Изобретение относится к области электрометаллургии, в частности к получению слитков переменного сечения методом электрошлакового переплава.
Известен способ получения слитков переменного сечения электрошлаковым переплавом. Переплав осуществляют в ступенчатом телескопическом кристаллизаторе [1]
Недостатком способа является сложность в осуществлении и невысокое качество поверхности слитка.
Известен способ получения слитков переменного сечения, например заготовок литых валков. Для выплавки бочки валка и второй его шейки используют кристаллизатор, внутренняя полость которого имеет форму бочки и шейки валка. В кристаллизаторе предусматривается возможность слива избытка шлака, образующегося при переходе шлаковой ванны в более узкую верхнюю часть кристаллизатора, где формируется верхняя литая шейка валка [2]
Недостатки данного способа:
в силу разных коэффициентов заполнения шейки и бочки валка не представляется возможным электродом постоянного сечения обеспечить наплавление качественного слитка по всей высоте кристаллизатора,
значительное увеличение диаметра бочки относительно диаметра шейки создает трудности в получении хорошей поверхности заготовки при переходе с меньшего сечения кристаллизатора в большее;
для обеспечения стабильности режима и рафинирования металла количество рабочего флюса выбирается исходя из большего диаметра кристаллизатора, что затрудняет наплавление шейки, требует специального отверстия в кристаллизаторе для слива избытков шлака.
Целью изобретения является повышение качества слитков переменного сечения за счет получения более однородной макроструктуры и хорошей поверхности.
Поставленная цель достигается тем, что расходуемый электрод в процессе плавки вращают вокруг собственной оси с переменной скоростью, причем изменение скорости вращения производится в момент заполнения нового сечения кристаллизатора пропорционально относительному изменению коэффициента его заполнения.
Пример конкретного осуществления.
Изучение возможности выплавки заготовки переменного сечения по предлагаемому способу проводилось на электрошлаковой установке А-550, оснащенной механизмом вращения расходуемого электрода. Установка позволяет переплавлять электроды длиной до 2 м и диаметром до 100 мм. Ток переменный до 3200 А. Для переплава были выбраны катаные электроды диаметром 70 мм марки Х13. Переплав проводили в специальный кристаллизатор переменного сечения с поперечным разъемом, внутренняя поверхность соответствовала геометрии прокатного валка. Диаметр малого сечения кристаллизатора составляет 100 мм, диаметр большего сечения 200 мм. Переплав осуществляли под флюсом АФН-6 в количестве 4 кг.
Электрический режим: при наплавлении меньшего сечения I=1,5 кА, U=38 В, большее сечение I=2,5 кА, U=36 В. По указанным параметрам проводилась выплавка слитков переменного сечения по двум вариантам с последующим изучением макроструктуры полученных заготовок. Первый вариант с вращением расходуемого электрода с постоянной скоростью. Второй вариант переплав с изменением скорости вращения расходуемого электрода, при переходе в новое сечение кристаллизатора. Выплавку по первому варианту производили по указанным электрическим и шлаковом режимам. После наведения шлаковой ванны обеспечили вращение расходуемого электрода. Скорость вращения выбрали произвольно. Она составила 15 об/мин. Скорость вращения на протяжении всего времени переплава поддерживали постоянно. По окончании переплава вывод "усадки" не производили. По второму варианту (предлагаемый способ) после наведения шлаковой ванны обеспечили вращение расходуемого электрода со скоростью 60 об/мин.
Выбор начальной скорости вращения расходуемого электрода производили исходя из следующих соображений.
При электрошлаковом переплаве (ЭШП) электродов малого и среднего сечения оплавляемый торец электрода имеет форму конуса. Конусная форма обусловлена движением электрода навстречу тепловому потоку и движением жидкого металла и шлака к оси электрода. В рабочем режиме электрод равномерно оплавляется по поверхности конуса, сохраняя его форму и геометрические размеры. Это означает, что тепловой поток равномерно распределен по поверхности, и чем толщина слоя ближе к размеру неметаллических включений, тем эффективнее процесс очистки. Следовательно, условия для рафинирования наименее благоприятны вблизи оси электрода на границе с металлической ванной. Поступление электродного металла с вершины его конической части в жидкую металлическую ванну приводит к увеличению ее глубины, что, в свою очередь, способствует нарушению структурной однородности слитка, особенно в его центральной части. Создание таких условий ЭШП, при которых толщина слоя жидкого металла на электроде была бы равномерной, а металлическая ванна, фронт кристаллизации и торец электрода в процессе переплава были бы плоскими, позволило бы повысить эффективность рафинирования металла. Такие условия можно обеспечить при радиальном течении жидкого металла по плоской оплавляемой поверхности при вращении переплавляемого электрода.
При разработке технологии ЭШП возникает задача оценить минимальную скорость ω вращения электрода, при которой указанные условия могут реализоваться. Пусть в произвольный момент времени высота конуса равна h, длина его образующей l, радиус r цилиндрической части электрода остается постоянным. Тогда с уменьшением величины изменение кинетической энергии вращения конической части запишется в виде:
dE= π /20( ω2r2 Δ ρ dh) (1) где Δ ρ ρs ρb кг·м-3; ρs плотность жидкого металла, кг˙м-3; ρb плотность шлака, кг·м-3; ω угловая скорость вращения электрода, рад˙с-1. Положим, что dE равно изменению поверхностной энергии конической части, т.е.
(π /20) ω2r4 Δ ρ dh ≈ π r σsb d l (2) где σsb удельная поверхностная энергия границы раздела металл /электрод/шлак, Дж/м-2.
В интегральной форме последнее соотношение запишется в виде:
(1/20) ω2r4 Δ ρ (ho-h) ≈ σsb(lo-l) (3) где ho, lo -высота конической части и длина образующей соответственно при ω0.
Если величина ω такова, что торец электрода при вращении становится плоским, то ho=0 и l=r. Тогда с учетом, что lo=(ho2+r2)1/2, из соотношения (3) получим:
ω2 ≈  (4)
(4)
Оценим величину ho из равенства силы поверхностного натяжения, действующей на контур круга радиуса r, и веса слоя жидкого металла на поверхности конуса при ω=0. Имеем: ·πr2hogΔρ ≈ 2πrσsb (5) где g ускорение свободного падения, м˙с-2.
·πr2hogΔρ ≈ 2πrσsb (5) где g ускорение свободного падения, м˙с-2.
Выражая ho из соотношения (5) и подставляя его в (4), получим:
ω2 ≈  , (6)
, (6)
n= ω/2 π где n число оборотов электрода в единицу времени, с-1.
Величина ω 2, определенная соотношением (6), ее минимальное значение, так как мы не учитывали работу сил сопротивления среды при движении капель жидкого металла, сходящих с вращающегося электрода.
Из анализа выражения (6) для ω 2 следует, что для обеспечения указанных условий, при увеличении радиуса электрода скорость его вращения можно уменьшать и наоборот. Величина ω сильно зависит от Δ ρ ρs + ρb. Если плотности различных марок стали ρs в большинстве случаев различаются незначительно, то плотности шлаков ρb могут различаться на 50 и более процентов (4). Следовательно, при выборе величины ω в технологии ЭШП значительную роль играет состав шлака. Оценим величины ω и n по соотношениям (6), приняв, что Δ ρ ≈2500 кг˙ м-3, σ1,8 Дж˙м-2 (5), r=0,035 м. Для выбранных параметров получим ω ≈ 5,5 рад˙с-1, n ≈ 0,9 c-1 ≈ 60 об/мин.
Рассчитанную скорость поддержали до начала заполнения большего сечения, после чего изменили скорость вращения расходуемого электрода пропорционально относительному изменению коэффициента его заполнения, что составило
(K1/K2) ˙ ω1=(0,7/0,35).60=120 об/мин,
где К1 коэффициент заполнения нижнего сечения кристаллизатора;
К2 коэффициент заполнения верхнего сечения кристаллизатора;
ω1 скорость вращения электрода.
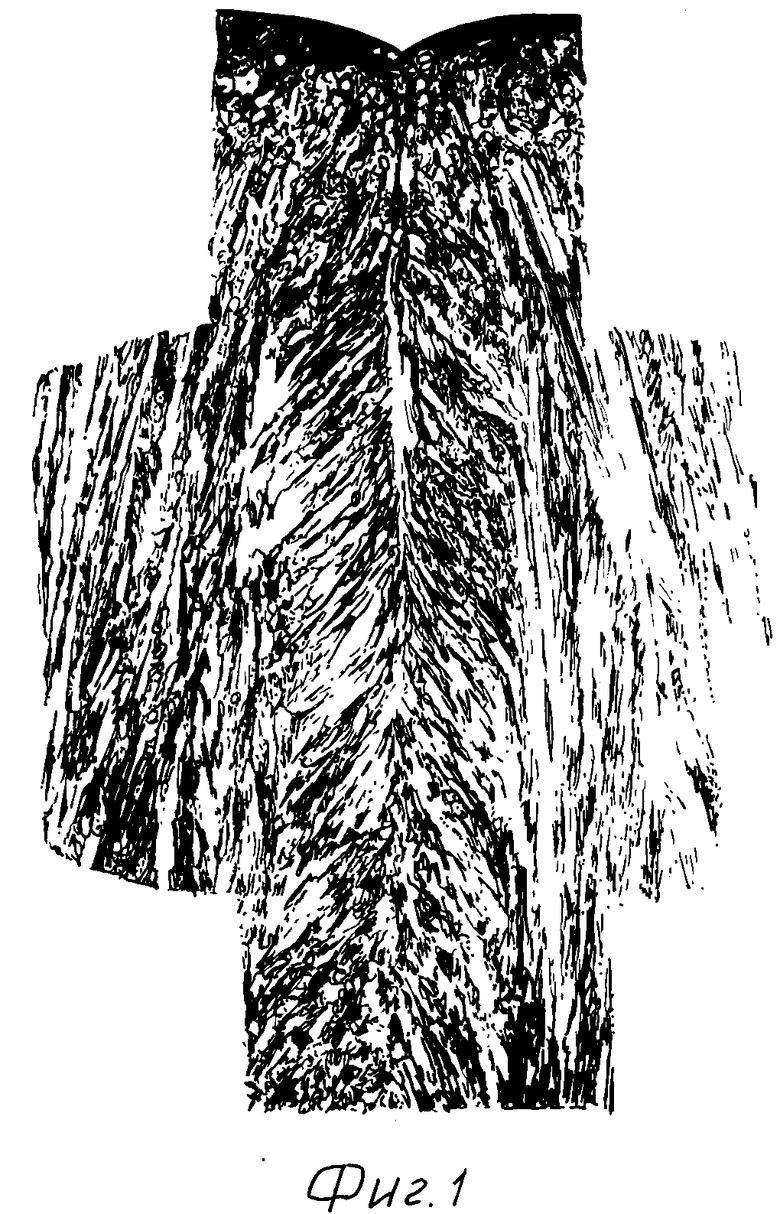
Поддерживая скорость вращения электрода 120 об/мин, наплавили большее сечение кристаллизатора. При переходе в малое сечение вновь изменили скорость вращения электрода пропорционально относительному коэффициенту его заполнения, что составило (К2/K1).ω2=(0,35/0,7).120=60 об/мин и производили наплавление верхнего сечения. Вывод усадки не производили. Выплавленные слитки осматривались, затем из них были изготовлены продольные макротемплеты. При оценке качества полученных слитков отмечали, что в первом варианте (фиг. 1) поверхность плохо соответствовала внутренней поверхности кристаллизатора. В углах образовался толстый слой гарнисажа, что привело к изменению геометрии формируемого слитка. Кристаллическая структура слитка в большем сечении неоднородна. Во втором варианте (фиг.2) слиток получился с лучшей поверхностью, соответствующей по своим геометрическим размерам внутренней поверхности кристаллизатора. Кристаллическая структура более однородна по всему продольному сечению. Улучшение достигнуто в результате изменения доставки электpодного металла.
Внедрение изобретения в производство и использование, например, на печах типа ЭШП-10 (НКМЗ) позволит за счет повышения производительности получить дополнительно 670 т качественной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1999 |
|
RU2163269C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2003 |
|
RU2241050C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА (ВАРИАНТЫ) | 2006 |
|
RU2332471C2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ПЛАВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ | 1996 |
|
RU2090636C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2260065C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2003 |
|
RU2233895C1 |
| Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава | 2019 |
|
RU2701698C1 |
| Расходуемый электрод | 1981 |
|
SU1082025A1 |
| Способ получения многослойных слитков методом электрошлакового переплава | 2021 |
|
RU2761192C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 2006 |
|
RU2328538C1 |

Использование: получение слитков переменного сечения методом электрошлакового переплава. Сущность изобретения: переплав осуществляют в кристаллизаторе переменного сечения. Электрод вращают с переменной скоростью. Скорость вращения электрода изменяют в момент заполнения нового сечения кристаллизатора пропорционально относительному изменению коэффициента его заполнения. 2 ил.
СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ПЕРЕМЕННОГО СЕЧЕНИЯ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ, включающий переплав расходуемого электрода в кристаллизаторе переменного сечения, отличающийся тем, что в процессе переплава электрод вращают с переменной скоростью, при этом изменение скорости вращения производят в момент заполнения металлом следующего сечения кристаллизатора пропорционально относительному изменению коэффициента его заполнения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электрошлаковые печи | |||
| Под ред | |||
| Патона Б.Е | |||
| и др | |||
| Киев, 1976, с.305-306. | |||
