Изобретение относится к литейному производству и может быть использовано при получении отливок методом вакуумной формовки.
Известны конструкции моделей для вакуумной формовки, которые с целью плотного прилегания пленки сложной поверхности выполнены с системой отверстий диаметром до 1 мм, особенно в глубоких карманах и пазах. Однако такие модели дороги и трудоемки в изготовлении, особенно для поверхностей моделей со сложным орнаментом.
Известен способ изготовления моделей для получения форм со сложным орнаментом, включающий облицовку рабочей поверхности гибкими резиновыми элементами с нанесенным на них орнаментом, отпечатывающимся на форме. Такие элементы моделей требуют выполнения сетки отверстий для вывода газов, что усложняет и удорожает их изготовление.
Технической задачей изобретения является выполнение конструкции модели со сложным рельефом орнамента без применения трудоемких способов доработки облицовки моделей. Такая задача решается путем применения в качестве облицовки модели газопроницаемого тканого материала. Это решение позволяет достигнуть высоких эстетических качеств отливок за счет подбора тканей с особо сложным рельефом, обеспечить плотное обтягивание моделей при наличии в них карманов и поднутрений без перфорации моделей, на наружную поверхность ткани можно устанавливать дополнительные элементы, например пластиковый шрифт, части растений, насекомых, при этом улучшаются структура металла и механические свойства отливок.
Проводили лабораторное опробование предлагаемой конструкции моделей. На вакуумируемую плиту устанавливали деревянную модель таблички размером 15х20х03 см, ее облицовывали тканью толщиной 2 мм и глубиной рисунка до 1 мм при диаметре нитей 1 мм. На ткань накладывали пластиковые буквы текста.
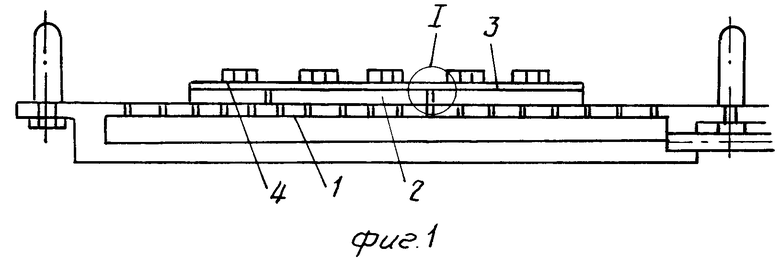
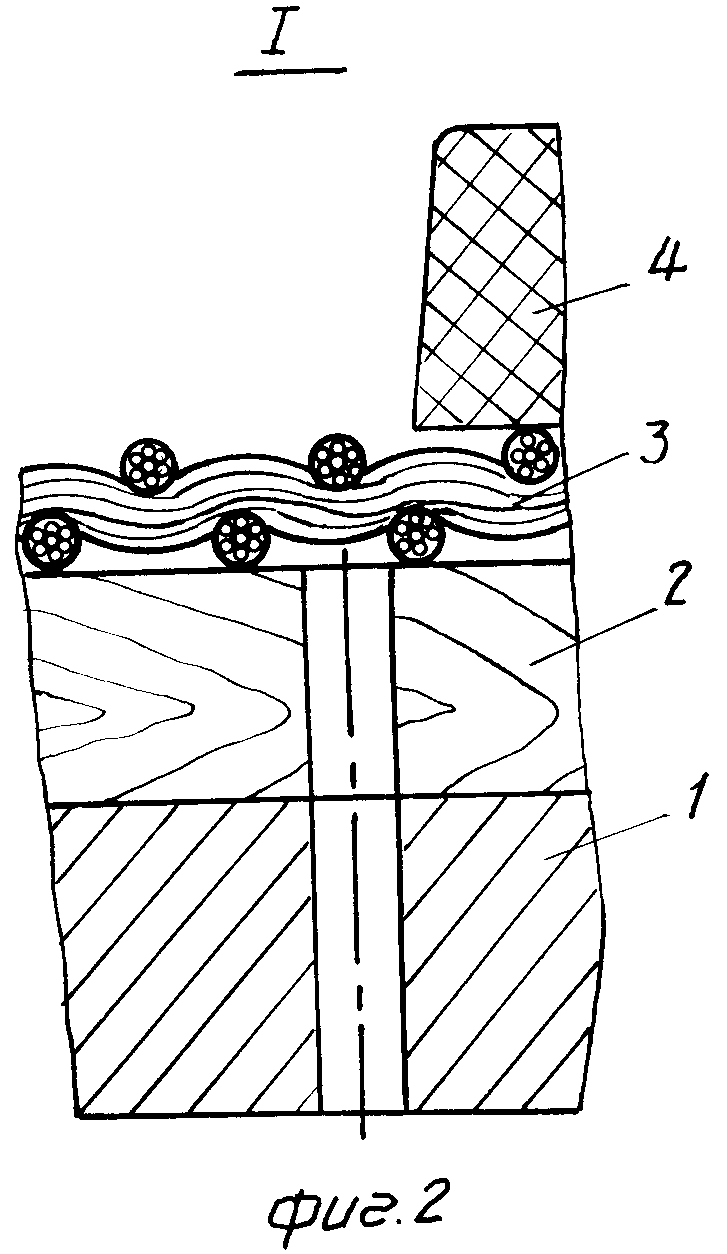
Предлагаемая конструкция моделей изображена на чертежах. На фиг.1 приведен вертикальный разрез моделей и вакуумируемой плиты; на фиг.2 узел I на фиг.1 (увеличено в 10 раз).
На подмодельной вакуумируемой плите 1 устанавливали деревянную модель таблички 2, облицованную тканью 3, на ткань уложены пластиковые буквы 4.
По модели вакуумнопленочной формовкой изготавливают нижнюю полуформу в следующем порядке. На модель укладывали пластифицированную пленку марки "Сэвилен" и вакуумированием подмодельной плиты обтягивали модель пленкой. Устанавливали вакуумируемую опоку на пленку, присыпали рабочую поверхность модели порошком кварца марки КП-1 слоем 1-5 мм, засыпали в опоку кварцевый песок 1КО2А и уплотняли его вибрацией, на контрлад опоки укладывали пленку, вакуумировали опоку, соединяли полость плиты 1 с атмосферой, снимали опоку с плиты, извлекали из полости формы модель и устанавливали полуформу ладом вверх.
Верхнюю полуформу с полостью в виде литниковой системы выполняли по традиционной технологии из песчано-глинистой смеси и собирали ее с нижней полуформой. Указанные формы заливали алюминиевым и медным сплавами, а также чугуном. Во всех случаях имели точную чистую поверхность отливок с хорошей декоративной проработкой всех элементов рельефа тканей и букв. Точность воспроизведения элементов моделей ограничивается толщиной пленки, которая составляет 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Способ поверхностного легирования отливок при вакуумной формовке | 1987 |
|
SU1588487A1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2070471C1 |
| СПОСОБ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2026129C1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Способ вакуумной формовки | 1987 |
|
SU1437131A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Подмодельная плита для вакуумной формовки | 1980 |
|
SU933182A2 |
Способ изготовления модели для вакуумной формовки включает облицовывание поверхности модели тканью с декоративным рисунком и установленным на ней буквенным текстом и орнаментом из элементов растений и насекомых. 2 ил.
| Цибрин А.Н | |||
| Основы структурно-геометрического упрочнения деталей | |||
| Киев: Наукова думка, 1979, с.148-150. |
