Изобретение относится к области металлургии, а именно к способам получения плакированных листов из сплавов на основе системы Al-Cu-Mg-Mn, применяемых в качестве конструкционного материала в летательных аппаратах.
Известен способ получения плакированных листов из сплавов на основе алюминия в том числе из сплавов системы Al-Cu-Mg-Mn, при котором плакирование осуществляют путем совместной горячей прокатки фрезерованной литой заготовки - сляба с наложенными на него с обеих сторон планшетами из алюминия марки АД1 (см. Алюминиевые сплавы. Производство полуфабрикатов из алюминиевых сплавов. Справочное руководство. Из-во «Металлургия». 1971. С. 55-57).
Недостатком данного способа является пониженная прочность плакированных листов из-за низкой прочности материала плакирующего слоя.
Известен способ получения плакированных листов из сплавов на основе алюминия системы Al-Cu-Mg-Mn, заключающийся в том, что отливают слиток полунепрерывным методом, гомогенизируют, подвергают механической обработке, наносят с обеих сторон заготовки планшеты из сплава АД35 и осуществляют совместную горячую и затем холодную прокатку (статья Антипов В.В., Чертовиков В.М., Ткаченко Е.А., Горохов В.П. Разработка и исследование крупногабаритных обшивочных листов марки 1163 РДТВ с регламентированной твердой плакировкой и улучшенными служебными характеристиками по сравнению с аналогичными характеристиками серийных листов». «Цветные металлы» 2013. №9).
Недостатком известного способа является образование дефектов в виде подпланшетных пузырей, несплошностей, располагающихся между основным металлом и металлом плакировки, что снижает выход годного при производстве плакированных листов из алюминиевых сплавов на основе системы Al-Cu-Mg-Mn.
Заявленный способ получения плакированных листов из алюминиевых сплавов на основе системы Al-Cu-Mg-Mn, обеспечивающий надежную бездефектную приварку плакирующего покрытия к основному металлу и заключающийся в нанесении плакирующего покрытия с помощью использования специально подготовленного планшета, полученного горячей прокаткой трехслойного пакета, состоящего слоя плакировочного сплава Al-Mg-Si, в том числе АД35, покрытого с обеих сторон листами из технического алюминия АД1, обеспечивающих бездефектную приварку плакирующего слоя к основному сплаву Al-Cu-Mg-Mn.
Техническое решение настоящего изобретения является обеспечение качественной приварки слоев «твердой» плакировки из сплавов системы Al-Mg-Si к основному слою из сплава системы Al-Cu-Mg-Mn за счет повышения свариваемости плакирующего слоя с основным металлом при горячей прокатке, повышение качества поверхности листов. Способ заключается в подготовке пакета, нагреве пакета перед прокаткой, горячей прокатке, охлаждении до комнатной температуры. Пакет состоит из основного слоя и плакирующих слоев, при этом, листы для плакирующих слоев получены горячей прокаткой и состоят из слоя алюминиевого сплава плакированного техническим алюминием с двух сторон.
Поставленная задача достигается тем, что предложенный способ изготовления листов из термически упрочняемых алюминиевых сплавов, включающий сборку пакета 1 состоящего из заготовки из сплава системы Al-Mg-Si, покрытого с обеих сторон листами (планшетами) из технического алюминия, горячую прокатку пакета 1 на плакировочный планшет, сборку пакета 2 состоящего из заготовки из основного металла из сплава системы Al-Cu-Mg-Mn с плакировочными планшетами из сплава Al-Mg-Si и технического алюминия, горячую прокатку пакета 2 на заданную толщину.
Пакет 1 состоит из основного слоя и плакирующих слоев, при этом, листы для плакирующих слоев получены горячей прокаткой и состоят из слоя алюминиевого сплава плакированного алюминием с двух сторон. Нагрев пакета перед прокаткой планшет ведут при температурах 420-465°С в течение 4-12 часов, прокатку в размер ведут при температурах 390-465°С. Нагрев пакета 1 состоящего из основного слоя и планшет ведут при температурах 420-465°С в течение 4-12 часов. Прокатку в размер ведут при температурах 390-465°С. Толщина плакирующего слоя из алюминиевого сплава в прокатанном листе составляет 1-12% толщины листа.
Пакет 2 также состоит из основного слоя и плакирующих слоев, при этом, листы для плакирующих слоев получены горячей прокаткой и состоят из слоя алюминиевого сплава плакированного алюминием с двух сторон. Нагрев пакета 2 ведут при температурах 420-465°С в течение 4-12 часов, прокатку в размер ведут при температурах 380-465°С, охлаждение ведут до комнатной температуры.
Сборку плакировочного пакета 1 проводят в следующем порядке:
- верхний слой - лист из технического алюминия толщиной 2,2-15% от толщины среднего слоя;
- средний слой - литая гомогенизированная, фрезерованная заготовка из сплава системы Al-Mg-Si;
- нижний слой - лист из технического алюминия толщиной 2,2-15% от толщины среднего слоя;
Нагрев пакета 1 ведут при температурах 420-465°С в течение 4-12 часов, прокатку в размере ведут при температурах 380-465°С, охлаждение ведут до комнатной температуры. После горячей прокатки пакета 1 получают листы (планшеты) заданной толщины, состоящие из трех слоев: плакирующий слой из алюминия, слой из сплава системы Al-Mg-Si, плакирующий слой из алюминия.
Сборку пакета 2 проводят в следующем порядке:
- верхний слой - плакировочный планшет, состоящий из листа сплава Al-Mg-Si толщиной 2,2-15% от толщины среднего слоя, предварительно плакированный снизу и сверху алюминием;
- средний слой - литая гомогенизированная, фрезерованная заготовка из сплава системы Al-Cu-Mg-Mn;
- нижний слой - плакировочный планшет, состоящий из листа сплава Al-Mg-Si толщиной 2,2-15% от толщины среднего слоя, предварительно плакированный снизу и сверху техническим алюминием.
Нагрев пакета 2 ведут при температурах 410-465°С в течении 4-12 часов, прокатку в размер ведут при температуре 380-465°С, охлаждение ведут до комнатной температуры.
В зависимости от толщины проката и дальнейшей обработки получают рулон или карточки.
Пример
Для изготовления листов с «твердой» плакировкой по изобретению изготавливали планшет для «твердой» плакировки, затем изготавливали лист с «твердой» плакировкой.
Для изготовления планшет для «твердой» плакировки из сплава АД35 использовали гомогенизированные фрезерованные заготовки из слитков, изготовленных полунепрерывным литьем. Из заготовок АД35 толщиной 275 мм и планшет из алюминия толщиной 7 мм собирали пакет, нагревали его до температуры 440°С в течение 6 часов, проводили прокатку при температурах 440-390°С до толщины 7 мм, охлаждали до комнатной температуры, производили резку планшет.
Для изготовления листа с «твердой» плакировкой использовали гомогенизированные фрезерованные заготовки из сплава 1163 из слитков изготовленных полунепрерывным литьем и планшеты сплава АД35 плакированные алюминием. Из заготовок 1163 толщиной 270 мм и планшет АД35 толщиной 7 мм плакированных алюминием собирали пакет, нагревали его до температуры 440°С в течение 6 часов, проводили прокатку при температурах 440-390°С до толщины 7 мм, охлаждали до комнатной температуры, производили резку на листы для дальнейшей обработки.
Практика работы последних лет показала, что применение листов из сплава системы Al-Mg-Si предварительно плакированных техническим алюминием позволяет обеспечить высоко качественную бездефектную приварку планшета Al+Al-Mg-Si+Al к основному металлу из сплава системы Al-Cu-Mg-Mn за счет присутствия на соприкасающихся поверхностях плакирующих листов сплава системы Al-Mg-Si и сплава системы Al-Cu-Mg-Mn алюминия при горячей прокатке. Данный способ с использованием промежуточных слоев из алюминия позволяет получать листы с твердой плакировкой, при этом отсутствуют (исключаются) дефекты, обусловленные плохой приваркой плакирующего слоя «твердой» плакировки к основному слою, такие как, под планшетные пузыри и другие.
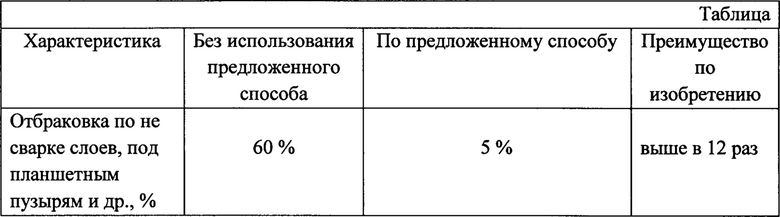
В таблице показано преимущество данного способа, его экономическая выгода и улучшение качества листа с твердой плакировкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486274C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2017 |
|
RU2731572C2 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| ПРИГОДНОЕ ДЛЯ СВАРКИ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2533989C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ПРЕВОСХОДНЫМИ КОРРОЗИОННЫМИ ХАРАКТЕРИСТИКАМИ | 2010 |
|
RU2553133C2 |
Изобретение относится к получению плакированных листов из высокопрочных алюминиевых сплавов, а именно сплавов на основе системы Al-Cu-Mg-Mn, применяемых в качестве конструкционного материала в летательных аппаратах. Плакирующие планшеты из сплава системы Al-Mg-Si приваривают к основному слою из сплава системы Al-Cu-Mg-Mn. Плакирующие планшеты предварительно получают путем горячей прокатки трехслойного пакета, состоящего из центрального слоя плакировочного сплава системы Al-Mg-Si, покрытого с обеих сторон листами из технического алюминия заданной толщины. Затем полученные плакирующие планшеты размещают с обеих сторон заготовки из сплава системы Al-Cu-Mg-Mn и осуществляют их приварку горячей прокаткой. Предварительный нагрев пакета при получении плакирующих планшетов и при приварке плакирующих планшетов к основному слою проводят при температуре 420-465°С в течение 4-12 часов, а горячую прокатку - при температуре 380-465°С. Способ обеспечивает бездефектную приварку плакирующего слоя к основному сплаву Al-Cu-Mg-Mn. 1 табл., 1 пр.
Способ изготовления плакированных листов из высокопрочных алюминиевых сплавов, включающий приварку плакирующих планшетов из сплава системы Al-Mg-Si к основному слою из сплава системы Al-Cu-Mg-Mn, отличающийся тем, что плакирующие планшеты предварительно получают путем горячей прокатки трехслойного пакета, состоящего из центрального слоя плакировочного сплава системы Al-Mg-Si, покрытого с обеих сторон листами из технического алюминия, толщиной от 2,2 до 15% от толщины упомянутого центрального слоя, а затем полученные плакирующие планшеты размещают с обеих сторон заготовки из сплава системы Al-Cu-Mg-Mn и осуществляют их приварку горячей прокаткой, при этом предварительный нагрев пакета при получении плакирующих планшетов и при приварке плакирующих планшетов к основному слою проводят при температуре 420-465°С в течение 4-12 часов, а горячую прокатку - при температуре 380-465°С.
| АНТИПОВ В.В | |||
| и др | |||
| "Разработка и исследование крупногабаритных обшивочных листов марки 1163 РДТВ с регламентированной твердой плакировкой и улучшенными служебными характеристиками по сравнению с аналогичными характеристиками серийных листов", журнал "Цветные металлы" 2013 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЯ И НИЗКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С УТОЛЩЕННОЙ ПЛАКИРОВКОЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2263014C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
