Изобретение относится к обработке металлов давлением и может быть использовано при штамповке обратным выдавливанием изделий типа стаканов, в том числе имеющих разную толщину стенки по периметру и высоте стакана.
Известен штамп для обратного выдавливания изделий типа стаканов, содержащий неподвижную матрицу с размещенным в ней выталкивателем и подвижный пуансон, состоящий из центрирующей и рабочей ступеней. При этом длина рабочей ступени выполнена больше, чем глубина изготавливаемого стакана для создания кольцевого зазора, куда направляется избыток металла от плюсовых отклонений объема заготовки в процессе выдавливания [1] .
Наличие на пуансоне центрирующей ступени способствует получению качественных стаканов простой формы со стенками равной толщины по периметру и небольшой разновысотностью стенок у открытого края стакана.
Однако при выдавливании изделий типа стаканов, имеющих разную толщину стенок по периметру и высоте стакана, а также с предельными степенями деформации даже при небольшой эксцентричности пуансона и матрицы (что обусловлено как самой геометрией изготавливаемого изделия, так и погрешностью изготовления штамповой оснастки) степень деформации по периметру изделия резко различны и, как правило, резко увеличивается разновысотность у края стакана ввиду перетекания металла по пути наименьшего сопротивления. Разновысотность приводит к увеличению припуска на подрезку торца за счет увеличения объема исходной заготовки или отходу изделий в брак по высоте, что ведет к дополнительным материальным, трудовым и энергетическим затратам при изготовлении изделий.
Кроме того, описанный штамп требует использования сложной и недостаточно жесткой конструкции съемника челюстного типа.
Известен штамп для обратного выдавливания изделий типа стаканов, содержащий неподвижную матрицу с размещенным в ней выталкивателем и подвижный пуансон, состоящий из центрирующей ступени с цилиндрической боковой поверхностью и упорным торцом, и рабочей ступени, длина которой равна глубине изготавливаемого стакана [2] .
На выталкивателе выполнен кольцевой зазор для направления в него избытка металла от плюсовых отклонений объема заготовки в процессе выдавливания. Достоинством данного штампа является то, что упорный торец центрирующей ступени пуансона ограничивает перемещение избыточного металла в направлении открытого края стакана, тем самым формируя равные по высоте края изделий вне зависимости от разнотолщинности стенок изготавливаемого стакана.
Однако окончание процесса обратного выдавливания происходит практически в закрытом объеме, при этом усилие штамповки резко возрастает в зависимости от обрабатываемого материала, геометрии получаемого изделия и условий проведения процесса, что требует использования более мощного оборудования, более прочного инструмента и точного дозирования заготовки, а следовательно, приводит к увеличению материальных, трудовых и энергических затрат.
Штамп может быть реализован при изготовлении изделий с малой степенью деформации, так как в противном случае появляется опасность застревания изделия на пуансоне, что приводит к введению достаточно больших уклонов на пуансоне и как следствие к увеличению объема исходной заготовки и усилия штамповки, что также увеличивает материальные, трудовые и энергетические затраты.
Технический результат, обеспечиваемый изобретением, заключается в том, что конструкция штампа позволяет использовать в качестве исходной заготовку минимального объема с одновременным получением изделия с гарантированным размером заданной высоты стакана независимо от разницы толщины стенок по периметру детали. Конструкция штампа обеспечивает свободный съем изделия с пуансона и не требует изготовления на пуансоне уклонов.
Указанный технический результат достигается тем, что штамп для обратного выдавливания изделий типа стаканов, содержащий неподвижную матрицу с размещенным в ней выталкивателем и подвижный пуансон, состоящий из центрирующей ступени с цилиндрической боковой поверхностью и упорным торцом, и рабочей ступени, длина которой равна глубине изготавливаемого стакана, снабжен установленным над матрицей съемником, а на цилиндрической боковой поверхности центрирующей ступени пуансона вдоль его оси от упорного торца выполнены углубления, максимальная глубина которых не превышает полуразницы диаметров центрирующей и рабочей ступеней пуансона, а съемник снабжен выступами, размещенными в указанных углублениях. Углубления на центрирующей ступени пуансона выполнены на участках образования стенки получаемого разностепенного изделия меньшей толщины.
Выполнение углублений на центрирующей ступени пуансона с одновременным сохранением участков его упорного торца позволяет, с одной стороны, ограничивать перемещение избыточного металла в направлении открытого торца изделия подпором торцом центрирующей ступени пуансона и, с другой стороны, обеспечивает перемещение избыточного металла в углубления, что особенно важно на участках формирования изделия с меньшей толщиной стенки. Таким образом обеспечивается гарантированная высота получаемого стакана. Кроме того, размещение выступов съемника в углублениях центрирующей ступени пуансона обеспечивает свободный съем готового изделия с рабочей ступени пуансона, на которой в данном случае не требуется выполнение уклонов.
Это позволяет использовать в качестве исходной заготовку минимального объема, одновременно исключив брак изделий по высоте, а следовательно, снизить трудовые, материальные и энергетические затраты при изготовлении изделий типа стаканов как простой так и сложной формы.
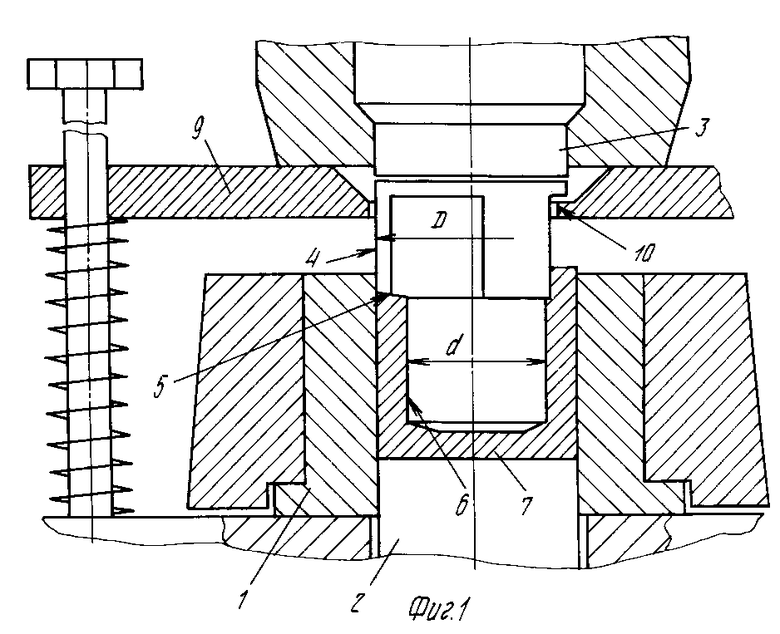
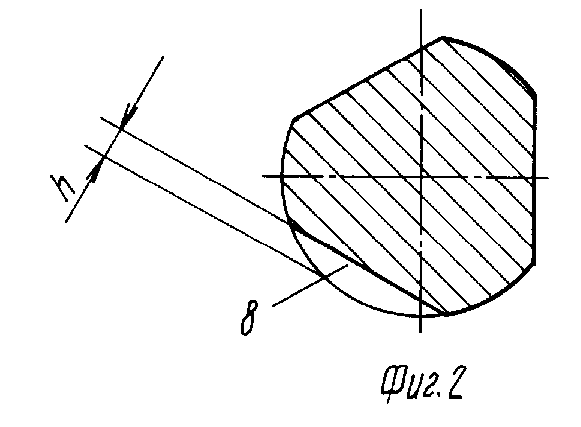
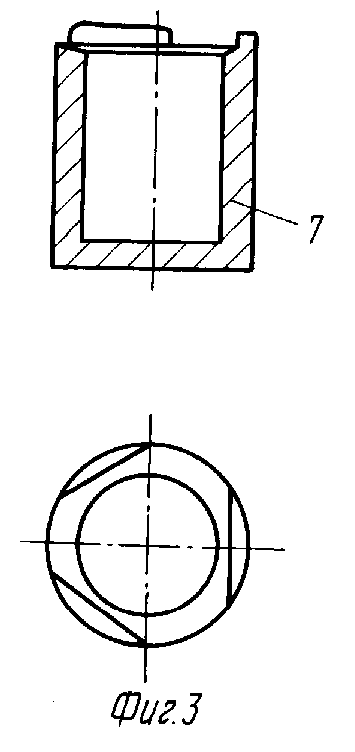
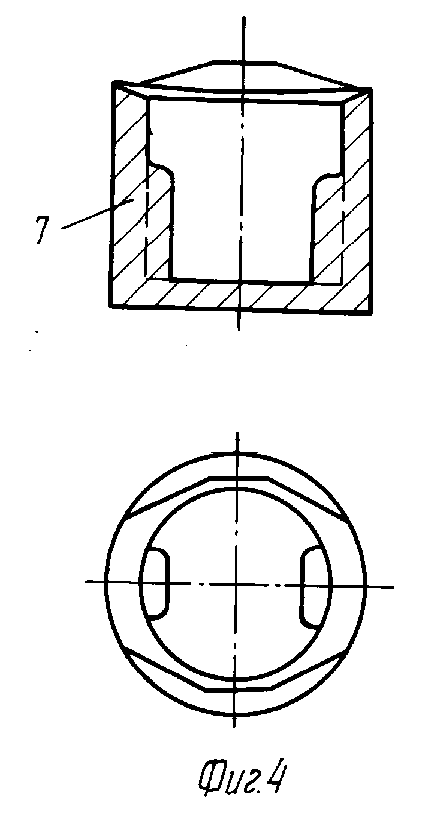
На фиг. 1 показана конструкция штампа; на фиг. 2 - пример сечения профиля центрирующей ступени пуансона; на фиг. 3 и 4 - примеры получаемых изделий типа стаканов.
Штамп для обратного выдавливания изделий типа стаканов содержит неподвижную матрицу 1 с размещенным в ней выталкивателем 2, подвижный пуансон 3, состоящий из центрирующей ступени 4 с упорным торцом 5 и рабочей ступени 6, длина которой равна глубине изготавливаемого стакана 7. На цилиндрической поверхности центрирующей ступени 4 пуансона 3 вдоль его оси от упорного торца 5 выполнены углубления 8, максимальная глубина h которых не превышает полуразницы диаметров центрирующей D и рабочей d ступеней пуансона 3, т. е. h ≅  . Над матрицей 1 установлен съемник 9, снабженный выступами 10, размещенными в углублениях 8 центрирующей ступени пуансона.
. Над матрицей 1 установлен съемник 9, снабженный выступами 10, размещенными в углублениях 8 центрирующей ступени пуансона.
В случае выдавливания изделий типа стаканов, имеющих не одинаковую толщину стенок по периметру и высоте стакана углубления 8, на центрирующей ступени 4 пуансона выполнены на участках образования стенки получаемого разностенного изделия меньшей толщины.
Штамп работает следующим образом.
В матрицу 1 устанавливают заготовку, объем которой равен или больше объема изделия. Затем пуансон 3, совершая рабочий ход участками центрирующей ступени 4, где нет углублений 8, направляется по матрице, обеспечивая концентричность матрицы и пуансона, а рабочая ступень 6 пуансона начинает выдавливать изделие, при этом упорный торец 5 центрирующей ступени 4 осуществляет подпор на металл и ограничивает его перемещение на этих участках в осевом направлении. При дальнейшем перемещении пуансона 3 в нижнюю точку торец рабочей ступени 6 и упорный торец 5 центрирующей ступени 4 заставляют перемещаться избыточный металл по пути наименьшего сопротивления в углубления 8 центрирующей ступени пуансона.
При обратном ходе пуансона 3 изделие 7, если оно удерживается на пуансоне 3 (а это происходит, как правило, всегда при изготовлении изделий типа стакан обратным способом с большой степенью деформации с глубокой полостью и без уклонов), взаимодействует с выступами 10 съемника 9, что приводит к съему изделия с пуансона.
В случае когда изделие остается в матрице, оно выталкивается выталкивателем 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ получения изделий типа стаканов со стенкой переменной толщины | 1979 |
|
SU874254A1 |
| Способ изготовления деталей типа стаканов и устройство для его осуществления | 1980 |
|
SU1238877A1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Штамп для обратного выдавливания изделий типа цилиндрических стаканов | 1979 |
|
SU889265A1 |
| Способ изготовления полых конических изделий с дном | 1980 |
|
SU1053941A1 |
| "Способ изготовления изделий типа "стакан" | 1990 |
|
SU1792788A1 |
Использование: штамповка обратным выдавливанием изделий типа стаканов, в том числе, имеющих разную толщину стенки по периметру и высоте стакана. Сущность изобретения: штамп содержит неподвижную матрицу с выталкивателем и подвижный пуансон, состоящий из центрирующей ступени с упорным торцом и рабочей ступени. Длина последней равна глубине изготавливаемого стакана. На цилиндрической поверхности центрирующей ступени пуансона вдоль его оси от упорного торца выполнены углубления, максимальная глубина которых не превышает полуразницы диаметров центрирующей и рабочей ступеней пуансона. Над матрицей установлен съемник с выступами, размещнными в углублениях центрирующей ступени пуансона. Углубления на пуансоне выполнены на участках образования меньшей толщины стенки получаемого разностенного стакана. 1 з. п. ф-лы, 4 ил.
