Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ поточного вакуумирования металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через патрубки непосредственно в кристаллизаторы под уровень металла. В этих условиях вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-насосами [1]
Недостаток известного способа недостаточная производительность и стабильность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизаторов. В этих условиях прекращается процесс непрерывной разливки. Невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки.
Наиболее близким по технической сущности является способ поточного вакуумирования металла в процессе непрерывной разливки, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание разряжения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее в кристаллизаторы через удлиненные разливочные стаканы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в камере [2]
Недостаток известного способа низкие производительность и стабильность процесса поточного вакуумирования при непрерывной разливке. Это объясняется тем, что в конце разливки разливочного ковша и его опорожнения происходит мгновенная разгерметизация вакуум-камеры. В этих условиях весь металл, находящийся на днище вакуум-камеры, сливается в промежуточный ковш. Происходит переполнение промежуточного ковша, что приводит к аварии, прекращению процесса непрерывной разливки металла и к его потерям.
Цель повышение производительности и стабильности процесса непрерывной разливки в условиях поточного вакуумирования металла.
Указанная цель достигается тем, что подают жидкий металл под слоем шлака из разливочного ковша в вакуум-камеру, создают в ней разряжение до необходимого по технологии остаточного давления, подают металл в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы через удлиненные разливочные стаканы под уровень, вытягивают слитки из кристаллизаторов. В процессе разливки разливочного ковша определяют наличие шлака в разливочомом стакане разливочного ковша и при наличии в струе металла 5-10% шлака постепенно увеличивают давление в вакуум-камере до атмосферного давления в течение 0,5-2,0 мин. а при наличии в струе металла 70-90% шлака прекращают подачу металла из разливочного ковша. Повышение производительности и стабильности процесса непрерывной разливки в условиях поточного вакуумирования металла будет происходить вследствие своевременного повышения давления в вакуум-камере. Это предупреждает несвоевременную разгерметизацию вакуум-камеры, не происходит переполнения промежуточного ковша, прекращения процесса разливки, устраняются потери металла.
Диапазон наличия шлака в струе металла в разливочном стакане разливочного ковша в пределах 5-10% при котором начинают увеличивать давление в вакуум-камере до атмосферного давления, объясняется закономерностями процесса загрязнения металла непрерывнолитых слитков неметаллическими включениями. При меньших значениях увеличиваются объемы невакуумированного металла. При больших значениях увеличивается доля непрерывнолитых слитков по браку по количеству в них неметаллических включений. Указанный диапазон устанавливают в обратной пропорциональной зависимости от весового расхода металла из разливочного ковша.
Диапазон наличия шлака в струе металла в разливочном стакане разливочного ковша в пределах 70-80% при котором прекращают подачу металла из разливочного ковша, объясняется загрязненностью металла непрерывнолитых слитков. При меньших значениях еще возможно использование непрерывнолитых слитков в дальнейшем переделе при меньших потребительских свойствах готовой металлопродукции. При больших значениях непрерывнолитые слитки невозможно использовать по качеству макроструктуры вследствие наличия большого количества неметаллических включений в металле. Указанный диапазон устанавливают в обратной пропорциональной зависимости от весового расхода металла из разливочного ковша.
Диапазон величины времени в пределах 0,5-2,0 мин, в течение которого увеличивают давление в вакуум-камере до атмосферного давления, объясняется закономерностями истечения металла из разливочного ковша. При меньших значениях будет происходить быстрая разгерметизация вакуум-камеры, что приведет к переполнению промежуточного ковша. При больших значениях будет происходить замерзание металла в разливочном стакане разливочного ковша. Указанный диапазон устанавливают в прямой пропорциональной зависимости от весового расхода металла из разливочного ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Способ поточного вакуумирования металла в процессе непрерывной разливки осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают жидкую нераскисленную сталь марки ст3 из разливочного ковша емкостью 350 т в вакуум-камеру и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,3-0,5 кПа в зависимости от раскисленности стали. Разряжение создают посредством вакуум-провода, соединенного с вакуум-насосом. Металл из вакуум-камеры подают в промежуточный ковш емкостью 50 т через огнеупорный патрубок. Далее металл из промежуточного ковша подают через удлиненные огнеупорные стаканы в кристаллизаторы под уровень металла. Из кристаллизаторов вытягивают непрерывнолитые слитки сечением 250 х 1600 мм со скоростью в пределах 0,6-1,2 м/мин. Расходы металла из разливочного и промежуточного ковшей регулируют при помощи стопоров и шиберов. Для приема сигнала о наличии шлака используется система высокочастотной связи приемник-передатчик с рамочными антеннами, расположенными в расходуемой части футеровки разливочного ковша по обеим сторонам от разливочного стакана.
В процессе разливки разливочного ковша определяют наличие шлака в разливочном стакане разливочного ковша и при наличии в струе металла 5-10% шлака постепенно увеличивают давление в вакуум-камере до атмосферного давления. При таком значении наличие шлака в разливочном стакане означает, что в разливочном ковше заканчивается металл и возможно самопроизвольное проникновение воздуха в вакуум-камеру и ее разгерметизация.
Увеличение давления в вакуум-камере производят в течение 0,5-2,0 мин. При наличии в струе металла 70-90% шлака прекращают подачу металл из разливочного ковша.
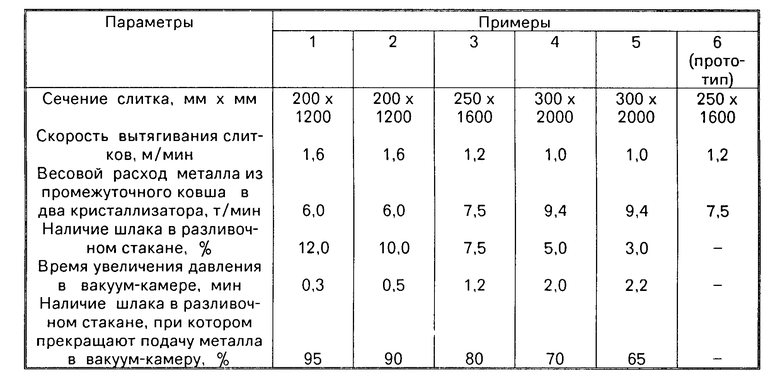
В таблице приведены примеры осуществления способа поточного вакуумирования металла в процессе непрерывной разливки с различными технологическими параметрами.
В первом примере вследствие большого значения наличия шлака в струе металла увеличивается брак слитков по неметаллическим включениям. Вследствие малого времени процесса увеличения давления в вакуум-камере происходит разгерметизация вакуум-камеры и переполнение промежуточного ковша.
В пятом примере вследствие малого содержания шлака в струе увеличивается объем невакуумированного металла, что приводит к браку слитков. Вследствие длительного времени увеличения давления в вакуум-камере происходит замерзание металла в разливочном стакане разливочного ковша.
В шестом примере (прототипе) вследствие отсутствия контроля и определения количества шлака в струе металла и постепенного увеличения давления в вакуум-камере происходит самопроизвольная разгерметизация вакуум-камеры, что приводит к переполнению промежуточного ковша, к потерям металла и прекращению процесса непрерывной разливки.
В примерах 2-4 вследствие своевременного начала повышения давления в вакуум-камере из-за наличия шлака в струе металла устраняется самопроизвольная разгерметизация вакуум-камеры, перелив промежуточного ковша и потери металла.
Применение предлагаемого способа позволяет повысить производительность процесса непрерывной разливки металла на 6% а также сократить его потери на 4% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ поточного вакуумирования металла в процессе непрерывной разливки, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037369C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030959C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ ПОТОЧНОГО ВАКУУМИРОВАНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2056970C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
Способ поточного вакуумирования металла в процессе непрерывной разливки включает подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого остаточного давления, подачу металла в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы через удлиненные разливочные стаканы под уровень, вытягивание слитков из кристаллизаторов. В процессе разливки разливочного ковша определяют наличие шлака в разливочном стакане разливочного ковша. При наличии в струе металла 5 10% шлака постепенно увеличивают давление в вакуум-камере до атмосферного давления в течение 0,5 2,0 мин, а при наличии в струе металла 70 90% шлака прекращают подачу металла из разливочного ковша. 1 табл.
СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ, включающий подачу жидкого металла под слоем шлака из разливочного ковша посредством разливочного стакана в вакуум-камеру, создание в ней остаточного давления, подачу металла в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы через удлиненные разливочные стаканы под уровень и вытягивание слитков из кристаллизаторов, отличающийся тем, что в процессе разливки определяют количество шлака в разливочном стакане, при этом при содержании в струе металла 5 10% шлака осуществляют постепенное увеличение давления в вакуум-камере до атмосферного давления в течение 0,5 2,0 мин, а при содержании в струе металла 70 90% шлака прекращают подачу металла из разливочного ковша.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
