготовки 3 (фиг. 6) на оправке 4 роликами 5, 6 и 7, установленными в одной плоскости поперечного сечения с нулевым зазором с поверхностью заготовки, с плоской вершиной профиля, параллельной оси заготовки.
В частном случае ротационную правку выполняют роликами одинакового профиля с длиной плоской вершины bпр (мм), равной 4÷6 толщинам стенки Т (мм) тонкостенной части заготовки, bпр=(4÷6)Т, с передним углом профиля 

После чего выполняют ротационный обжим наружного утолщения заготовки 3 (фиг. 7) на оправке 4 роликами 5, 6 и 7, установленными в одной плоскости поперечного сечения и выполненными с плоской вершиной профиля, параллельной оси заготовки.
В частном случае ротационный обжим выполняют роликами одинакового профиля 5,6 и 7 с длиной плоской вершины профиля bоб (мм), равной 0,3÷0,6 толщины стенки обжимаемой части Т0 (мм), bоб (мм)=(0,3÷0,6)Т0, с диаметром Dоб (мм), равным диаметру цилиндрического переходного участка D1 (мм), Dоб (мм)=D1 (мм), а также с передним углом профиля 

Задние углы профиля роликов 5, 6 и 7 (фиг. 6, фиг. 7) при правке и обжиме задают равными 
Длину внутреннего утолщения lоб (мм) получают несколько меньше длины наружного утолщения под обжим Lоб (мм), lоб<Lоб, так как при обжиме необходимо иметь опору концевого участка на длине Δ (мм), то есть lоб+Δ=Lоб.
Затем выполняют окончательную термическую обработку, уменьшающую внутренние напряжения.
В частном случае перед ротационной вытяжкой выполняют термоупрочнение заготовки закалкой и отпуском, а после ротационного обжима отжиг, уменьшающий напряжения.
Также, в частном случае, перед ротационной вытяжкой выполняют рекристаллизационный отжиг, а окончательную термическую обработку выполняют в виде отжига, уменьшающего напряжения.
Пример 1
Заготовку из труб ⌀133×13 мм стали 12Х3ГНМФБА после резки труб на мерные заготовки длиной 570 мм, калибровки (⌀вн=114 мм), термической обработки в виде закалки и отпуска с обеспечением предела прочности σв=980÷1176 МПа (100÷120 кг/мм2), механической (токарной) обработки с получением ⌀вн=116,5 мм, толщины стенки Т0=7 мм, длины 565 мм, химической обработки (фосфатирования) подвергают ротационной вытяжке на давильно-раскатном станке за два перехода с образованием тонкостенной части, наружных утолщений, переходных конических и переходных цилиндрических участков (фиг. 1).
На первом переходе ротационной вытяжки ролики 5, 6 и 7 перемещают по траектории АВС (фиг. 1) и получают заготовку 2 с тонкостенной цилиндрической частью АВ толщиной T1=3,9 мм и длиной 700 мм, переходный конический участок ВС с углом θ=14° и длиной lk=12÷15 мм, наружное утолщение толщиной Т0=7 мм, длиной 120 мм и диаметром D0=130 мм. Степень деформации тонкостенной части 
На втором переходе ротационной вытяжки (фиг. 1) при перемещении роликов 5, 6 и 7 по траектории DEFGHJ получают заготовку 3 с толщиной стенки тонкостенной части Т=1,7 мм, длиной тонкостенной части 1525 мм, с наружным утолщением под обжим толщиной Т0=7 мм, с коническими переходными участками длиной lк=15÷20 мм, с углом конуса θ=8° и с цилиндрическими переходными участками AD=lц=10÷70 мм, что превышает толщину стенки заготовки Т0=7 мм, lц>Т0, что соответствует формуле изобретения.
Диаметры цилиндрических переходных участков HG и AD на втором переходе равны диаметру тонкостенной части первого перехода ротационной вытяжки D1=124 мм (в соответствии с формулой изобретения).
Степень деформации тонкостенной части на втором переходе 
Углы наклона конических участков θ° на первом и втором переходе равны (8÷14)° (5÷15)° по формуле изобретения.
Режимы ротационной вытяжки на втором переходе те же, что и на первом (Fоб=1,28 - подача на один оборот заготовки).
На первом переходе ротационной вытяжки ролики 5, 6 и 7 (фиг. 3) смещены в осевом направлении на величину l1=1,0 мм между роликом 5 и 6, на величину l2=0,5 мм между роликами 6 и 7 и установлены с зазорами - ролик 5 t1=5 мм, ролик 6 t2=4,2 мм и ролик 7 Т=3,9 мм, при этом степень деформации ролика 5 


ε5 превышает ε6 в 1,8 раза, ε6 превышает ε7 в 2,25 раза, (в 1,2 ч 3 раза по формуле изобретения).
На втором переходе ротационной вытяжки ролики 5, 6 и 7 (фиг. 3) смещены в осевом направлении на величину l1=1,0 мм между роликами 5 и 6, на величину l2=0,5 мм между роликами 6 и 7 и установлены с зазорами t1=2,6, t2=2 и T=1,7,
Т0=3,9 мм - толщина стенки на первом переходе,
при этом 
Осевое смещение роликов на первом и втором переходе l1=1,0 мм и l2=0,5 мм менее Fоб=1,28 мм (1 менее Fоб по формуле изобретения).
На первом и втором переходе первый в направлении освой подачи ролик 5, выполнен с передним углом профиля α5=15°, с задним углом β5=15°, ролик 6, последующий за роликом 5 выполнен с передним углом α6=30°, задним углом β6=15°, ролик 7 - с углами α7=30° и β7=15°, (α5=(10÷20)°, β5=(15÷25)°, α6=(25÷35)°, β6=(10÷15)°, α7=(25÷35)°, β7=(10÷15)° по формуле изобретения).
Ролик 5 на всех переходах и вариантах выполнен с радиусом при вершине R1=6 мм (фиг. 3, вид I), что составляет 0,86 от толщины стенки заготовки Т0=7 мм, R1=(0,4÷1,0)T0 по формуле изобретения.
Последующие ролики 6 и 7 (фиг. 3, вид II, вариант 1) выполнены с плоской вершиной профиля, наклоненной к оси заготовки под углом γ=3° и длиной b=3 мм, с радиусами перехода плоской вершины в переднюю и заднюю поверхность R2=5 мм и R3=5 мм. Длина b=3 мм составляет b=0,43Т0, 
Последующие ролики 6 и 7 также, в соответствии с формулой изобретения, выполнены с радиусами при вершине R4=6 мм, как на первом в направлении осевой подачи ролике 5 (фиг. 3, вид II, вариант 2), R4=R1=6 mm (R4 не менее R1 по формуле изобретения).
В частном случае последующие ролики 6 и 7 устанавливают в одной плоскости поперечного сечения с одинаковым зазором Т с оправкой 4 и выполненными с одинаковым профилем (фиг. 4).
Передний угол ролика 5 α5=15°, задний угол β5=15°, радиус при вершине профиля R1=6 мм (фиг. 4, вид I, варианты 1 и 2), осевое смещение ролика 5 относительно роликов 6 и 7, установленных в одной плоскости поперечного сечения, l1=1,0 мм.
Ролики 6 и 7 выполнены с передними углами α5=α7=30° и задними углами β6=β7=15° и с радиусами при вершине R2=6 мм (не менее R1 в соответствии с формулой изобретения).
Как вариант, ролики 6 и 7 выполняют с плоскими вершинами профиля (фиг. 4, вид I, вариант 2) длиной b=3 мм с углом наклона γ=3°, с радиусами R2=R3=5 мм перехода плоской вершины профиля в переднюю и заднюю поверхность.
На первом переходе ротационной вытяжки Т0=7 мм, t1=5 мм, Т=3,9 мм степень деформации ролика 5 на первом переходе составляет 

На втором переходе Т0=3,9 мм, t1=2,15 мм, Т=1,7 мм 

Степень деформации на первом переходе ротационной вытяжки 
В частном случае ролики 5, 6 и 7 устанавливают вершинами профилей в одной плоскости поперечного сечения (фиг. 5, вид I, вариант 1), в этом случае l1=0 мм. Ролик 5 выполнен с размерами α5=15°, β5=15°, R1=6 мм, ролики 6 и 7 с размерами α6=α7=30°, β6=β7=15°, β5=β6=β7 (по формуле изобретения), R2=6 мм (не менее R1 по формуле изобретения). Как вариант ролики 6 и 7 выполняют с плоскими вершинами профиля (Фиг. 5, вид I, вариант 2) длиной b=3 мм, с углом наклона γ=3° и с радиусами R2=R3=5 мм.
Степень деформации ролика 5 на первом переходе 
Степень деформации на первом переходе ротационной вытяжки
Затем выполняют ротационную правку образующей тонкостенной части заготовки 3 (Фиг. 6) роликами 5, 6 и 7, установленными в одной плоскости поперечного сечения с плоской вершиной, параллельной оси заготовки и одинакового профиля. Длину вершины задают равной bпр=8 мм, передний угол αпр=30°, задний угол βпр=15°, радиус перехода плоской вершины в переднюю и заднюю поверхности Rпр=2 мм. Зазор между заготовкой и оправкой задают равным С=1,8 мм.
При ротационной правке биение образующей тонкостенной части, превышающее 1,3 мм, уменьшают до значения 0,1÷0,8 мм. Длина плоской вершины b=8 мм составляет 4,7 толщины тонкостенной части Т=1,7 мм, bпр=4,7Т (bпр=(4÷6)T по формуле изобретения).
Передний угол αпр задают равным αпр=30° ((25÷35)° по формуле изобретения), задний угол βпр=15° ((15÷25)° по формуле изобретения), Т=1,7 мм, радиус перехода - равным Rпр=2 мм, что составляет 1,18Т (Rпр=(1,1÷1,5)T по формуле изобретения).
После чего выполняют ротационный обжим наружного утолщения заготовки 3 на оправке 4 роликами одинакового профиля 5, 6 и 7 с плоской вершиной профиля, параллельной оси заготовки, установленными в одной плоскости поперечного сечения (Фиг. 7), с диаметром D0=130 мм до D1=124 мм, с Т0=7 мм до tоб=5,75 мм со степенью деформации  , с передним углом профиля αоб=15° ((12÷20)° по формуле изобретения) и с задним углом βоб=15°, ((15÷25)° по формуле изобретения) с длиной плоской вершины b=2 мм, что составляет 0,29 толщины стенки обжимаемой части Т0=7 мм, b=0,29T0 (b=(0,2÷0,6)Т0 по формуле изобретения), при этом диаметр обжимаемой части Dоб задают равным диаметру цилиндрического переходного участка D1, Dоб=D1=124 мм (Dоб=D1 по формуле изобретения).
, с передним углом профиля αоб=15° ((12÷20)° по формуле изобретения) и с задним углом βоб=15°, ((15÷25)° по формуле изобретения) с длиной плоской вершины b=2 мм, что составляет 0,29 толщины стенки обжимаемой части Т0=7 мм, b=0,29T0 (b=(0,2÷0,6)Т0 по формуле изобретения), при этом диаметр обжимаемой части Dоб задают равным диаметру цилиндрического переходного участка D1, Dоб=D1=124 мм (Dоб=D1 по формуле изобретения).
Радиус перехода плоской вершины роликов 5, 6 и 7 при ротационном обжиме в переднюю и заднюю поверхности Rоб=5 мм составляет 0,71 толщины стенки обжимаемой части Т0=7 мм, Rоб=0,71T0 (Rоб=(0,5÷1)Т0 по формуле изобретения).
Длина наружного утолщения под обжим Lоб=75 мм, длина внутреннего утолщения lоб=70 мм, длина опорного участка Δ=5 мм, таким образом Lоб=lоб+Δ=70+5=75 мм.
Диаметр оправки 4 (Фиг. 7) задают равным 112,5 мм и равным диаметру оправки 4 при правке (Фиг. 6), таким образом зазор между внутренней поверхностью заготовки при правке и обжиме 
Затем выполняют окончательную термическую обработку, уменьшающую внутренние напряжения, в виде отжига, уменьшающего напряжения при температуре 400°С, выдержка 2 часа, охлаждение на воздухе.
Пример 2
Заготовку из труб ⌀133×13 мм стали 12Х3ГНМФБА после резки труб на мерные заготовки, калибровки, подвергают термической обработке в виде рекристаллизационного отжига при температуре 720÷740°С, выдержка 4 часа, охлаждение на воздухе.
Затем выполняют ротационную вытяжку и ротационный обжим, как в примере 1.
Затем выполняют ротационную правку образующей заготовки, как в примере 1, и отжиг, уменьшающий напряжения по режиму примера 1 при температуре 400°С с выдержкой 2 часа, охлаждение на воздухе.
Выполнение способа ротационной вытяжки тонкостенных оболочек с утолщениями в соответствии с изобретением обеспечивает возможность изготовления тонкостенных оболочек большой длины с наружными и внутренними утолщениями из трубных заготовок при высокой устойчивости процесса формоизменения, с высокой точностью геометрических размеров и высоким качеством обработанной поверхности, а также с высоким коэффициентом использования металла, высокой механической прочностью и малым весом.
Изобретение может быть использовано при производстве различных сосудов, работающих под внутренним давлением, из углеродистых и легированных сталей, а также алюминиевых сплавов, с наружными и внутренними утолщениями.
Указанный положительный эффект подтвержден испытаниями опытных партий деталей, изготовленных по данному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
Изобретение относится к области обработки металлов давлением, а именно к ротационной вытяжке тонкостенных оболочек с утолщениями из сталей и алюминиевых сплавов. Трубную заготовку после резки труб на заготовки, калибровки, термической, механической и химической обработки подвергают ротационной вытяжке с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов с разделением деформации между переходами и между роликами. Ролики смещены между собой в радиальном и осевом направлении и выполнены с треугольным профилем роликов со скругленной по радиусу и /или плоской вершиной, наклоненной к оси заготовки. После этого осуществляют ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего. При этом правку и обжим выполняют роликами, установленными в одной плоскости поперечного сечения, с плоской вершиной, параллельной оси заготовки. Затем выполняют окончательную термическую обработку, уменьшающую внутренние напряжения. Повышается точность геометрических размеров и качество обработанной поверхности. 12 з.п. ф-лы, 7 ил., 2 пр. 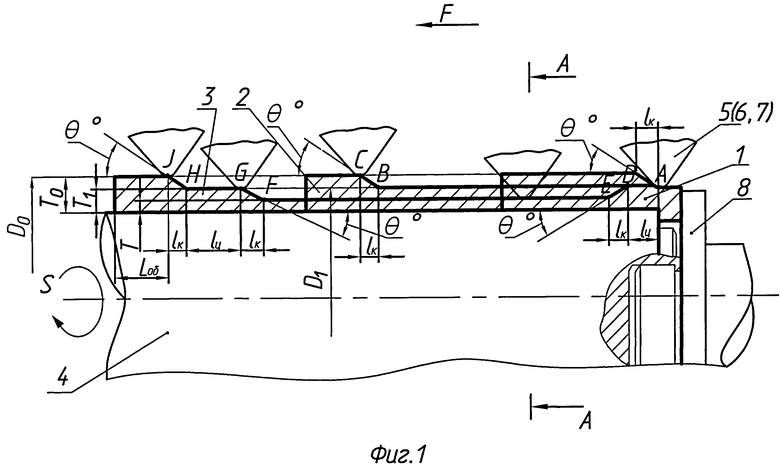
1. Способ ротационной вытяжки тонкостенных оболочек с утолщениями, включающий резку труб на заготовки, калибровку, термическую, механическую и химическую обработки и ротационную вытяжку с образованием тонкостенной части, наружных утолщений и переходных участков за несколько переходов, ротационную правку образующей тонкостенной части и ротационный обжим наружного утолщения с получением внутреннего, при этом ротационную вытяжку, ротационную правку и ротационный обжим выполняют роликами с различной конфигурацией профиля, отличающийся тем, что ротационную вытяжку выполняют с разделением деформации между переходами и между роликами, смещенными между собой в радиальном и осевом направлении, имеющими треугольный профиль со скругленной по радиусу и /или плоской вершиной, наклоненной к оси заготовки, а ротационную правку и ротационный обжим выполняют роликами, установленными в одной плоскости поперечного сечения, имеющими плоскую вершину, параллельную оси заготовки, после чего выполняют окончательную термическую обработку для уменьшения внутренних напряжений.
2. Способ по п.1, отличающийся тем, что при разделении деформации между переходами ротационной вытяжки степень деформации задают возрастающей от предыдущего к последующему переходу в 1,1÷1,5 раза, а на каждом переходе - уменьшающейся от предыдущего ролика к последующему в 1,2÷3 раза.
3. Способ по п.1, отличающийся тем, что ротационную вытяжку на первом переходе выполняют с коническими переходными участками от тонкостенной части к утолщениям, на последующих - с цилиндрическими и коническими, при этом угол наклона конических участков задают равными (5÷15)°, длину цилиндрических переходных участков - не менее одной толщины стенки заготовки, а диаметры - равными диаметру тонкостенной части на предыдущем переходе.
4. Способ по п.1, отличающийся тем, что ролики при ротационной вытяжке устанавливают со смещением между собой в осевом направлении не более величины подачи на один оборот заготовки, при этом первый в направлении осевой подачи ролик имеет передний угол профиля, равный (10÷20)°, задний угол (15÷25)°, а последующие - передний угол (25÷35)° и задний угол (10÷15)°.
5. Способ по п.1, отличающийся тем, что ротационную вытяжку выполняют первым роликом с радиусом при вершине профиля, равным 0,4÷1,0 толщины стенки заготовки, и последующими роликами с плоской вершиной длиной, равной 0,3÷0,5 толщины стенки заготовки, наклоненной к оси заготовки под углом (1÷5)°, с радиусом перехода в переднюю и заднюю поверхности профиля, равным 0,6÷0,8 толщины стенки заготовки.
6. Способ по п.1, отличающийся тем, что ротационную вытяжку выполняют роликами, последующими за первым, с радиусом при вершине профиля не менее радиуса при вершине первого ролика.
7. Способ по п.1, отличающийся тем, что ротационную вытяжку выполняют роликами, последующими за первым, установленными в одной плоскости поперечного сечения с одинаковым зазором с оправкой и выполненными с одинаковым профилем.
8. Способ по п.1, отличающийся тем, что все ролики вершинами профиля устанавливают в одной плоскости поперечного сечения и выполняют с равными задними углами.
9. Способ по п.1, отличающийся тем, что ротационную правку выполняют роликами одинакового профиля с плоской вершиной, длина которой равна 4÷6 толщины стенки тонкостенной части заготовки, а ротационный обжим выполняют роликами одинакового профиля с плоской вершиной, длина которой равна 0,2÷0,6 толщины стенки обжимаемой части заготовки, при этом диаметр обжимаемой части задают равным диаметру цилиндрического переходного участка.
10. Способ по п.1, отличающийся тем, что ротационную правку выполняют роликами с передним углом профиля (25÷35)°, а ротационный обжим - с передним углом (12÷20)°, при этом задние углы профилей при правке и обжиме задают в пределах (15÷25)°.
11. Способ по п.1, отличающийся тем, что при ротационной правке радиусы перехода плоской вершины профиля роликов в переднюю и заднюю поверхности равны 1,1÷1,5 толщины стенки тонкостенной части заготовки, а при ротационном обжиме - 0,5÷1,0 толщины стенки обжимаемой части заготовки.
12. Способ по п.1, отличающийся тем, что термическую обработку перед ротационной вытяжкой выполняют в виде термоупрочнения заготовки закалкой и отпуском, а окончательную термическую обработку после ротационного обжима выполняют в виде отжига, уменьшающего напряжения.
13. Способ по п.1, отличающийся тем, что перед ротационной вытяжкой выполняют рекристализационный отжиг, а окончательную термическую обработку выполняют в виде отжига, уменьшающего напряжения.
| ГРЕДИТОР М.А | |||
| "Давильные работы и ротационное выдавливание", М., Машиностроение, 1971, с.109-115, рис.66,67 | |||
| Способ изготовления полых осесимметричных деталей | 1990 |
|
SU1729661A1 |
| Способ ротационного выдавливания | 1979 |
|
SU977082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| US 7243517 A, 11.04.2003 | |||

