Изобретение относится к электротехнической промышленности и может быть использовано в производстве щелочных аккумуляторов с безламельными электродами.
Известны способы изготовления окисно-никелевых электродов щелочного аккумулятора (см. [1] - Патент РФ N 2080694, H 01 М 4/80, 10/28, приоритет 07.07.93) путем пропитки пористой спеченной никелевой основы в растворе азотнокислого никеля, сушки на воздухе, обработки в растворе щелочи, промывки в воде и сушки. Перечисленные операции повторяют несколько раз до заполнения основы необходимым количеством активной массы (гидроксида никеля), после чего производят пропитку в растворе азотнокислого кобальта, сушат на воздухе, обрабатывают в растворе щелочи, промывают и сушат. После завершения операции пропитки электроды подвергают электрохимической очистке, которая заключается в проведении от одного до нескольких циклов "заряд-разряд" в щелочном электролите с последующей промывкой в воде и сушкой и имеет целью формирование структуры активной массы и удаление из нее нежелательных примесей, в том числе азотсодержащих соединений, например нитратной группы, которая ухудшает электрические характеристики аккумуляторов при циклировании и повышает саморазряд при хранении их в заряженном состоянии.
Недостатком известного способа является то, что при формировании и последующем циклировании происходит разбухание электродов, имеют место случаи нарушения их целостности (трещины, осыпание активной массы, вздутия, отслоения губчатых слоев от подложки) и даже полного разрушения.
В качестве прототипа выбран способ изготовления окисно-никелевых электродов (см. [2] - Способ изготовления никелевых электродных пластин щелочного аккумулятора. Япония, 62-290059, МКИ H 01 М 4/26, заявл. 09.06.86, 4/28, опубл. 16.12.87), характеризующийся тем, что после заполнения пористой спеченной никелевой основы необходимым количеством активной массы путем пропитки в растворе азотнокислого никеля, сушки, обработки в растворе щелочи, промывки и сушки, электроды вначале подвергают термообработке при температуре 180-230oC, а затем формированию в режиме "заряд-разряд" током 1-15 Cн А с сообщением электродам зарядной емкости 1,0-2,5 Cн А•ч, где Cн - номинальная емкость электродов в А•ч.
Недостатком способа является большая трудоемкость процесса изготовления электродов и повышенный расход материалов из-за проведения операции формирования.
Заявляемый способ позволяет решить задачу снижения трудоемкости изготовления и сокращения расхода материалов без ухудшения характеристик электродов.
Решение поставленной задачи достигается тем, что в известном способе изготовления окисно-никелевых электродов, включающем заполнение пористой спеченной никелевой основы необходимым количеством активной массы путем пропитки ее в растворе азотнокислого никеля, сушки, обработки в растворе щелочи, промывки и сушки и термообработку, согласно заявляемому техническому решению, термообработку производят по режимам, обеспечивающим потерю массы электрода от 1 до 10%, которую вычисляют из выражения
где K - потеря массы электрода при термообработке, M0, M1 и M2 - масса электрода соответственно до пропитки, после пропитки и после термообработки.
Предлагаемый способ позволяет изготавливать окисно-никелевые электроды, не разбухающие при циклировании, поскольку в них резко замедляется образование γ-фазы моногидроксида никеля, ответственной за разбухание, что обеспечивает снижение брака электродов и повышение ресурса аккумуляторов. При этом обеспечивается удаление из активной массы электродов азотсодержащих соединений, в частности нитратной группы, и соответственно сохранность заряда аккумуляторов при их длительном бездействии в заряженном состоянии. Кроме того, отмена операции формирования позволяет изготавливать электроды, свободные от остаточной заряженности, что является весьма важным с точки зрения работы герметичного аккумулятора.
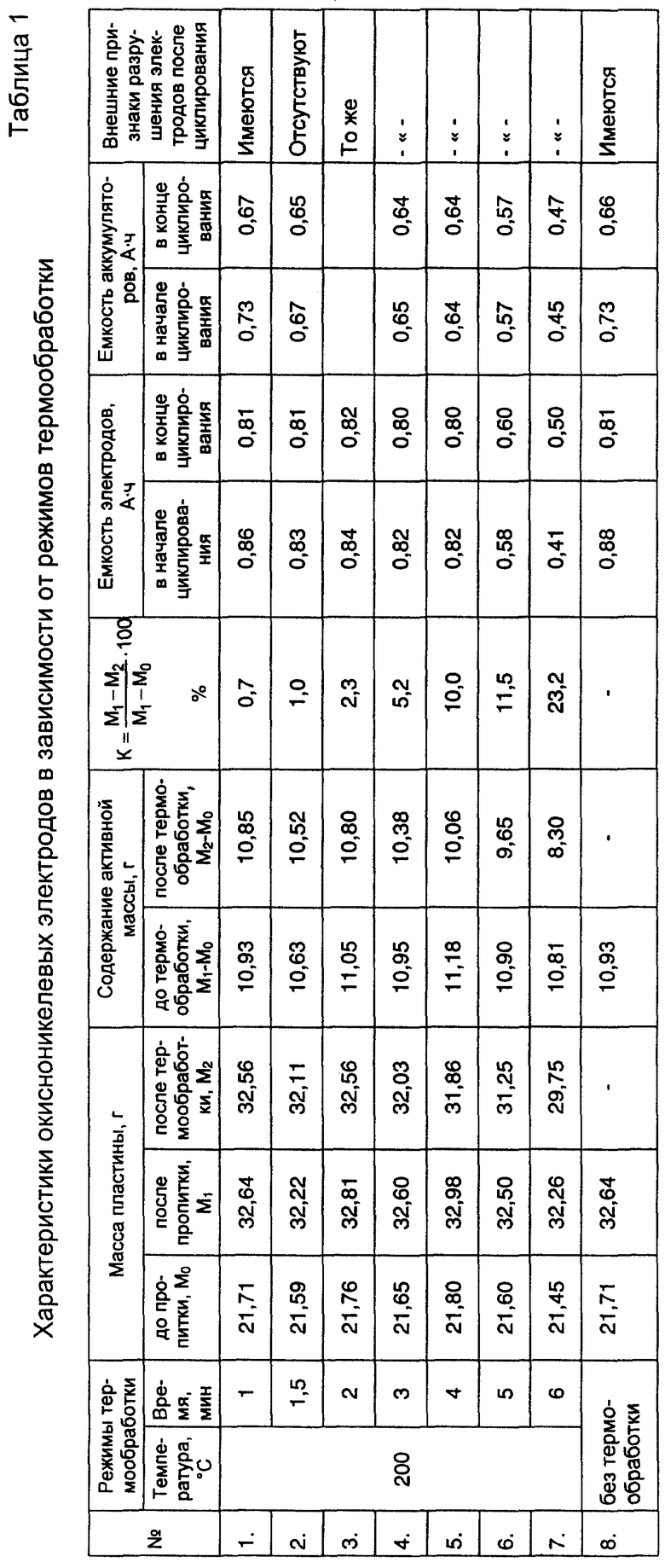
В табл. 1 приведены результаты работ по экспериментальному обоснованию выбранных режимов изготовления окисно-никелевых электродов по предлагаемому способу. Работы проводились с электродными заготовками (пластинами) размером (164х82х0,56) мм. Термообработка производилась в атмосфере водорода при температуре 200oC. Из обработанных пластин вырубались электроды размером (82х41)мм. Испытании электродов производились циклированием в режиме "заряд током 80 мА в течение 16 часов - разряд током 160 мА до напряжения 1В относительно кадмиевого электрода". Всего проводилось 12 циклов "заряд-разряд". Часть вырубленных из пластин электродов была использована для сборки никель-кадмиевых герметичных цилиндрических аккумуляторов типа KRM 15/51 (НКГЦ-0,5). Аккумуляторы комплектовались кадмиевыми электродами размером (110х41х0,48) мм; электродная основа для них изготавливалась так же, как и для окисно-никелевых электродов, пропитка производилась в водном растворе азотнокислого кадмия с последующей обработкой в растворе щелочи. Циклирование аккумуляторов проводилось в режиме "заряд током 70 мА 16 часов - разряд током 140 мА до конечного напряжения 1В". Всего было проведено 25 циклов "заряд-разряд". Для удобства рассмотрения в таблице представлены значения емкости электродов и аккумуляторов на первом и последнем циклах. После завершения испытаний циклированием электроды были промыты водой и высушены и подвергнуты внешнему осмотру; результаты осмотра также приведены в таблице. Для сравнения в таблице представлены характеристики электродов, не подвергнутых термообработке (см. табл. 1, оп. 8).
Как следует из таблицы, исходные (не подвергнутые термообработке) электроды (оп. 8), а также электроды, обработанные до потери массы менее 1% (оп. 1), характеризуются достаточно высокой емкостью; этим же отличаются и укомплектованные ими аккумуляторы; однако на таких электродах после циклирования обнаружены признаки разрушения (трещины, вздутия, отслоения губчатых слоев от подложки, являющиеся следствием разбухания. Кроме того, электроды, как и собранные на их базе аккумуляторы, не отличаются высокой стабильностью емкости при циклировании. Электроды, обработанные до потери массы более 10%. (оп. 6, 7), характеризуются высокой механической прочностью, при циклировании не разбухают, на их поверхности после испытаний не обнаружено каких-либо признаков разрушения, однако они, как и аккумуляторы на их основе, имеют низкую емкость, хотя она в процессе циклирования даже несколько возрастает.
Термообработка по режимам, обеспечивающим потерю массы от 1 до 10% (оп. 2-5), позволяет изготавливать электроды с требуемыми характеристиками. Они, как и укомплектованные ими аккумуляторы, имеют высокую разрядную емкость, практически не падающую при циклировании, после которого не было обнаружено каких-либо признаков разрушения.
Пример 1. Из электродной основы с пористостью 69%, изготовленной методом двустороннего нанесения на полученную прокатом никелевого порошка ленту-подложку пористостью 9% и толщиной (40±3) мкм пасты, состоящей из никелевого порошка с размером частиц 2,9 мкм, порообразователя и связующего, с последующей сушкой и спеканием, вырезали электродные пластины размером (164х82х0,56) мм. Пластины подвергали пропитке в водном растворе азотнокислого никеля по режиму: выдержка в растворе соли плотностью (1,65±0,01) г/см3 при температуре (75±5)oC в течение 2 часов, сушка на воздухе два часа, выдержка в растворе гидроксида калия плотностью (1,20±0,01) г/см3 при температуре (60-80)oC в течение 1 часа, промывка водой, сушка на воздухе. После проведения четырех циклов пропитки, когда привес активной массы достиг величины 1,4 г/см3, пластины были подвергнуты одному циклу пропитки в водном растворе азотнокислого кобальта по режиму: выдержка в растворе соли плотностью (1,35-1,40) г/см3 при температуре (18-30)oC в течение 1 часа, сушка на воздухе 2 часа, выдержка в растворе гидроксида калия плотностью (1,20±0,01) г/см3 при температуре (18-30)oC в течение 1 часа, промывка водой, сушка на воздухе. Суммарный привес активной массы составил 1,5 г/см3.
Основная часть электродных пластин после завершения пропитки была обработана в туннельной печи с длиной муфеля 1,7 м, снабженной конвейерной лентой для укладки пластин с регулируемой скоростью движения, при температуре 200oC в воздушной атмосфере, общее время термообработки составило 8 мин, потеря массы в результате термообработки 1,4%.
Часть термоообработанных электродных пластин была использована для изготовления электродов по способу прототипа, для чего пластины были подвергнуты формированию в щелочном электролите в режиме "заряд током 1 Сн А (3,5 А на одну пластину) в течение 1,5 часов - разряд током такой же величины до напряжения 0,9 В относительно кадмиевого электрода"; всего было проведено 3 цикла, после чего пакеты с пластинами были разобраны, пластины промыты водой и высушены. Толщина пластин в результате формирования ускоренным режимом осталась неизменной, каких-либо признаков разрушения обнаружено не было.
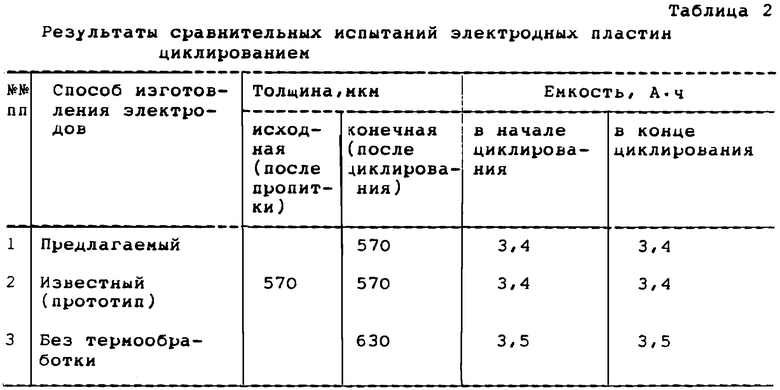
Все три типа пластин (исходных, т.е. не подвергнутых термообработке, термообработанных и термообработанных с последующим формированием) были испытаны циклированием в режиме "заряд током 700 мА (0,2 Сн А) в течение 7,5 часов - разряд током такой же величины до напряжения 1В относительно кадмиевого электрода". Всего было проведено 15 циклов. Результаты циклирования представлены в табл. 2.
Видно, что пластины вне зависимости от способа изготовления имеют практически одинаковую емкость, устойчивую в процессе циклирования. Толщина термообработанных пластин при циклировании не изменилась, тогда как толщина исходной (не термообработанной) увеличилась на 10%.
Таким образом, предлагаемый способ позволяет изготавливать окисно-никелевые электроды, не уступающие по своим характеристикам аналогичным изделиям, изготовленным известным способом.
Из термообработанных пластин обоих вариантов были вырублены электроды размером (82х41) мм и на их основе собраны никель-кадмиевые герметичные цилиндрические аккумуляторы типа ККМ 15/51.
Аккумуляторы комплектовались кадмиевыми электродами размером (110х41х0,46) мм; электродная основа для них изготавливалась так же, как и для окисно-никелевых электродов. Электроды подвергали пропитке в водном растворе азотнокислого кадмия плотностью (1,65±0,02) г/см3, после сушки на воздухе обрабатывали водным раствором едкого кали, промывали водой и сушили; всего проводили 7 циклов пропитки; суммарный удельный привес активной массы при этом составил 2,0 г/см3. Электроды формировали в щелочном электролите проведением двух циклов "заряд током 300 мА в течение 6 часов - разряд током такой же величины до напряжения 0,9В относительно окисно-никелевого электрода", промывали водой и сушили на воздухе.
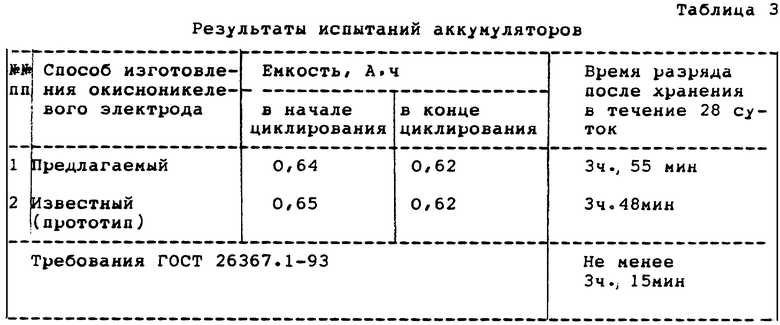
В качестве сепаратора для сборки аккумуляторов использовался полиамид-22А. Заправка аккумуляторов осуществлялась водным раствором гидроксида калия плотностью 1,32 г/см3 в объеме 1,6 см3. Аккумуляторы были испытаны циклированием по режиму "заряд током 60 мА в течение 16 часов - разряд током 120 мА до конечного напряжения 1В" (всего было проведено 25 циклов) и на сохранность заряда в соответствии с ГОСТ 26367.1-93 (разряд током 120 мА до напряжения 1В после хранения в заряженном состоянии в течение 28 суток при разомкнутой цепи и температуре 20oC).
Результаты испытаний представлены в табл. 3.
Как видно из таблицы, предлагаемый способ изготовления окисно-никелевого электрода обеспечивает высокие электрические характеристики аккумуляторов и стабильность их при циклировании, а также сохранность заряда при длительном хранении аккумуляторов в заряженном состоянии, что свидетельствует об удалении из активной массы нежелательных примесей путем термообработки, без проведения дополнительной операции формирования электродов.
Применение способа термообработки и отмена операции формирования в режиме "заряд-разряд" в щелочном электролите позволяет механизировать процесс изготовления электродов, существенно снизить трудоемкость их производства, сократить расход щелочи и дистиллированной или очищенной воды.
Расчеты показывают, что при изготовлении, например, 1000 окисно-никелевых электродов для аккумуляторов KRM 15/51 предлагаемым способом достигается экономия 0,04 м3 водного раствора едкого калия и 0,5 м3 очищенной воды; кроме того, отменяется необходимость включения в работу одного формировочного стенда с круглосуточным обслуживанием.
Источники информации
1. Патент РФ N 2080694, H 01 M 4/80, 10/28, приоритет 07.07.93.
2. Способ изготовления никелевых электродных пластин щелочного аккумулятора. Япония, 62-290059, МКИ H 01 M 4/26,4/28, заявл. 09.06.86, опубл. 16.12.87.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАДМИЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА С ОКИСНО-НИКЕЛЕВЫМ ПОЛОЖИТЕЛЬНЫМ И КАДМИЕВЫМ ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДАМИ | 2004 |
|
RU2280298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 2003 |
|
RU2264002C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНЫХ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ АККУМУЛЯТОРОВ | 1993 |
|
RU2080694C1 |
| СПОСОБ ПОДГОТОВКИ К ПРОПИТКЕ ЭЛЕКТРОДНЫХ ОСНОВ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ДЛЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 2000 |
|
RU2168803C1 |
| ГЕРМЕТИЧНЫЙ НИКЕЛЬ-КАДМИЕВЫЙ АККУМУЛЯТОР | 1999 |
|
RU2168810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ ОСНОВЫ БЕЗЛАМЕЛЬНОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 2004 |
|
RU2291522C2 |
| ВОДОРОДСОРБИРУЮЩИЙ СПЛАВ ДЛЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА НИКЕЛЬ-МЕТАЛЛГИДРИДНОГО АККУМУЛЯТОРА | 2001 |
|
RU2214023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКИСНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ДЛЯ НИКЕЛЬ-ЦИНКОВОГО АККУМУЛЯТОРА | 2014 |
|
RU2543057C1 |
Изобретение относится к электротехнической промышленности и может быть использовано в производстве щелочных аккумуляторов с безламельными электродами. Способ изготовления окисно-никелевого электрода щелочного аккумулятора, включающий заполнение пористой спеченной никелевой основы необходимым количеством активной массы путем пропитки ее в растворе азотнокислого никеля, сушки, обработки в растворе щелочи, промывки и сушки и термообработку, причем термообработку производят по режимам, обеспечивающим потерю массы электрода от 1 до 10%, которую вычисляют из выражения К=[(М1-М2)/(М1-М0)] •100%, где К - потеря массы электрода при термообработке, М0, М1 и М2 - масса электрода соответственно до пропитки, после пропитки и после термообработки. Изобретение позволяет снизить трудоемкость изготовления и сокращение расхода материалов. 1 з. п. ф-лы, 3 табл.
где К - потеря активной массы электрода при термообработке;
М0 - масса электродной основы;
М1, М2 - масса электрода соответственно после пропитки и после термообработки.
| Способ изготовления окисно-никилевого металлокерамического электрода щелочного аккумулятора | 1973 |
|
SU629564A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 3822539 A1, 11.01.1990 | |||
| МОДУЛЬ КОМПЛЕКТНО-БЛОЧНОЙ ЭЛЕКТРОПОДСТАНЦИИ | 1997 |
|
RU2115216C1 |

