Изобретение относится к литейному производству, в частности к методам и средствам выпуска расплава в процессе горизонтального непрерывного литья чугуна и может быть использовано на установках горизонтального непрерывного литья чугунных заготовок в условиях литейного цеха.
Известен способ смены металлоприемника совместно с заливочным устройством, включающий установку металлоприемника с кристаллизатором по литейной оси машины путем перемещения каждой опоры-цапфы металлоприемника, согласно которому после окончания литья механизмом поворота сливают остаток расплава, затем снимают металлоприемник вместе с заливочным устройством.
Недостатком известного способа является вынужденный простой за счет затрат времени на смену металлоприемника с заливочным устройством и установки кристаллизатора по литейной оси машины. Кроме того, при аварийной остановке линии в случае прорыва жидкого металла также требуются существенные затраты времени на смену металлоприемника, проведение чистки и установку его по оси машины.
Известен способ подготовки и смены емкости с жидким металлом в процессе непрерывного горизонтального литья биметаллических заготовок, включающий расположение внутри печи с жидким металлом для наружной части непрерывнолитой заготовки емкости с жидким металлом для сердцевины этой же заготовки, согласно которому после выработки металла сердцевины емкость извлекают из печи и подвергают очистке и при необходимости перефутеровке, и после сушки и спекания устанавливают снова в пространство печи.
Недостатком известного способа является вынужденный простой за счет затрат времени на очистку и перефутеровку емкости для жидкого металла сердцевины заготовки. Кроме того, в случае нарушения процесса непрерывного литья заготовки требуются также существенные затраты времени на смену емкости для расплава сердцевины, проведение чистки и установку ее в полости печи.
Наиболее близким по технической сущности к предлагаемому является способ ремонта и смены металлоприемника, включающий подготовку путем чередующихся выбивки и футеровки одновременно двух металлоприемников для непрерывного литья металла в специальных приямках, согласно которому очищенный металлоприемник покрывают новой футеровкой, и меняют местами с неподготовленным, который затем очищают от настылей, покрывают свежей футеровкой, а годготовленный металлоприемник транспортируют и выставляют по литейной оси линии, после чего закрепляют на монтажной плите.
Существенным недостатком известного способа являются вынужденные затраты времени в процессе одновременной подготовки обоих металлоприемников, когда линия непрерывного литья заготовок вынуждена стоять. Кроме того, при аварийной остановке линии, например, в случае прорыва жидкого металла, также требуются существенные затраты времени на демонтаж металлоприемника, транспортировку его в специальный приямок для ремонта, смену местами с годготовленным металлоприемником, транспортировку и установку последнего по литейной оси линии и, наконец, закрепление его на монтажной плите.
Цель изобретения сокращение простоев линии при переходе с одного профиля заготовки на другой, а также при аварийной остановке линии в случае прорыва жидкого металла.
Цель достигается тем, что согласно способу подготовки и смены металлоприемника на линии непрерывного горизонтального литья, включающему подготовку путем чередующихся выбивки и футеровки одновременно двух металлоприемников в специальных приямках, транспортировку и выставление подготовленного металлоприемника по литейной оси линии и закрепление на монтажной плите, предварительно устанавливают на монтажной плите вдоль оси вытягивания симметрично рабочему металлоприемнику второй металлоприемник с индивидуальным кристаллизатором, направленным в сторону, противоположную вытягиванию заготовки из первого металлоприемника, и при вынужденной остановке линии поворачивают плиту на 180о и продолжают процесс непрерывного литья.
Предварительной установкой на монтажной плите вдоль оси вытягивания симметрично рабочему металлоприемнику второго металлоприемника, обеспечивают существенное сокращение простоя линии при переходе с одного профиля заготовки на другой. Это достигается за счет быстрой смены вышедшего из строя металлоприемника, исключая время на его демонтаж, а также на транспортировку, установку на машине по литейной оси линии и закрепление на монтажной плите второго металлоприемника.
Установкой второго металлоприемника с индивидуальным кристаллизатором, направленным в сторону, противоположную вытягиванию заготовки из первого металлоприемника, обеспечивают непосредственную подготовку металлоприемника полностью к работе и быстрый ввод без потерь времени на его установку и центрирование по литейной оси линии.
Поворачивая плиту на 180о, обеспечивают ввод подготовленного второго металлоприемника в эксплуатацию без существенных потерь времени и продолжают выпуск расплава в кристаллизатор и вытягивание заготовки.
Сущность изобретения состоит в следующем. Подготовленный в специальном приямке путем чередующихся выбивки и футеровки один из двух металлоприемников предварительно транспортируют и выставляют по литейной оси линии, затем закрепляют на монтажной плите. Там же одновременно устанавливают вдоль литейной оси линии симметрично рабочему второй металлоприемник с индивидуальным кристаллизатором таким образом, что кристаллизатор направлен в сторону, противоположную вытягиванию заготовки из первого кристаллизатора. Металлоприемники подготовлены к непрерывной работе линии.
Вытяжку заготовки производят после выпуска расплава из металлоприемника в кристаллизатор и нарастания корочки требуемой толщины из рабочего металлоприемника. Причем второй металлоприемник не участвует в работе и стоит наготове, будучи резервным. При вынужденной остановке линии, например, в случае прорыва металла, оператор прекращает процесс вытяжки на короткое время, достаточное для поворота монтажной плиты на 180о. Теперь резервный металлоприемник занимает место рабочего так, что не требуется проведения установки кристаллизатора по литейной оси линии, и сокращая таким образом время смены.
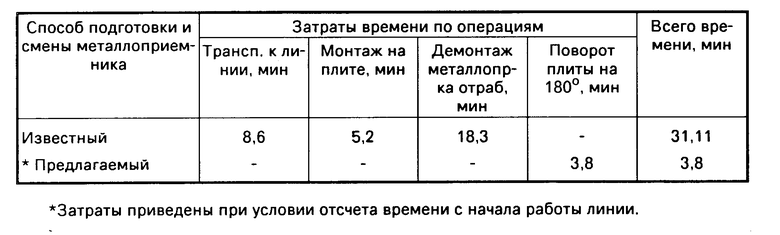
Затраты времени по операциям на подготовку и смену металлоприемников для сравнения приведены в таблице.
Из приведенных данных видно, что общее время на смену металлоприемника согласно предлагаемому способу существенно меньше и составляет 3,8 мин по сравнению с 26,11 мин по известному способу.
Использование изобретения позволяет сократить простоит линии более, чем в 7-8 раз за один цикл, что обеспечивает экономическую эффективность технического решения за счет более оперативного перехода работы линии с одного профиля заготовки на другой, а также за счет несущественных потерь времени на ликвидацию аварийных ситуаций в случае прорывов жидкого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
| Устройство для горизонтального непрерывного литья | 1980 |
|
SU921671A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2061577C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Способ непрерывного литья металлов и сплавов | 1981 |
|
SU988446A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ ТОНКОСТЕННЫХ ТРУБ | 1997 |
|
RU2133171C1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
Использование: литейное производство, в часности методы и средства выпуска расплава в процессе горизонтального непрерывного литья чугуна. Целью изобретения является сокращение простоев линии при переходе с одного профиля заготовки на другой, а также при аварийной остановке линии в случае прорыва жидкого металла. Сущность изобретения: согласно способу подготовки и смены металлоприемника на линии непрерывного горизонтального литья, включающему подготовку путем чередующихся выбивки и футеровки одновременно двух металлоприемников в специальных приямках, транспортировку и выставление подготовленного металлоприемника по литейной оси линии и закрепление на монтажной плите, предварительно устанавливают на монтажной плите вдоль оси вытягивания симметрично рабочему металлоприемнику второй металлоприемник с индивидуальным кристаллизатором, направленным в сторону, противоположную вытягиванию заготовки из первого металлоприемника, и при вынужденной остановке линии поворачивают плиту на 180°С и продолжают процесс непрерывного литья. 1 табл.
СПОСОБ ПОДГОТОВКИ И СМЕНЫ МЕТАЛЛОПРИЕМНИКА НА ЛИНИИ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, включающий подготовку путем чередования выбивки и футеровки одновременно двух металлоприемников с кристаллизаторами в специальных приямках, их транспортировку и замену рабочего металлоприемника с кристаллизатором путем установки нового подготовленного металлоприемника с кристаллизатором по литейной оси линии на монтажной плите, отличающийся тем, что замену рабочего металлоприемника с кристаллизатором осуществляют путем предварительной установки нового подготовленного металлоприемника с кристаллизатором симметрично рабочему металлоприемнику с установкой кристаллизатора в сторону, противоположную вытягиванию заготовки из рабочего металлоприемника при повороте монтажной плиты на 180o после остановки линии.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
