Изобретение относится к порошковой металлургии, а именно к изготовлению фильтрующих элементов, применяемых для очистки газов в промышленности.
Известны способы изготовления металлокерамических изделий, в которых с целью повышения эффективности улавливания наиболее проникающих частиц пористую среду заполняют мелкодисперсным порошком.
Известен способ, при котором повышение эффективности улавливания фильтрующего изделия достигается получением равномерно распределенной пористости за счет заполнения пор заготовки суспензией мелкодисперсной фракции того же металлического порошка, ультразвуковой обработки под слоем жидкости и последующего припекания.
Однако изготовленное таким способом изделие не позволяет высокоэффективно очистить газ от механических и аэрозольных частиц размером менее микрона, кроме того, значительно увеличивается гидравлическое сопротивление пористой заготовки из-за глубокого проникновения частиц суспензии в поры изделия.
Известны способы изготовления фильтров с анизотропной структурой. Такая структура может быть сформирована различными приемами.
В одном случае поры поверхностного слоя изделия заполняют пастой, состоящей из мелкодисперсного порошка материала заготовки и связующей добавки, которую наносят с помощью эластичного ролика, установленного под углом к направлению его перемещения, в другом заполнение пор проводится путем внедрения суспензии вращающимися щетками со стороны рабочей поверхности изделия.
В этих случаях изделие сохраняет высокую проницаемость за счет тонкого селективного слоя на поверхности пористой заготовки.
Тем не менее данными способами не удается полностью устранить дефекты на поверхности пористой заготовки в виде трещин, раковин, что в конечном итоге не позволяет решить задачу высокоэффективного обеспыливания газа от аэрозольных частиц в субмикронном диапазоне размеров ( <1 мкм).
Наиболее близким к предлагаемому способу является способ изготовления фильтрующего элемента анизотропной структуры.
Формирование селективного слоя по этому способу производят путем помещения пористой заготовки в контейнер с мелкодисперсной фракцией порошка того же металла, последующего пропускания через нее газового потока с заданными расходными характеристиками и дальнейшего спекания сформированного слоя порошка.
Способ позволяет создать фильтрующий элемент анизотропной структуры для очистки газов с эффективностью улавливания по частицам с размером 0,1-0,2 мкм не более 97% однако из-за глубокого проникновения в поры мелкодисперсной фракции порошка сопротивление изделия достаточно высоко.
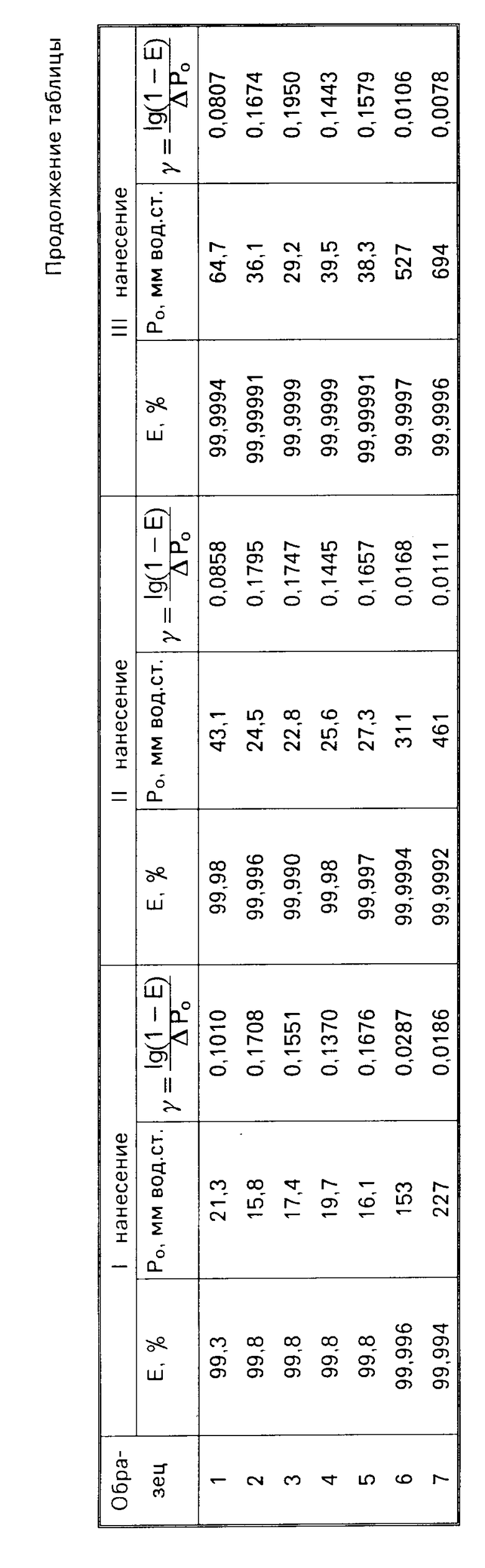
Таким образом, известные фильтрующие элементы, сформированные из порошков, имеют низкий коэффициент качества γ=-lg(1-Е)/ Δ Ро, где Е эффективность улавливания наиболее проникающих частиц;
Δ Ро сопротивление материала при скорости фильтрации газ 1 см/с.
Задача изобретения повышение коэффициента качества фильтрующего элемента, т. е. увеличение эффективности улавливания аэрозольных частиц микронного и субмикронного размеров, а также уменьшение сопротивления фильтрующего элемента потоку газа.
Для этого в способе изготовления спеченных пористых изделий, включающем формирование и спекание заготовки из металлического порошка, нанесение на рабочую поверхность заготовки порошка того же материала и повторное спекание, формирование селективного слоя производят путем чередующихся не менее трех раз операций нанесения и спекания селективного слоя, а операцию нанесения производят путем профильтровывания через заготовку суспензии, содержащей смесь дисперсного металлического и ультрадисперсного керамического порошков. При этом металлический порошок берут со средним размером частиц (dср), равным 0,1-1 среднего диаметра пор заготовки (dпор), а керамический размером 0,1-0,01 мкм. При этом масса керамического порошка составляет 0,01-10% от массы металлического порошка.
Неоднократное чередование операций нанесения и спекания позволяет значительно снизить дефектность структуры селективного слоя, во-первых, за счет внедрения порошка при нанесении последующего слоя в локальное дефекты нанесенного и спеченного предыдущего слоя, во-вторых, при послойном формировании происходит взаимное перекрытие локальных дефектных мест обоих слоев, что обеспечивает высокое качество изделия в целом.
Применение металлического порошка с предлагаемым средним размером частиц позволяет избежать глубинного проникновения этого порошка в структуру заготовки, в результате чего проницаемость самой заготовки изменяется незначительно. А применение ультрадисперсного керамического порошка в предлагаемой пропорции, обеспечивает увеличение активной поверхности фильтрующего слоя и, кроме того, стабилизирует процесс спекания путем ликвидации дефектов, возникающих из-за образования крупных агломератов при спекании порошка.
Согласно предлагаемому способу из никелевого порошка со средним размером частиц 25 мкм методом прессования и последующего спекания в восстановительной среде (водороде) при 1100+50оС были изготовлены заготовки двух видов: плоские и трубчатые.
Характеристики заготовок.
1. Плоский фильтрующий элемент: Диаметр 80 мм Толщина 2 мм Средний диаметр пор (dn) 13 мкм Удельное сопротив- ление заготовки по- току воздуха при ско- рости потока 1 см/с ( ΔРо) 14 мм вод.ст. Эффективность улав- ливания частиц d≥0,15 мкм 89,0% 2. Трубчатый фильт- рующий элемент: Внешний диаметр 40 мм Толщина стенки 3 мм Длина фильтрую- щего элемента 80 мм Средний диаметр пор (dn) 16 мкм Удельное сопротив- ление (ΔРо) 12 мм вод.ст. Эффективность улавливания частиц d≥0,15 мкм 87%
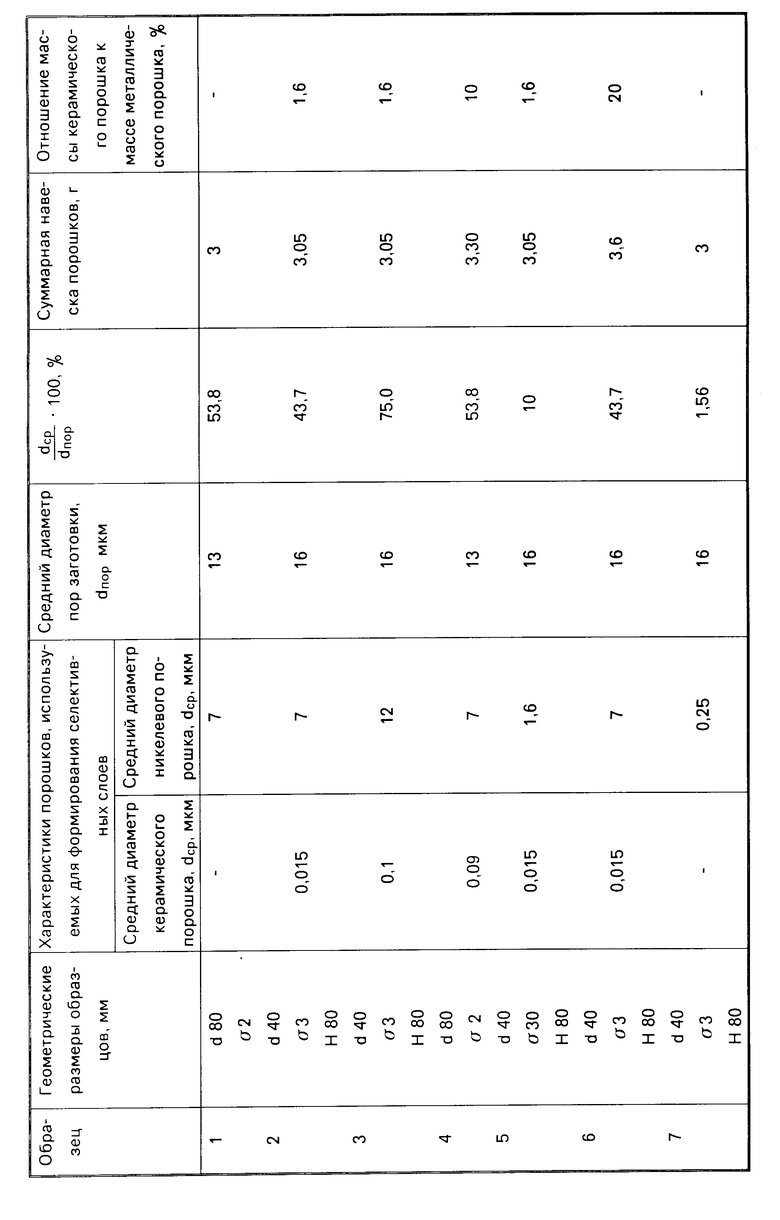
Для формирования селективного слоя использовались никелевые порошки со средними размерами частиц (dср) 12 мкм, 7 мкм, 1,6 мкм и 0,25 мкм; порошки окиси алюминия 0,1 мкм, 0,015 мкм; порошок окиси титана 0,09 мкм.
Для нанесения селективного слоя готовилась спиртовая суспензия, содержащая смесь никелевого и керамического порошков, взятая в определенном соотношении, после чего формирование селективного слоя производилось путем чередования операций нанесения и спекания. Общее количество чередований операций равно 3. Операция нанесения селективного слоя производилась за счет вакуумного прососа приготовленной суспензии через фильтрующий элемент, а операция спекания осуществлялась при 960±20оС в атмосфере водорода.
Оценка эффективности улавливания частиц, изготовленных по предлагаемому способу образцов, проводилась на частицах, содержащихся в воздухе помещения, с помощью лазерного оптического счетчика ЛАС-007, измеряющий частицы размером не менее 0,15 мкм.
Результаты испытаний фильтрующих элементов приведены в таблице.
Анализ данных, представленных в таблице (образцы 1-5) показывает, что сформированные данным способом пористые изделия обладают высокой эффективностью улавливания частиц d≥0,15 мкм, низким удельным сопротивлением газовому потоку (мм вод.ст.), высоким коэффициентом качества (γ>0,1).
Оптимальные пористые структуры (образцы 1-5) по перечисленным выше параметрам формируются только при следующих условиях.
Чередование операций нанесения и спекания необходимо осуществлять не менее трех раз (образец 1), поскольку при формировании селективного слоя при первом нанесении на его поверхности образуются дефекты в виде трещин и раковин, которые постепенно исчезают при повторении этих операций.
Фильтрующий элемент анизотропной структуры, селективный слой которого сформирован из никелевого порошка со средним размером частиц, меньше 0,1 среднего диаметра пор заготовки (dпор) (образец 7), при достаточно высокой эффективности улавливания (Е) имеет большое сопротивление потоку воздуха (Ро) и, как следствие, очень низкий коэффициент качества ( γ).
При использовании никелевого порошка с размером частиц более 1 среднего диаметра пор заготовки наблюдается плохая припекаемость порошка как к заготовке, так и порошинок между собой при температуре до 900оС. Увеличение же температуры >900оС приводит не только к повышению механической прочности изделия, но и к уменьшению его фильтрующих характеристик из-за появления крупных (дефектных) пор.
Для получения оптимальной анизотропной структуры фильтрующего элемента для формирования селективного слоя необходимо использовать никелевый порошок со средним размером частиц 0,1-1 среднего диаметра пор заготовок (образцы 1-5).
Согласно предлагаемому техническому решению средний размер частиц керамического порошка должен быть равным 0,01-0,1 мкм (образцы 2-5). Это обусловлено тем, что использование керамических порошков с размером частиц менее 0,1 мкм экономически не целесообразно из-за их дороговизны и больших потерь при нанесении за счет проскока частиц порошка через заготовку с потоком жидкости при вакуумном прососе. В то же время применение керамических порошков с размером частиц более 0,1 мкм приводит к низкой механической прочности селективного слоя после проведения очередного спекания (порошок с селективного слоя ссыпается при незначительных усилиях).
Масса керамического порошка в механической смеси порошков на основании заявляемого технического решения должна составлять 0,01-10% от массы металлического порошка. Экспериментальным путем было установлено, что при массе керамического порошка менее 0,01% массы металлического порошка нанесенный селективный слой обладает аналогичными характеристиками и свойствами, что и слой, сформированный из одного металлического порошка (аналогично свойствам образца 1). При использовании навески керамического порошка более 10% от массы металлического порошка (образец 6) изготовленное изделие обладает низким коэффициентом качества (не удовлетворяющим требованиям поставленной задачи) из-за большого удельного сопротивления.
Способ изготовления спеченных изделий позволяет создать фильтры, обладающие высокой эффективностью улавливания, низким сопротивлением газовому потоку, а также высоким показателем коэффициента качества (образцы 2-5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2320740C2 |
| Способ изготовления трубчатых фильтрующих элементов | 2018 |
|
RU2699492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1992 |
|
RU2040831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНЫХ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ | 1993 |
|
RU2080694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАДМИЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140121C1 |
| КАТАЛИЗАТОР КАТОДА ТОПЛИВНОГО ЭЛЕМЕНТА НА ОСНОВЕ ЗОЛОТА | 2001 |
|
RU2220479C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНОНИКЕЛЕВОГО ЭЛЕКТРОДА ДЛЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1999 |
|
RU2176425C2 |
| КАТАЛИЗАТОР КИСЛОРОДНОГО ЭЛЕКТРОДА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА СО ЩЕЛОЧНЫМ ЭЛЕКТРОЛИТОМ | 1997 |
|
RU2136081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 2003 |
|
RU2264002C2 |
Изобретение относится к порошковой металлургии, в частности к изготовлению фильтрующих элементов анизотропной структуры, применяемых для очистки газов в промышленности. Сущность изобретения: способ включает формирование грубопористой заготовки из металлического порошка, ее спекание, создание селективного слоя путем заполнения пор заготовки со стороны рабочей поверхности металлическим порошком с последующим припеканием его к заготовке. Формирование селективного слоя производят путем чередующихся, по крайней мере три раза, операций нанесения и спекания, при этом операцию нанесения осуществляют профильтровыванием через заготовку суспензии, содержащей смесь из дисперсного металлического и ультрадисперсного керамических порошков, определенного состава и размера частиц. 2 з. п. ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU411958A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

