Изобретение относится к электротехнике, к производству электропроводников из интерметаллических соединений, в частности спиралей, используемых в качестве нагревателей.
Известен способ получения электрических спиралей из разных металлов, предусматривающий получение однородного сплава заданного химического состава путем сплавления их в печи, последующее изготовление из слитка проволоки определенного диаметра, нанесение на нее защитного или изоляционного покрытия [1]
Недостатком способа является невозможность получения проволоки для спирали из хрупкого сплава.
Известен способ получения многослойных проводников, в котором на провод-сердечник наносят покрытие-оболочку из другого металла или сплава для защиты сердечника от коррозии или механических повреждений [2]
Недостатком этого способа является то, что проводник по своему сечению представляет собой неоднородный по структуре материал и химическое взаимодействие между сердечником и оболочкой не допустимо.
Цель изобретения снижение брака при навивке спирали и повышение ее жаростойкости и жаропрочности.
Предлагаемый способ изготовления электрической спирали, включающий изготовление заготовки из железного сердечника с алюминиевой оболочкой, отличается от известных технических решений тем, что сердечник изготавливают из железа, легированного элементами IV группы, а оболочку из алюминия, легированного элементами II-IV групп, причем количественное соотношение их равно стехиометрическому составу интерметаллического соединения, заготовку затем подвергают нагреву до 180-350оС, после чего навивают спираль и отжигают ее выдержкой 0,5-3,5 ч при 1100-1180оС.
Отличие этого способа заключается еще и в том, что сердечник изготовлен из сплава, содержащего следующие компоненты, мас. Углерод 0,01-0,05 Титан 0,1-0,3 Железо Остальное
Оболочка изготовлена из сплава, содержащего, мас. Иттрий 0,1-0,4 Кальций 0,01-0,05 Кремний 0,1-1,0 Алюминий Остальное
Существенная новизна данного способа заключается в том, что стехиометрический состав интерметаллического соединения определен плотной защитной оксидной пленкой Al2O3 с подслоем Fe2Al3O4, занимающей межзерные объемы и предотвращающей растекание расплава, т.е. увеличение объема интерметаллического соединения.
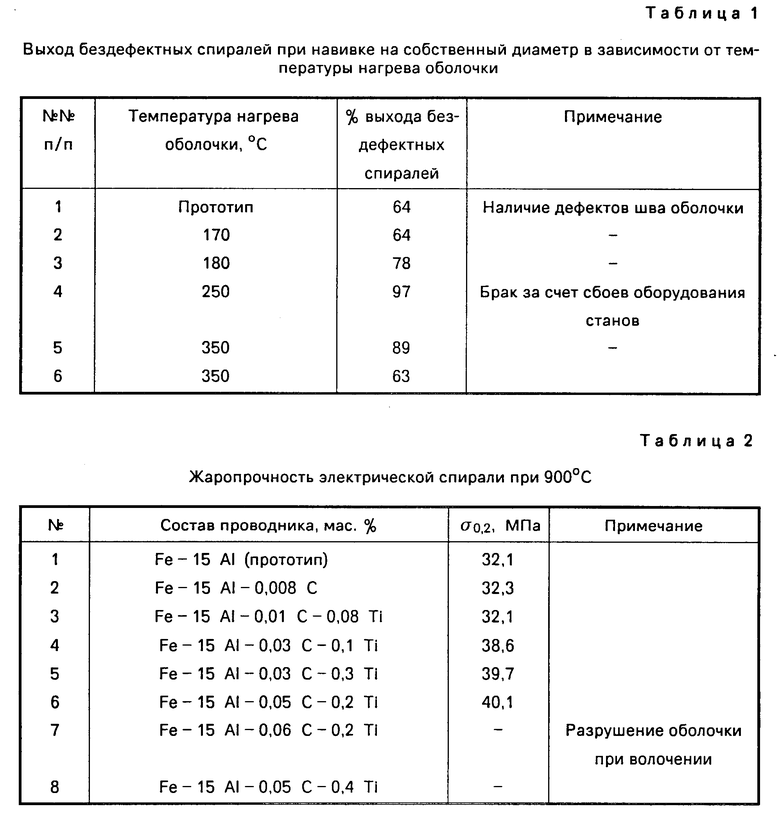
Предлагаемые ограничения по температуре нагрева заготовки (табл. 1) определены, с одной стороны, влиянием скорости диффузии в ее количественном выражении и, следовательно, достижением эффекта, а с другой стороны, влиянием нагрева на качество заготовки. Нагрев заготовки до 170оС позволяет получить поставленную цель, а более низкая температура не дает эффекта. При высокой температуре 250-350оС получен максимальный выход бездефектных спиралей, а с повышением температуры этот выход значительно ниже, так как начинается охрупчивание из-за преждевременного образования интерметаллидов на границе сердечник-оболочка.
Легирование сердечника, изготовленного из железа элементами IV группы повышает жаропрочность спирали на воздухе при нагреве ее до 900оС. Содержание в сердечнике заготовки углерода и титана в пределах 0,01-0,05 и 0,1-0,3 соответственно позволяет получить прочную спираль (табл. 2). При повышенных содержаниях углерода и титана в процессе термообработки образуется избыточное количество карбидной фазы, которое при волочении заготовки приводит к разрушению оболочки, так как сердечник в данном случае разрежает оболочку. Понижение содержания карбидной фазы (TiC) не дает заметного изменения в упрочнении. Упрочнение проводника на 25% возможно только при данных пределах титана и углерода, при этом при волочении заготовки оболочка сердечника сохраняет целостность.
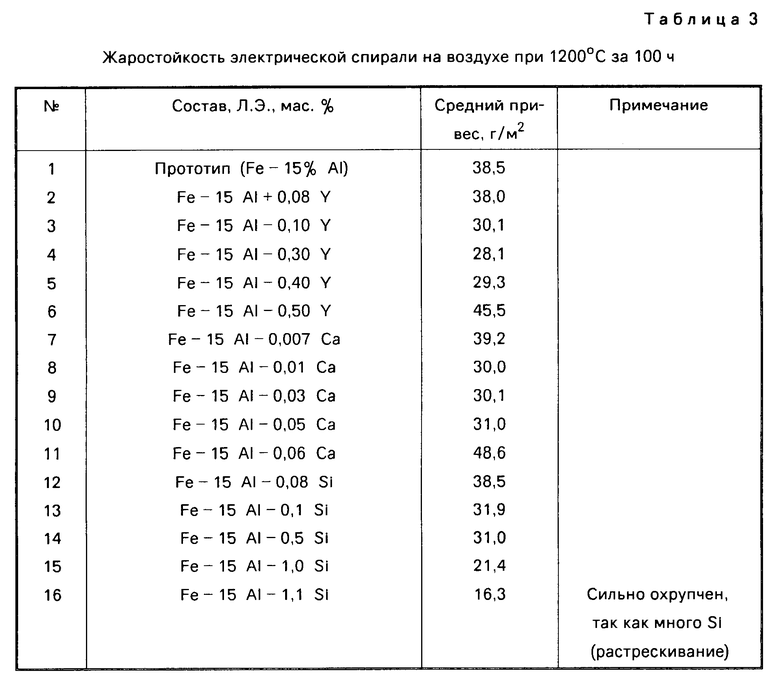
Алюминиевая оболочка заготовки, легированная элементами II-IV групп, повысила жаростойкость электрической спирали при 1200оС (табл. 3). Большое содержание иттрия и кальция приводит к образованию легкоплавких фаз и снижает жаростойкость спирали, а кремния к охрупчиванию оболочки заготовки и растрескиванию.
В процессе нагрева и последующей термообработки легированных сердечника и оболочки сначала наблюдается образование поверхностного слоя интерметаллида Fe3Al. Затем диффузионный процесс приводит к полному выравниванию концентраций элементов оболочки и сердечника. Спираль становится однородной. Структура проволоки на шлифе представляет собой однородный твердый раствор, содержащий мелкие включения карбида титана, упрочняющего спираль. Поверхностный слой обогащен иттрием и кремнием, которые, не образуя дополнительных фаз, способствуют формированию более плотной защитной пленки оксида при нагревании на воздухе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ | 2002 |
|
RU2222633C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ НЕГО | 2022 |
|
RU2787532C1 |
| ФЕРРИТНАЯ СТАЛЬ | 1994 |
|
RU2078844C1 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2112069C1 |
| ГРАФИТИРОВАННЫЙ ЭЛЕКТРОД С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА И ВЫСОКОЙ ЖАРОСТОЙКОСТЬЮ | 2023 |
|
RU2805543C1 |
| ПОРОШКОВЫЙ ВЫСОКОТЕМПЕРАТУРНЫЙ ИЗНОСОСТОЙКИЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2038401C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2008 |
|
RU2369652C1 |
| ЖАРОСТОЙКИЙ ЖЕЛЕЗО-ХРОМ-АЛЮМИНИЕВЫЙ СПЛАВ С НИЗКОЙ СКОРОСТЬЮ ИСПАРЕНИЯ ХРОМА И ПОВЫШЕННОЙ ЖАРОПРОЧНОСТЬЮ | 2012 |
|
RU2567144C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ЗАГОТОВКИ ИЗ НИКЕЛЬ-ХРОМ-АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2840518C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ОБРАБОТКИ В ЖИДКОМ, ТВЕРДОЖИДКОМ И ТВЕРДОМ СОСТОЯНИЯХ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ОДНОРОДНОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2215057C2 |
Изобретение относится к электротехнике и производству электропроводников из интерметаллических соединений, в частности спиралей, используемых в качестве нагревателей. Цель снижение брака при навивке спирали и повышение ее жаропрочности и жаростойкости. Сердечник заготовки изготовляют из железа, легированного элементами IV группы, а оболочку изготовляют из алюминия, легированного элементами II IV группы, затем заготовку подвергают нагреву до 180 350°С, навивают спираль и отжигают ее с выдержкой в течение 0,5 3,5 ч при 1100 1180°С. Оболочка для электрической спирали изготовлена из сплава, содержащего следующие компоненты, мас. иттрий 0,1 0,4, кальций 0,01 0,05; кремний 0,1 1,0; алюминий остальное. Сердечник заготовки для электрической спирали изготовлен из сплава, содержащего следующие компоненты, мас. углерод 0,01 0,05; титан 0,1 0,3; железо остальное. 2 з.п.ф-лы, 3 табл.
Углерод 0,01 0,05
Титан 0,1 0,3
Железо Остальное
3. Способ по п.1, отличающийся тем, что оболочка изготовлена из сплава, содержащего следующие компоненты, мас.
Иттрий 0,1 0,4
Кальций 0,01 0,05
Кремний 0,1 1,0
Алюминий Остальное
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU282039A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
