(54) УСТАНОВКА ДЛЯ ГОРИЗОНТАЛЬНОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Способ горизонтальной непрерывной разливки металлов | 1979 |
|
SU1107954A1 |
| Машина для горизонтальной непрерывной разливки металлов и сплавов | 1961 |
|
SU140176A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
Изобретение огносится к мегатшургии, конкретнее - к непрерывной разливке металлов и сплавов на установках горизонтального типа.
Известна установка для горизонгапьной непрерывной разливки метал; ов и сплавов, содержащая графитовый кристаллизатор вторичного охлаждения, тянущую клеть и приспособление для резки литой заготовки на мерные длины t.
Недостаток известной установки сравнительно низкое качество поверхности заготовки, обусловленное образованием наплывов металла в начале и конце шага периодической вытяжки (так называемая полосоватость заготовки). При этом в случае больших скоростей вытяжки при перегретой порции металла, залитого в металлоприемник, возможны обрывы заготовки при размывании поверхностей корочки и значительных усилиях выгягивания. Прорывы металпа обусловленны отсутствием обратной подачи заготовки
В кристаллизатор в конце периода вытяжки, которую в известном устройства невозможно осуществить с помощью одной клети.
Кроме того, в известных установках надрез заготовки осуществляют для мерного пореза или ломки либо вручную (дисковой пилой), либо абразивньш кругом, расположенным на прессе-ломателе, без учета кои)екции на выгягивание заготовки в прессе непрерывного литья.
Цель изобретения - повышение качества поверхносги непрерывно- штой заготовки, предупреждение обрыва ее при вытягивании.
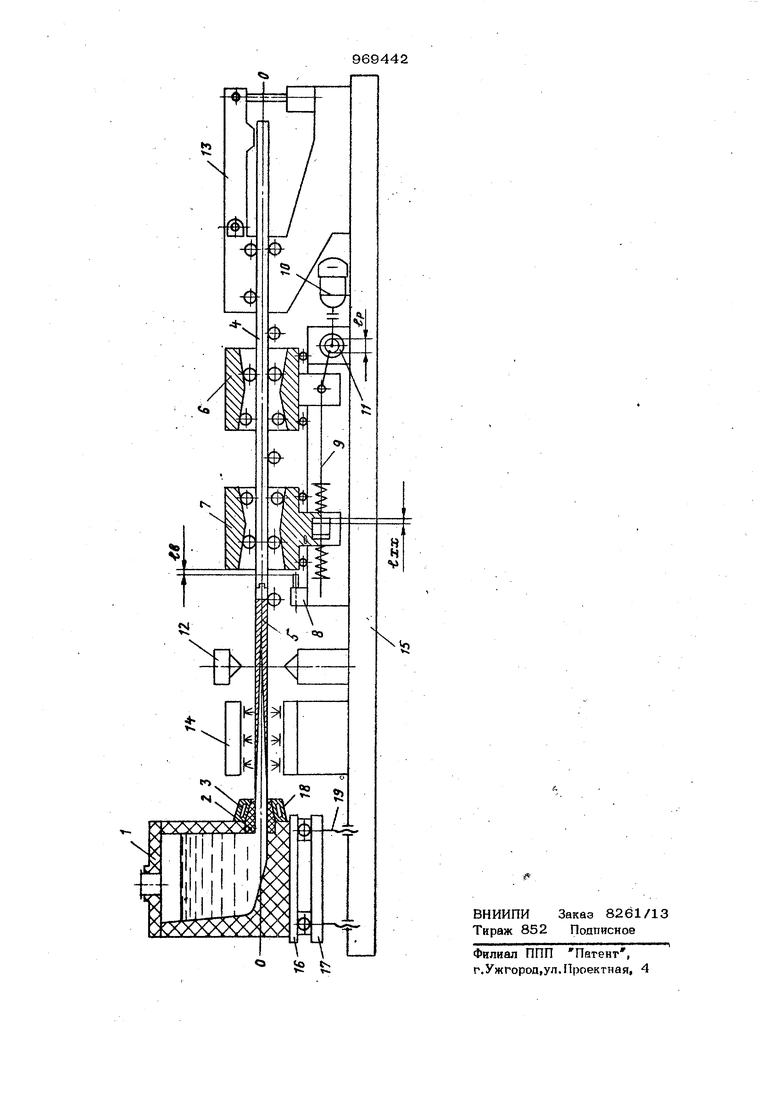
Поставленная цель достигается тем, что известная установка для горизонтальной непрерывной разливки металлов и сплавов, содержит металлоприемник, кристаллизатор, систему вторичного охлаждения, тянущее устройство и механизм отделения заготовки, снабжена винтовым механизмом ориентации, гянушее устройство выполнено в ввде двух последовательно установленных друг за другом клетей с общим кривошипно-шагунным приводным механизмом, а механизм отделения заготовки вьтолнен в виде узлов надреза и ломки, причем узел надреза установлен между системой вторичного охлаждения и тянущим устройством, а узел ломки установлен в конце технологической оси установки. На чертенсе показана установка, обший вид. Машина содержит металлоприемник I с кристаллизатором 2, снабженным охлаждающей рубашкой 3, из которого вытйгивают с помощью затравки 4 заготов;ку 5. Тянущее устройство выполнено из двух клетей 6 и 7 с .левым иправым кли новыми зажимами каждая, регулируемого упора 8, штанги 9 в виде подпружиненной поршневой пары, привода 10, и кривошипно-шатунного механизма II рабочего и возвратно-поступательного движения, первая клеть 6 подвижно соединена штангой 9. со второй клетью для передачи последней заданного обратного хода. Установка содержит Mexatm3M насеч ки 12 заготовки, установленный после зоны вторичного охлаждения, и механизм ломки 13 заготовок на мерные ,$шаы, а также устройство вторичного охлаждения 14. Металлоприемник установлен на раму 15 с немощью механизма ориентации состоящего из двух подвижных относитель но. рамы платформ 16 и 17, снабженных винтовыми парами 18 и 19 соответственн За счет конструкции тянущего устройства из двух гибкосвязанных клетей достигают обеспечения возвратно-поступательного движения заготовки в процессе прерывного ее вытягивания. При этом существенно повышается качество поверхности заготов вследствие исключения напрывов металла при остановках периодической вытяжки. Устройство работает следующим образом. Подготовленный к разливке чугуна металлоприемник устанавливают на платформах 16 и 17 механизма ориентации и выставляют винтовыми парами 18 и 19 строго по линейной оси 00 установки. Затем в тигель металлоприемника I периодически заливают металл раздаточнь0л ковшом, при этом расплав заполняет внуг рентою полость кристаллизатора 2. Непрерывная заготовка по мере формировани в кристаллизаторе вытягивается из него с помощью затравки 4 тянущим устройст96424 вом. привод 10 через кривошипно-шатунный механизм II сообщает поступательное движение заготовке 5 через левый клйновый зажим первой клети 6. При этом обе клети идут вперед, затем вторая клеть 7 упирается в выдвинутый упор 8 и останавливается. Первая клеть 6 продолжает идти вперед на величину рабочего хода Ер, а поршневая пара штанги 9 при движении первой клети выбирает зазор Холостого хода С хх, равный разности рабочего и возвратного хода Ер иL. При обратном ходе первая клеть идет.назад и тянет штангу 9с поршневой парой, При этом выбирается зазор холостого р чего второя клеть идет на величину возвратного хода, равдоро разности величин рабочего и хотос дро ходов, т.е.: 6.,-Cp-ev.v. Благодаря обеспечению предлагаемой Благопаоя обеспечению тэед конструкцией тянущего устройства возвратно-поступательного движения в начале шага периодической вытяжки заготовки, достигают предупреждения обрыва ее при вытягивании. При этом образования наплывов металла на поверхности заготовки не происходит, так как она подается на часть шага обратно в кристаллизатор и полосоватость исчезает, что сущест улучшает качество поверхности непрерывновитой заготовки. При следующих циклах периодического вытягивания заготовки из кристаллиза pa последовательность движения клегей 6 и 7 тянущего устройства повто-: ряегся-. В процессе вытягивания заготов подвижный механизм насечки 12 производит насечку заданного размера для последующего разделения на мерные дли а механизм ломки 13, установленный за второй клетью, производит ломку заготовки по выполненным насечкам. При этом достигают меха.низации операции разделения заготовки на мерные длины. Ожидаемый экономический эффект от внедрения установки в условиях литейного цеха за счет цовышенйя качества поверхности заготовки на 15-2О%, предупреждения обрыва ее при вытягивании и облегчения разделения на мерные длины составит не менее 70 тыс.руб в год. Формула изобретения Установка для горизонтальной непрерывной разливки металлов и сплавов, содержащая металлоприемник, кристаллизатор, систему вторичного охлаждения, тянущее усгройсгвр и механизм отделения заготовки, отличающаяся тем, что, с целью повышения качества поверхности непрерывно-литой заготовки, предупреждения обрыва ее при. вытягивании, она снабжена винтовым механизмом ориентации, тянущее устройство выполнено ,5 виде двух пос педова те пьно у с танов пенных кпетей с общим кривошипно-шатунным приводным механизмом,а механизм отделения
заготовки вьтолнен в виде узлов надреза и ломки, причем узел надреза установлен между системой вторничного охлаждения и тянущим устройством, а узе ломки установлен в конце технологической оси установки.
Источники информации, принятые во внимание при экспертизе
I, Авторское свидетельство СССР N9 14О176, кл. В22Б 11/14, 1961.
