Изобретение относится к обработке металлов давлением, а именно к технологии изготовления деталей машин, в частности к изготовлению подвижной трубы амортизатора, преимущественно передней вилки мотоцикла.
Известен способ изготовления подвижной трубы передней вилки мотоцикла, который включает изготовления литьем или горячей штамповкой сложнопрофильной проушины (наконечника), ее механическую обработку по посадочным поверхностям, изготовление трубного участка изделия из трубной заготовки, включающее отрезку заготовки, механическую обработку по наружным и внутренним поверхностям, в том числе и по посадочным, беззазорное герметичное соединение сваркой проушины и трубного участка изделия и окончательную механическую обработку трубы в сборе [1].
Недостатком аналога является следующее.
1. Большой расход дорогостоящих материалов для получения отливки, использование тонкостенной трубы повышенной точности, значительные энергетические и трудовые затраты.
2. Низкое качество подвижной трубы передней вилки мотоцикла из-за сварного соединения, которое ослабляет металл по месту сварки на 10-20% и низкие механические свойства наконечника, получаемого литьем по выплавляемым моделям по сравнению с прокатом или штамповкой.
3. Значительный технологический отход при реализации данного способа по геометрическим параметрам.
4. Большая номенклатура материалов, необходимых для реализации данного способа (для литья по выплавляемой модели, для сварки).
Известен способ изготовления трубы телескопического амортизатора, преимущественно, передней вилки мотоцикла из единой заготовки пластической деформацией, принятый за прототип как наиболее близкий к заявляемому решению [2].
Способ включает формирование сложнопрофильной наружной поверхности наконечника, сложнопрофильной внутренней поверхности трубного участка наконечника и основного трубного участка изделия.
Прототип имеет следующие недостатки:
большой цикл изготовления изделия со значительными трудовыми, материальными и энергетическими затратами из-за необходимости реализации операций пластической деформации с малыми степенями деформации и, как следствие, большого их количества, а также сопутствующих им термических и вспомогательных операций;
высокая стоимость и низкая стойкость сложной штамповой оснастки;
упрочнение металла в процессе штамповки сильно усложняет кинематику заполнения металлом полости штампа, что исключает возможность изготовления данным способом изделий со сложнопрофильной поверхностью наконечника, наличием выступов на внутренней поверхности трубного участка изделия с резкими переходами и малыми радиусами сопряжений особенно при изготовлении изделий из сталей средней твердости и твердых;
способ может быть реализован при изготовлении изделий простых геометрических форм из мягких материалов;
способ не может быть реализован при изготовлении изделий, у которых образующая наружной поверхности ступенчатая с размещением меньшей ступени у открытого торца изделия.
Технический результат, достигаемый изобретением, заключается в том, что позволяет сократить количество операцией пластической деформации, а также сопутствующих им термических и вспомогательных операций, а также позволяет расширить номенклатуру изготавливаемых изделий.
Указанный технический результат достигается тем, что в способе изготовления подвижной трубы амортизатора из единой заготовки пластической деформацией, включающем формирование сложнопрофильной наружной поверхности наконечника, сложнопрофильной внутренней поверхности трубного участка наконечника и основного трубного участка изделия, формирование сложнопрофильной наружной поверхности наконечника и предварительное формирование сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют полугорячим выдавливанием, а окончательное формирование трубного участка изделия и сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют ротационной вытяжкой.
Получение подвижной трубы амортизатора из единой заготовки методом пластической деформации, а именно, полугорячим выдавливанием и ротационной вытяжкой позволяет исключить несколько операций холодного выдавливания и сопутствующих им термических и вспомогательных операций, уменьшить количество используемого оборудования и технологической штамповкой оснастки низкой стойкости, а значит снижает трудовые, материальные и энергетические затраты.
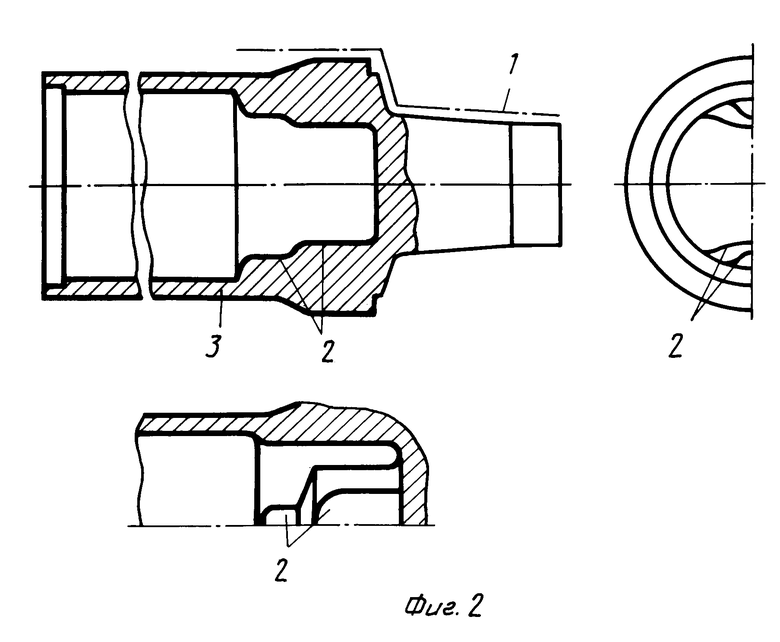
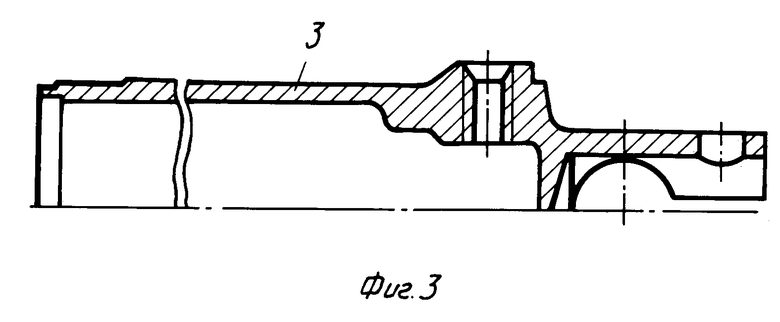
На фиг.1 изображено толстостенное изделие-полуфабрикат типа "стакан" со сложнопрофильной наружной поверхностью наконечника и предварительно отформованными выступами на внутренней поверхности трубчатого участка наконечника, полученное операцией полугорячего выдавливания, в трех проекциях; на фиг. 2 изображено изделие, полученное ротационной вытяжкой с формированием тонкостенного трубного участка изделия необходимой длины и отформованными окончательно выступами на внутренней поверхности трубного участка наконечника в трех проекциях; на фиг.3 изображено изделие "подвижная труба амортизатора" после окончательной механической обработки.
Способ реализуется следующим образом. Получают заготовку под выдавливание на автомате из прутка. Затем осуществляют полугорячее выдавливание изделия-полуфабриката типа "стакан" (фиг. 1) с одновременным формированием сложнопрофильной наружной поверхности наконечника 1 и предварительным формированием выступов 2 на внутренней поверхности трубного участка наконечника 1. Далее может быть осуществлена предварительная механическая обработка по ряду поверхностей изделия. На следующем этапе производят ротационную вытяжку стакана (фиг.2) с окончательным формированием трубного участка 3 изделия и выступов 2 на внутренней поверхности трубного участка наконечника 1. Далее осуществляют окончательную механическую обработку изделия в заданные размеры (фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ АМОРТИЗАТОРА | 1993 |
|
RU2089765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ | 2009 |
|
RU2392078C1 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С УТОЛЩЕНИЕМ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ | 1990 |
|
RU2048229C1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2015 |
|
RU2610646C1 |

Использование: обработка металлов давлением, изготовление подвижной трубы амортизатора, преимущественно передней вилки мотоцикла. Сущность: способ изготовления подвижной трубы амортизатора, преимущественно передней вилки мотоцикла из единой заготовки пластической деформацией, включает формирование сложнопрофильной наружной поверхности наконечника, сложнопрофильной внутренней поверхности трубного участка наконечника и основного трубного участка изделия. Формирование сложнопрофильной наружной поверхности наконечника и предварительное формирование сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют полугорячим выдавливанием. Окончательное формирование трубного участка изделия и сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют ротационной вытяжкой. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОЙ ТРУБЫ АМОРТИЗАТОРА, преимущественно передней вилки мотоцикла, из единой заготовки пластической деформацией, включающий формирование сложнопрофильной наружной поверхности наконечника, сложнопрофильной внутренней поверхности трубного участка наконечника и основного трубного участка изделия, отличающийся тем, что формирование сложнопрофильной наружной поверхности наконечника и предварительное формирование сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют полугорячим выдавливанием, а окончательное формирование трубного участка изделия и сложнопрофильной внутренней поверхности трубного участка наконечника осуществляют ротационной вытяжкой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кн.А.Н.Брюханов | |||
| "Ковка и объемная штамповка" | |||
| М., Машиностроение, 1975, с.316-318, рис.282. | |||

