Изобретение относится к металлургии, в частности к разработке способа получения алюминиевого сплава, легированного железа для прокатки фольги.
Известен способ получения алюминиевых сплавов, в котором с целью получения заданного состава легирующих компонентов в сплаве их вводили в расплав в виде алюминиевой лигатуры, содержащей 6-11 мас. легирующего компонента.
Известен также способ получения алюминиевого сплава для прокатки фольги. Способ включает в себя приготовление расплава алюминия, перегрев расплава до 720-760оС, введение легирующих компонентов и получение литой заготовки в виде слитков или рулонной бесслитковой заготовки.
Известный способ не обеспечивает равномерного распределения железа в расплаве при получении слитковой и, особенно, бесслитковой заготовок. Неравномерность химического состава приводит к нарушению стабильности механических свойств полуфабрикатов по длине рулона, полученного из литой заготовки и нарушению стабильности механических и эксплуатационных характеристик фольговых материалов.
Технический результат изобретения повышение стабильности химического состава сплава, повышение стабильности механических свойств фольговой заготовки и снижение трудозатрат при получении алюминиево-железистого сплава.
Для этого в способе получения алюминиево-железистого сплава для прокатки фольги, включающем приготовление расплава алюминия, перегрев расплава, легирование расплава железом и получение литой заготовки, перегрев расплава осуществляют до 770-800оС, легирование проводят путем введения в расплав железа в виде пластин, плакированных с двух сторон алюминием, таким образом, что отношение массы алюминия, плакирующего железные пластины, к массе железа в пластинах составляет 1/68-1/26, причем общая масса железных пластин с двух сторон плакированных алюминием, вводимых в расплав алюминия, превышает содержание железа в сплаве на 1,4-3,8%
В качестве железной основы пластин, с двух сторон плакированных алюминием, используют низкоуглеродистые марки стали.
Использование предлагаемого способа позволяет получить стабильный химический состав сплава в литом изделии (слитке), обеспечивает снижение трудозатрат за счет устранения необходимости приготовления лигатуры и обеспечивает высокую стабильность при прокатке фольги за счет равномерности механических свойств фольговой заготовки, полученной из приготовленного по предложенной технологии сплава.
Параметры разработанного способа определяются следующим.
Перегрев расплава алюминия до 770-800оС обеспечивает растворение легирующей добавки в расплаве, равномерное распределение железа по объему расплава и тормозит ликвацию железа в расплаве. При снижении температуры расплава до температуры ниже 770оС растворение легирующей добавки ухудшается за счет недостаточной температуры, легирующие добавки растворяются не в полном объеме даже при длительных выдержках расплава, что приводит к необоснованному расходу энергоносителей и легирующей добавки, а также удлиняет технологический цикл производства.
При подъеме температуры расплава выше 800оС начинается интенсивное насыщение расплава водородом, приводящее к снижению качества получаемой фольги. При этом не происходит ускорения растворения легирующей добавки и, следовательно, повышенный расход энергоносителей, необходимый для повышения температуры расплава экономически неоправдан.
В качестве легирующего материала используют железные пластины, с двух сторон плакированные алюминием. Использование железных пластин с односторонним плакированием нежелательно, так как растворение железа в расплаве алюминия происходит неравномерно. Часть легирующего материала оседает на дно расплава, а области расплава, контактирующие с неплакированной поверхностью пластин, обогащаются железом, приводя к неравномерности химического состава получаемого слитка. Двустороннее плакирование служит своего рода затравкой, способствующей равномерному растворению железа в расплаве алюминия. При этом, отношение массы алюминия, плакирующего железные пластины, к массе железа в пластинах составляет 1/68-1/26.
Такое соотношение массы алюминия, плакирующего железные пластины, к массе железа в пластинах возможно при использовании пластин толщиной 0,1-0,4 мм. При этом использование отношения более 1/68 снижает эффективность растворения железа из-за роста толщины пластин. В этом случае уменьшается равномерность распределения железа по объему расплава и литого слитка. При использовании легирующего материала с соотношением массы алюминия, плакирующего железные пластины, к массе железа менее 1/26, повышается объем используемого материала и увеличиваются трудозатраты при введении легирующего компонента, и тем самым снижается эффективность использования предлагаемого способа.
Поскольку в вводимом в расплав алюминия материале содержится алюминий, то масса железных пластин с двух сторон, плакированных алюминием, вводимых в расплав алюминия, превышает содержание железа в сплаве на 1,4-3,8 мас. При снижении массы вводимого в расплав материала менее 1,4 мас. приводит к занижению содержания железа в сплаве, а введение в расплав алюминия легирующего материала более 3,8 мас. содержание железа приводит к превышению содержания железа выше необходимого.
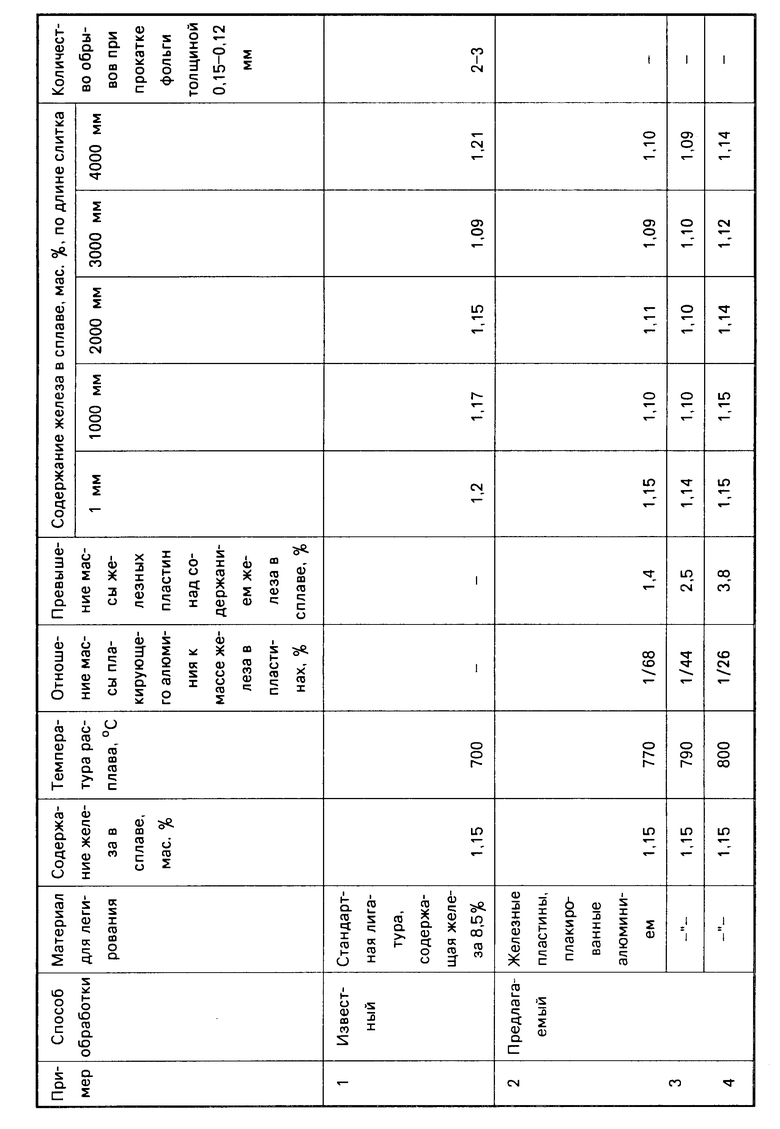
Предлагаемый способ использовали при отливке плоских слитков сплава АЖ-1 с содержанием железа 0,95-1,15 мас. Исходными компонентами при выплавке сплава служили алюминий марки А6 (ГОСТ 11069-74) и легирующий компонент в виде пластин стали 08КП толщиной 0,1-0,25 и 0,4 мм. Плавку осуществляли в печи ОП-2 в производственных условиях АО "Фольгопрокатный завод". После расплавления алюминия марки А6, температуру расплава доводили до 770-800оС и вводили легирующий компонент. После перемешивания расплав рафинировали флюсом, снимали шлак, отбирали контрольные пробы на химический анализ и переливали расплав в миксер. Из миксера расплав разливали в слитки на литейной машине ПН-2. В процессе литья слитков проводили отбор проб на содержание железа в сплаве. Для сравнения отливали слитки сплава АЖ-1 с введением в расплав алюминия марки А6 стандартной лигатуры, содержащей 8,5 мас. железа.
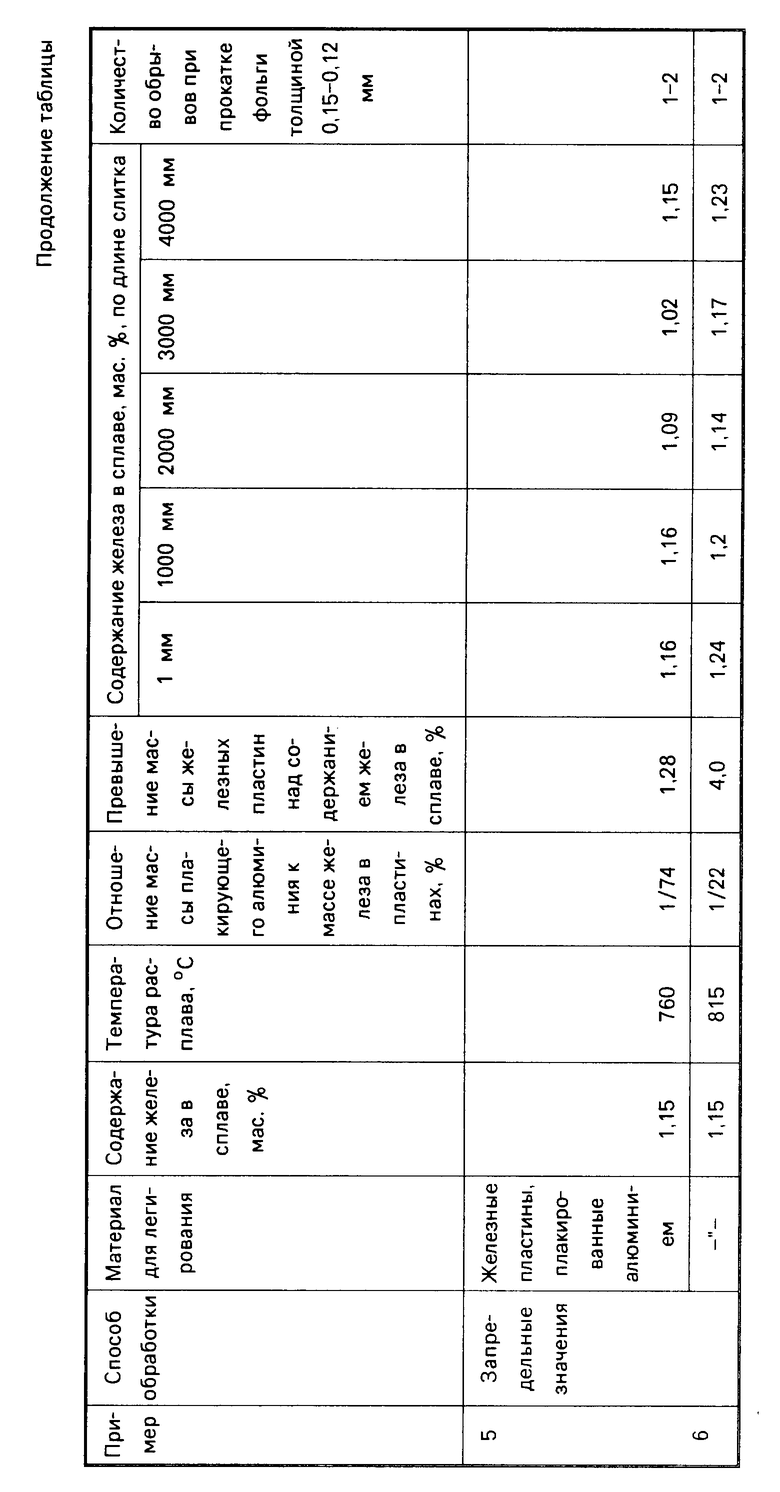
Конкретные результаты испытания и режимы получения слитков по известному и предлагаемым способам приведены в таблице.
Из данных таблицы видно, что только предлагаемый способ обеспечивает получение стабильного химического состава слитков пор всей длине, что повышает стабильность процесса прокатки фольги, обеспечивая безобрывность процесса.
Предлагаемый способ получения алюминиево-железистых сплавов для прокатки фольги может быть использован для приготовления сплавов в виде слитков и бесслитковой заготовки из алюминиевых сплавов, содержащих железо, в фольгопрокатном производстве. При опробовании предлагаемого способа в условиях производства АО "Фольгопрокатный завод" снижены производственные затраты при производстве фольги для бытовых кондиционеров из сплава АЖ-1 за счет уменьшения объемов легирующего материала, упрощение технологии введения железа в состав алюминиевого расплава, высвобождения мощности, необходимых для приготовления лигатуры, повышения качества фольги за счет повышения стабильности химического состава слитков и снижения обрывности при прокатке фольги.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ДЛЯ ЛЕГИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 1994 |
|
RU2049135C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ПРОКАТКИ ФОЛЬГИ | 2007 |
|
RU2418084C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ПОСЛЕДУЮЩЕЙ ШТАМПОВКИ | 2001 |
|
RU2181388C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО ЛИТИЙ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2079563C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ | 2001 |
|
RU2208656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ИЗ АНТИФРИКЦИОННОГО СПЛАВА | 2015 |
|
RU2590464C1 |
| Способ получения плакированных листов из сплава на основе системы Al-Cu-Mg-Mn | 2022 |
|
RU2801806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
Использование: металлургия, в частности получение алюминиевых, железосодержащих сплавов для прокатки фольги. Сущность изобретения: способ получения алюминиево-железистых сплавов для прокладки фольги, в котором в расплав алюминия при 770-800°С вводят железо в виде пластин, плакированных с двух сторон алюминием, таким образом, что отношение массы алюминия, плакирующего железные пластины к массе железа в пластинах составляет 1/68 1/26, причем общая масса железных пластин с двух сторон плакированных алюминием, вводимых в расплав алюминия, превышает содержание железа в сплаве на 1,4-3,6 мас. В качестве железной основы пластин, с двух сторон плакированных алюминием, используют низкоуглеродистые марки стали. Изобретение позволяет повысить равномерность химического состава слитков, снизить производственные расходы и обрывность при прокатке фольги. 1 з. п. ф-лы, 1 табл.
| Черняк С.Н., Карасевич В.И., Коваленко П.А | |||
| Производство фольги | |||
| М.: Мет., 1968, с.9-18. |
