Изобретение относится к цветной металлургии, в частности к получению сплавов на основе магния и способам их обработки. Сплавы на основе магния используются в качестве конструкционного материала при изготовлении отливок, изделий и деформированных полуфабрикатов для применения в автомобильной, авиационной, ракетно-космической, электронной и других отраслях промышленности.
Известны сплавы на основе магния, содержащие цинк, цирконий, редкоземельные металлы.
К ним относятся сплавы МА15, МА20, МЛ11, МЛ10, МЛ9 ("Магниевые сплавы". Справочник. Т. 1, 2. - М.: Металлургиздат, 1978).
Недостатком этих сплавов является неоднородность их зеренной структуры, что служит причиной нестабильности и анизотропии их физико-механических, технологических и служебных свойств. Кроме того, эти сплавы имеют невысокие прочностные свойства при температурах выше 100-150oС, что ограничивает их применение. Применяемые способы обработки этих сплавов заключаются в следующем: подготовка и подогрев шихтовых материалов, плавка и литье сплавов, термическая обработка слитков и отливок, горячая деформация, прессование, ковка, штамповка и т.п., окончательная термообработка изделий. Однако технологические параметры обработки магниевых сплавов, применяемые на практике (температура нагрева слитков и полуфабрикатов, скорости деформации, режимы упрочняющей термической обработки), не позволяют получить требуемые структуру и свойства изделий.
Наиболее близким к предлагаемому сплаву по составу ингредиентов и способу его обработки для изготовления слитков и всех видов деформированных полуфабрикатов является сплав МА15 (ГОСТ 14957, Россия), имеющий следующий состав, вес.%:
Цинк - 2,5-3,5
Цирконий - 0,45-0,90
Кадмий - 1,2-2,0
Лантан - 0,7-1,1
Магний - Остальное
Этот сплав, помимо перечисленных выше недостатков аналогичных сплавов, присущих и этому сплаву, содержит токсичный элемент кадмий, использование которого запрещено во многих странах. Кроме того, сплав содержит в качестве легирующей добавки - лантан, являющийся дорогим и дефицитным металлом в сравнении со смесями легких редкоземельных металлов (ЛРЗМ) и мишметаллом (ММ).
Известная технология изготовления сплава МА15 включает этапы: подготовка шихтовых материалов, плавка и литье слитков, горячая деформация слитков. Однако используемый способ получения и обработки сплава МА15 не гарантирует получение мелкозернистой структуры и требуемого уровня свойств, т.к. при этом не используется гомогенерирующая термическая обработка слитка, регламентация скоростных параметров деформации и окончательной термической обработки изделий (Бондарев Б.И. Плавка и литье деформируемых магниевых сплавов. - М.: Металлургия, 1973, с.122-128, 271-279).
Технической задачей настоящего изобретения является создание сплава, содержащего в качестве основы магний, а также цинк и легкий редкоземельный металл и получение ультралегкого (j=1,75-1,8 г/см3) конструкционного материала в виде слитков, отливок, деформированных полуфабрикатов и изделий с регламентированной однородной мелкозернистой структурой с контролируемым содержанием мелкодисперсных выделений первичных и вторичных упрочняющих фаз, равномерно распределенных по объему зерен магниевого твердого раствора без образования непрерывного "скелета" интерметаллидов по их границам.
Поставленная задача достигается тем, что сплав содержит, вес.%:
Цинк - 0,1-3,0
Легкие редкоземельные металлы (ЛРЗМ)
(один или несколько элементов этой подгруппы - церий, лантан, неодим, празеодим) - 0,05-1,0
Марганец - 0,001-0,5
Алюминий - 0,001-0,1
Железо - 0,0001-0,05
Кремний - 0,0001-0,05
Магний - Остальное
В сплав дополнительно вводят модификатор в виде одной из добавок - цирконий, кальций, стронций, в количестве 0,01-1,0%.
В качестве ЛРЗМ используют их смеси в виде мишметалла (ММ) или Дидимиума (Д), при этом ММ содержит 55% церия, 25% лантана, 15% неодима, 5% празеодима, а Д содержит 85% неодима, 15% празеодима.
Сплав дополнительно содержит: 0,5-5 вес.% иттрия. При литье сплава в него дополнительно вводят 0,01-0,5 вес.% иттрия.
Соотношение железа к кремнию в сплаве выдержано как (2-6):1, а содержание марганца и алюминия соответственно менее 0,1 и 0,02 вес.%.
Содержание легирующих компонентов выдержано в следующих количествах, вес.%:
Цинк - 0,1-2,0
ЛРЗМ (MM) - 0,05-0,2
Цирконий - 0,05-0,3
Иттрий - 0,01-0,5
Марганец - 0,001-0,1
Алюминий - 0,001-0,02
Железо - 0,0001-0,01
Кремний - 0,0001-0,005
Магний - Остальное
Содержание цинка в сплаве должно быть ближе к нижнему пределу (0,1-1,0%), а содержание ЛРЗМ (ММ), иттрия и циркония - ближе к верхнему пределу.
Содержание цинка, ЛРЗМ (ММ), иттрия и циркония - ближе к верхнему пределу.
Содержание цинка, ЛРЗМ (ММ), иттрия, циркония или марганца - ближе к верхнему пределу.
При обработке сплава лигатуры: магний-ЛРЗМ (ММ), магний-иттрий, магний-цирконий, магний-марганец, перед введением их в расплав подогревают до температуры на 20-50oС ниже температуры неравновесного солидуса соответствующей лигатуры, а лигатуры магний-ЛРЗМ (ММ) и магний-иттрий вводят в расплав за 30-60 минут до начала процесса литья.
Отливки из сплава подвергают высокотемпературной термической обработке (гомогенизации) по режиму:
320-340oС в течение 8-12 ч
далее
400-420oС в течение 10-12 ч
или
320-340oС в течение 8-12 ч
далее
480-500oС в течение 10-12 ч
для сплавов с содержанием ЛРЗМ (ММ), иттрия и циркония ближе к верхнему переделу.
Горячая деформация гомогенизированного слитка осуществляется методом прессования, ковки, штамповки в закрытом штампе, по меньшей мере, в два этапа:
Этап предварительный
- температура нагревав заготовки и инструмента - 450-480oС,
- температура в конце деформации - не более 500oС,
- скорость деформации (истечения) - максимально возможная,
не менее 0,1 1/с,
- степень деформации - не менее 50%
(коэффициент вытяжки более 10).
Этап окончательный
- температура нагрева заготовки и инструмента - 380-400oС,
- скорость деформации - не более 0,01 1/с,
- степень деформации - не менее 25%
(коэффициент вытяжки более 10).
Способ упрочняющей термической обработки сплава осуществляется по режиму:
Температура нагрева - (180±20)oC
Продолжительность нагрева охлаждение на воздухе - 50-150 ч
Изделия из сплава в виде гранул, тикочипсов, порошка обрабатывают в твердожидком или жидком состоянии при температуре, близкой (+10oС) к температуре неравновесного солидуса сплава, так, чтобы пластификация твердых заготовок на стадии подачи к форме способствовала их измельчению в процессе трения скольжения, в т.ч. сдвиговой деформации (не менее 3 кг/мм2), облегчающих переход в твердожидкое или жидкое состояние с вязкостью и текучестью, обеспечивающих под давлением подачу однородного расплава в полость формы со скоростью впрыска, исключающей захват газов.
Ниже приведены результаты соответствующих опытов для заявляемого состава сплава и способа его обработки.
Сплав 1
Цинк - 0,1-3,0
ЛРЗМ - 0,05-1,0
(один из элементов этой подгруппы - церий, лантан, неодим, празеодим)
Марганец - 0,001-0,5
Алюминий - 0,001-0,1
Железо - 0,0001-0,05
Кремний - 0,0001-0,05
Магний - Остальное
Опыт 1. Были отлиты три слитка со средним составом и содержанием легирующих компонентов, близким к граничным содержаниям элементов сплава 1.
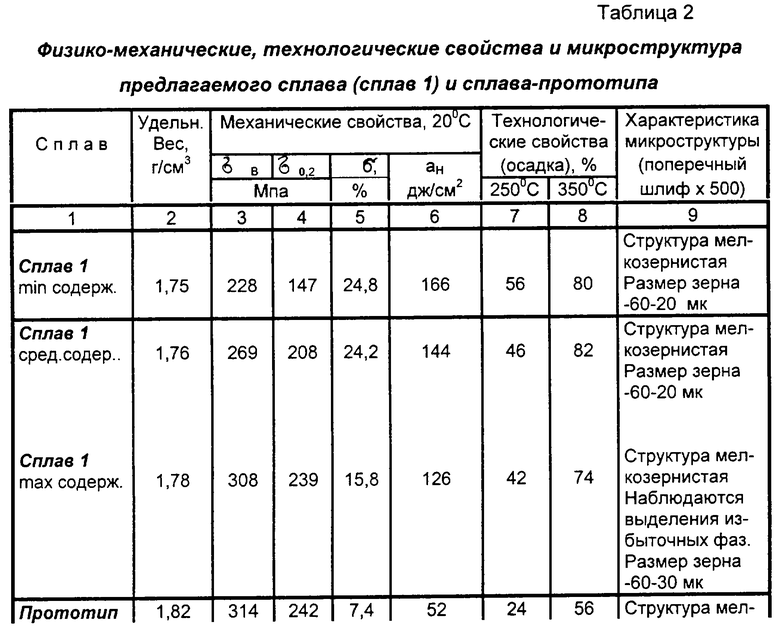
В табл. 1 приведен химический состав изготовленных сплавов. Из отлитых слитков изготовлены методом горячего прессования прутки диаметром 15 мм.
В табл.2 приведены данные по исследованию механических и технологических свойств и микроструктуры предлагаемого сплава по сравнению с прототипом.
Сплав 1 хотя и обеспечивает существенное повышение пластичности, ударной вязкости и технологичности при деформации по сравнению с прототипом, тем не менее, как показывает изучение его структуры, измельченность зерна и стабильность зеренной структуры недостаточна. В связи с чем для измельчения зеренной структуры, обеспечения ее стабильности и повышения механических свойств сплав 1 был дополнительно легирован модификатором.
Проведенные опыты показали, что с целью еще большего (дополнительного) измельчения зерна и обеспечения стабильности однородной мелкозернистой структуры в сплав 1 должен быть дополнительно введен модификатор в виде какой-либо одной из добавок - цирконий, кальций, стронций, цианамид кальция (CaCN2) или какой-либо другой эффективный модификатор сплава в количестве 0,01-1,0% (сплав 2).
Опыт 2. Были отлиты слитки трех сплавов с оптимальным составом и содержанием легирующих компонентов, близким к граничным содержаниям элементов сплава 2.
В табл. 3 приведен химический состав изготовленных сплавов. Из отлитых слитков изготовлены методом горячего прессования прутки диаметром 15 мм.
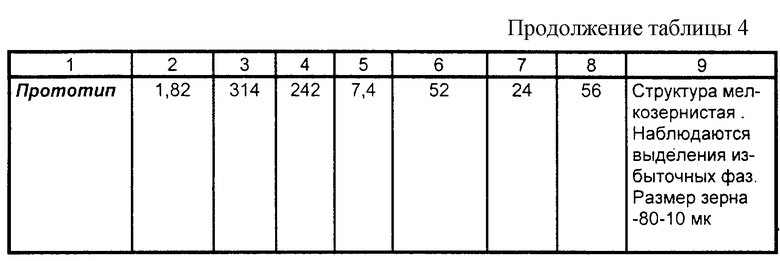
В табл.4 приведены данные по исследованию механических и технологических свойств и микроструктуры этих сплавов и сплава-прототипа.
Элементы подгруппы легких редкоземельных металлов (ЛРЗМ) или цереевой подгруппы РЗМ - это церий, лантан, неодим, празеодим и менее распространенные элементы Pm, Sm, Еu.
Редкоземельные металлы (РЗМ) в сумме довольно широко распространены в природе. Их содержание в земной коре составляет 0,016% и превышает содержание таких широко используемых в промышленности металлов как медь (0,01%), цинк (0,005%), олово (0,004%), свинец (0,0016%). Причем легкие РЗМ более распространены в земной коре, чем тяжелые РЗМ (иттриевая подгруппа) и их содержание составляет 0,0093%. Из легких РЗМ наиболее распространен, причем с большим преимуществом по сравнению с другими, церий, он же является и наиболее дешевым из РЗМ. Из тяжелых РЗМ наиболее распространен иттрий и по распространяемости он находится на втором месте после церия.
Наиболее трудной и дорогостоящей операцией при получении РЗМ является их раздельное получение ввиду близости их физико-химических свойств. Поэтому при использовании РЗМ в качестве легирующих компонентов более эффективно и экономически выгодно использовать не отдельные металлы, а их смеси, получаемые в процессе металлургического передела минералов (сырья), чем отдельные металлы. Вместо отдельных металлов из подгруппы ЛРЗМ можно использовать их смеси. Наиболее распространенной и дешевой смесью ЛРЗМ является мишметалл (ММ).
Мишметалл (MM) - это сплав легких РЗМ приблизительно в соотношениях, в которых они содержатся в рудах (минералах). Мишметалл (ММ) получается без разделения или неполного разделения отдельных РЗМ, что значительно упрощает технологию его производства и делает его более дешевым по сравнению с отдельными РЗМ.
Мишметалл (ММ) обычно состоит из церия, содержание которого колеблется в пределах 50-76%, но не может выходить за эти пределы. Другим основным элементом в мишметалле является лантан, содержание которого может колебаться в пределах 25-40%. В состав ММ могут входить также неодим - около 15%, празедиодим - около 5%. Содержание остальных РЗМ и примесей не превышает 1-2%. Возможны также случаи, когда из ММ извлекают более дорогостоящие неодим и празеодим и ММ состоит фактически из смеси церия и лантана, что еще более удешевляет эту смесь.
Возможно также использовать в качестве смеси ЛРЗМ смесь металлов, состоящую из 85% неодима и 15% празеодима (или 72% неодима, 9% лантана, 8% празеодима, остальное другие РЗМ и примеси), которая называется Дидимиум (Д), и стоимость ее определяется наличием необходимого сырья (руды) у производителя и особенностями технологии извлечения указанных РЗМ из этого сырья.
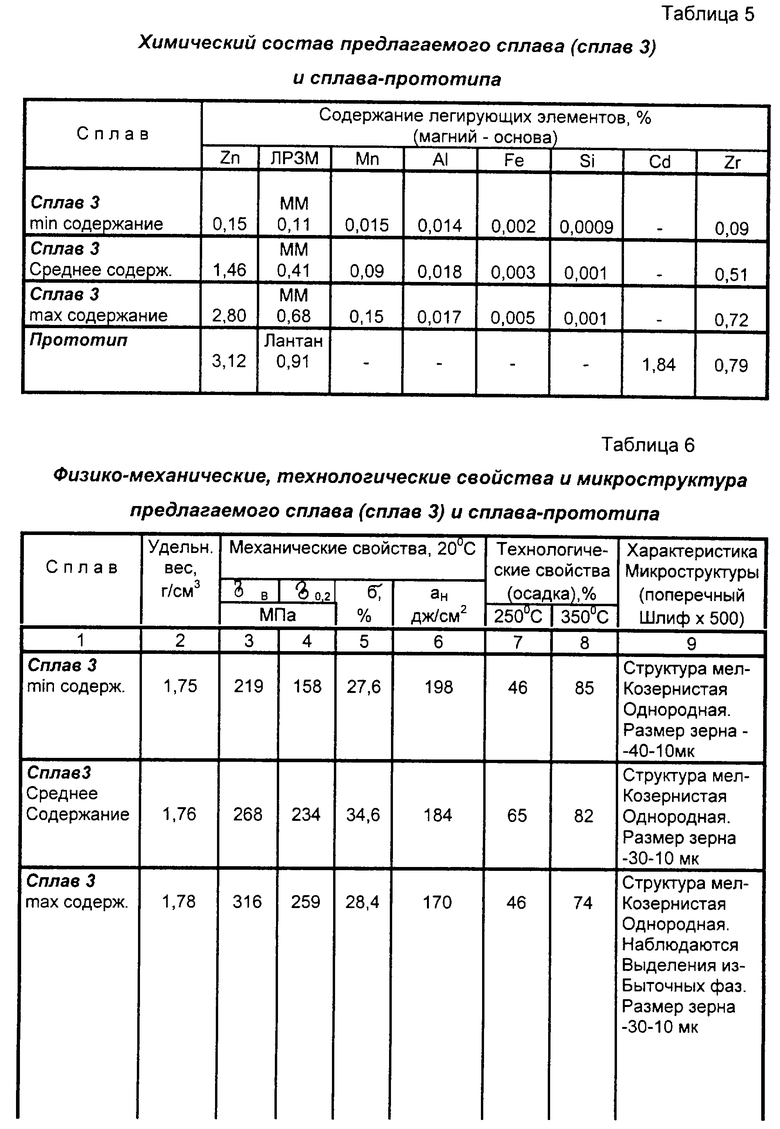
Были проведены опыты, в которых с целью удешевления сплава 2 в него вместо одного из элементов из подгруппы ЛРЗМ вводилась смесь ЛРЗМ в количестве 0,05-1,0%, обычно это мишметалл (ММ), представляющий смесь состава (ориентировочно) - 55% церия + 25% лантана + 15% неодима + 5% празеодима или, что значительно реже, дидимиум (Дi), имеющий ориентировочный состав 85% неодима + 15% празеодима (сплав 3).
Опыт 3. Были отлиты слитки трех сплавов с оптимальным составом и содержанием легирующих компонентов, близким к граничным сплава 3. Из отлитых слитков изготовлены методом горячего прессования прутки диаметром 15 мм.
В табл.5 и 6 приведены соответственно химический состав, механические и технологические свойства и данные по исследованию микроструктуры этих сплавов и сплава прототипа.
Иттрий относится к подгруппе тяжелых РЗМ (ТРЗМ) - иттриевая подгруппа РЗМ, и несмотря на то что он возглавляет подгруппу тяжелых РЗМ, он является самым легким из редкоземельных металлов после скандия, соответственно, 4,457 и 2,989 г/см3. Иттрий в 1,5-2 раза легче других РЗМ (6,17-9,83 г/см3).
Иттрий является наиболее распространенным и дешевым металлом в своей подгруппе РЗМ. Содержание иттрия в земной коре в несколько раз превышает содержание остальных РЗМ иттриевой подгруппы.
В природных соединениях (минеральное сырье) в сумме РЗМ иттриевой подгруппы иттрий содержится в наибольшем количестве и извлекается в значительно большем объеме, чем остальные элементы. В связи с чем иттрий, в т.ч. с учетом его низкой плотности, технически и экономически более выгодно использовать в виде отдельного металла, а не в смеси с другими РЗМ, как в случае ЛРЗМ.
Для иттрия характерен почти в два раза более высокий модуль упругости (Е= 6,61•103 кг/мм2) по сравнению с ЛРЗМ (3,0-4,0•103 кг/мм2), в связи с чем можно ожидать существенное повышение прочности межатомных связей при образовании его со сплавами на основе магния твердых растворов.
Иттрий имеет существенно более высокую растворимость в твердом магнии по сравнению с ЛРЗМ, что определяет возможность и необходимость введения его в сплавы на основе магния в значительно большем количестве.
Растворимость иттрия, ЛРЗМ и цинка в твердом магнии при различных температурах (вес.%) приведена в табл.А.
Дополнительное легирование сплавов на основе магния иттрием способствует существенному повышению предела текучести при сжатии, более интенсивному, чем при растяжении. В результате чего эти значения выравниваются.
Для большинства магниевых сплавов, за исключением магниево-литиевых, предел текучести при сжатии в 1,5-2 раза ниже, чем предел текучести при растяжении (анизотропия пределов текучести), что ограничивает использование магниевых сплавов в конструкциях, работающих при сжимающих нагрузках. Указанная особенность магниевых сплавов обусловлена природой деформации ГПУ структуры магния.
Были проведены опыты, в которых с целью повышения прочностных свойств сплавов при повышенных (150-250oС) и нормальных температурах, в т.ч. с целью уменьшения анизотропии пределов текучести при растяжении и сжатии, в сплавы 2 и 3 был дополнительно введен иттрий в количестве 0,5-5,0% (сплав 4).
Опыт 4. Были отлиты слитки трех сплавов с оптимальным составом и содержанием легирующих компонентов, близким к граничным содержаниям элементов сплавов 4, 5. Из отлитых слитков изготовлены методом горячего прессования прутки диаметром 15 мм.
В табл. 7 и 8 приведены соответственно химический состав, механические свойства при температурах 20, 150 и 250oС, в том числе предел текучести при сжатии, и данные по исследованию микроструктуры этих сплавов и сплава-прототипа.
Учитывая, что иттрий образует с кислородом воздуха, в т.ч. при высоких температурах, достаточно прочные окисные пленки, были проведены опыты по оценке влияния малых добавок (0,01-0,5%) иттрия на окисляемость рекомендуемых сплавов при высоких температурах, в том числе в жидком состоянии. Было показано, что указанные добавки иттрия уменьшают возгораемость исследуемых сплавов (сплав 3), улучшают их литейные свойства, в частности склонность к горячим трещинам, и стабилизируют мелкозернистую структуру (сплав 5).
В ряде случаев при литье слитков и изготовлении отливок из предлагаемых сплавов было обнаружено, что измельченность зерна возрастает, т.е. эффект модифицирования усиливается в зависимости от соотношения содержания в сплаве малых добавок железа и кремния. В результате проведенных опытов было установлено, что для усиления эффекта модифицирования присутствующих в сплаве легирующих компонентов и стабилизации полученной в слитках и отливках мелкозернистой структуры отношение содержания железа к кремнию должно быть в пределах 2-6 к 1.
Содержание марганца и алюминия в предлагаемых сплавах, содержащих цирконий, не должно превышать соответственно 0,1 и 0,02%. Эти данные были получены в результате анализа материалов исследования микроструктуры слитков и отливок, который показал, что при более высоких содержаниях указанных элементов в плаве, эффект модифицирования нестабилен и на некоторых видах слитков и отливок наблюдается разнозернистость и крупное зерно.
Опыт 5. Были отлиты слитки пяти составов с различным содержанием железа и кремния и как возможно близкими по содержанию с другими легирующими элементами. На отлитых слитках была исследована микроструктура. Результаты химического анализа сплавов и данные по исследованию микроструктуры приведены в табл.9.
Анализ результатов исследования механических свойств большого числа полуфабрикатов, изготовленных из предлагаемых сплавов, показал, что наиболее высокие и стабильные значения пластичности и ударной вязкости материала, которые определяют повышенную энергопоглощающую способность материала, наблюдаются у сплавов, содержащих легирующие компоненты в следующих количествах, % (сплав 6):
Цинк - 0,1-2,0
ЛРЗМ (MM) - 0,05-0,2
Цирконий - 0,05-0,3
Иттрий - 0,01-0,5
Железо - 0,0001-0,01
Кремний - 0,0001-0,005
Марганец - 0,001-0,1
Алюминий - 0,001-0,02
Содержание летучих компонентов, как в сплаве 6, позволяют получить на отливках, изделиях и деформированных полуфабрикатах высокие пластические характеристики и ударную вязкость при сохранении достаточной прочности.
Пластичность и ударная вязкость предлагаемого сплава в 2-4 раза выше соответствующих характеристик сплава-прототипа и других стандартных магниевых сплавов (табл.10 и 11).
Использование предлагаемого сплава состава 6 для изготовления деталей внутреннего интерьера автомобилей, самолетов и других транспортных средств позволяет существенно снизить вес изделий при соблюдении необходимых требований по безопасности материалов.
Кроме того, следует отметить, что содержание легирующих элементов практически на нижнем пределе позволяет иметь сплав с низкой плотностью (1,75-1,77 г/см3) и сравнительно дешевый, даже относительно традиционных стандартных магниевых сплавов.
Исследование механических свойств слитков, содержащих иттрий, показали, что более высокие значения прочности при повышенных температурах (150-250oС) наблюдаются для сплавов, в которых содержание иттрия, ЛРЗМ (ММ) и циркония ближе к верхнему пределу, а содержание цинка при этом должно быть 0,1-1,0% (сплав 7).
Химический состав и механические свойства при комнатной температуре и температурах 150, 220 и 250oС сплавов, отвечающих по составу требованиям сплава 7, приведены в табл.12 и 13.
Сопротивление ползучести при температуре 250oС сплавов 7-2, 4 (max содержание) и сплава-прототипа при σ=2,5 кг/мм2 (25 МПа) за 1000 ч, характеризуемая остаточной деформацией образца (ε), составила соответственно 0,5%; 0,8% и 2,5%. Пределы ползучести (σ
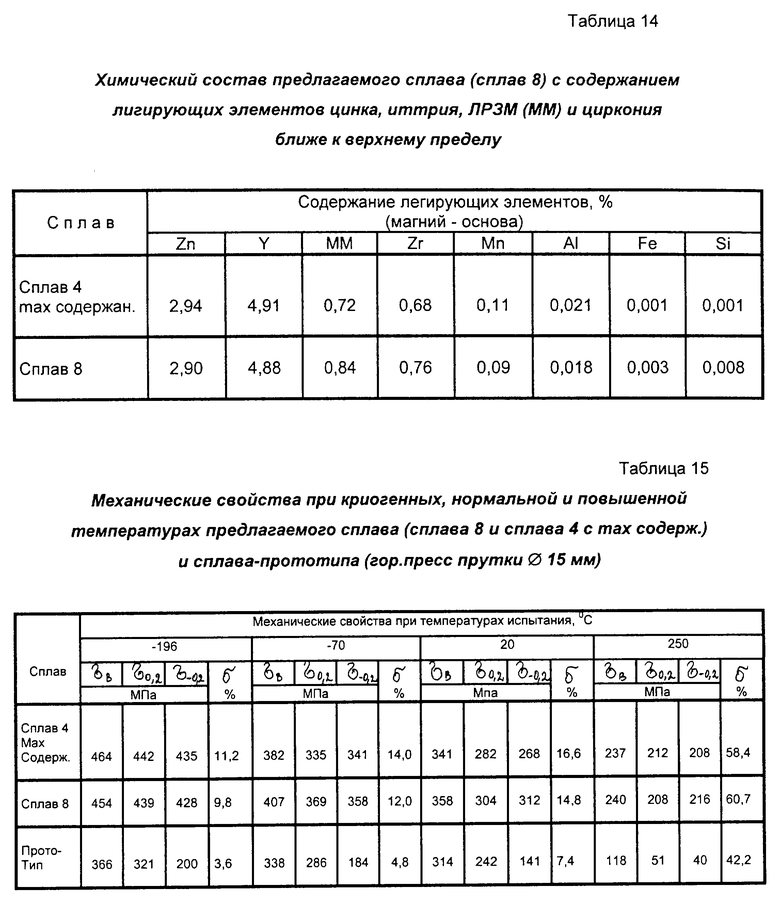
Наиболее высокие значения прочностных характеристик, в т.ч. предела текучести на сжатие, при нормальных и криогенных температурах достигаются у предлагаемого сплава, если содержание легирующих компонентов цинка, иттрия, ЛРЗМ (ММ), циркония находится ближе к верхнему пределу (сплав 8). При этом сохраняется высокий уровень прочностных свойств и при повышенных температурах.
Химический состав и механические свойства исследованных сплавов приведены в табл.14 и 15.
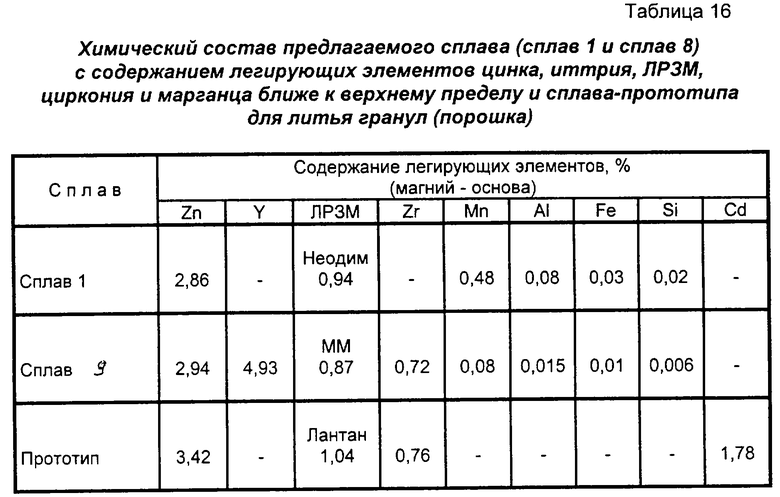
Проведение опыта по изготовлению гранул (порошка) предлагаемого сплава показали, что возможность литья гранул с более высокими температурами и с высокими скоростями кристаллизации 102-106 град/с позволяют получить аномально пересыщенные твердые растворы иттрия, ЛРЗМ (ММ), циркония, цинка и марганца в твердом магнии, что дает возможность поддерживать содержание указанных легирующих элементов в сплаве на уровне, близком к верхнему пределу.
На установке центробежного литья гранул были изготовлены гранулы предлагаемого сплава, из которых методом горячего компактирования и прессования изготовлены прутки диаметром 15 мм.
Результаты исследования химического состава предлагаемого сплава и его механических свойств приведены в табл.16 и 17.
Как было сказано выше, используемые в предлагаемом сплаве легирующие элементы в рекомендуемых количествах образуют с основой сплава магнием в большинстве случаев твердые растворы с незначительной пересыщенностью легирующими компонентами, в связи с чем применение упрочняющей термообработки (закалка + искусственное старение) для повышения прочностных свойств нецелесообразно. Однако в том случае, когда предлагаемый сплав рекомендуется как конструкционный материал с повышенной прочностью, возможно применение упрочняющей термообработки для сплавов с содержанием легирующих элементов на уровне, близком к верхнему пределу. Учитывая, что для магниевых сплавов характерна пониженная диффузионная активность атомов в твердом состоянии при охлаждении с высоких температур, упрочнение при распаде пересыщенного твердого раствора может происходить без ускоренного охлаждения с высоких температур (закалки), а только при искусственном старении отливок (изделий) и горячедеформированных полуфабрикатов.
Проведенные опыты показали, что наиболее высокие прочностные свойства в сочетании с оптимальной пластичностью предлагаемого сплава с высоким содержанием легирующих элементом цинка, иттрия, ЛРЗМ (ММ), циркония (сплавы 7 и 8) достигаются после искусственного старения по режиму:
Температура нагрева - (180±20)oC
Продолжительность нагрева при указанных температурах - 50-150 ч
Охлаждение - На воздухе
В табл.18 приведены механические свойства предлагаемого сплава в горячедеформированном и термически обработанном состоянии.
Предлагаемый сплав может быть изготовлен в виде слитков, отливок, деформированных полуфабрикатов и изделий различными способами его обработки. Необходимым условием для используемого способа обработки предлагаемого сплава является обеспечение (сохранение) однородной мелкозернистой (или близкой к таковой) структуры сплава, которая наряду с упрочняющим действием легирующих элементов определяет высокий уровень физико-механических и служебных свойств.
Способ производства предлагаемого сплава включает приготовление шихты, плавку сплава, рафинирование, выстаивание расплава, литье отливок, гранул, слитков, обточку слитков и горячую деформацию слитков для изготовления полуфабрикатов.
Проведенные исследования и анализ опыта работы с предлагаемым сплавом показали, что с целью уменьшения потерь дорогостоящих легирующих компонентов при плавке и повышения эффективности процесса их вводят в расплав в виде лигатур. Лигатуры магний-ЛРЗМ (ММ), магний-иттрий, магний-цирконий, магний-марганец перед введением в расплав подогревают до температуры на 20-50oС ниже температуры неравновесного солидуса соответствующей лигатуры. Лигатуры магний-ЛРЗМ (ММ) и магний-иттрий вводят в расплав за 30-60 мин до начала процесса литья слитков, отливок, гранул (порошков).
Процессом, благоприятно сказывающимся на получении гомогенной структуры сплавов, является высокотемпературная обработка слитков - гомогенизация.
При гомогенизации создаются условия для выравнивающей диффузии, под действием которой растворяются неравновесные эвтектики и интерметаллидные соединения, выравнивается химический состав и свойства твердого раствора по всему объему зерна. Гомогенизация способствует созданию и стабилизации однородной зеренной и внутризеренной структуры в горячедеформированных полуфабрикатах, уменьшая и облагораживая избыточные выделения в сплаве.
Учитывая, что предлагаемый сплав является многокомпонентным и легирующие элементы в системах с магнием имеют существенно различающиеся температуры физико-химических превращений, следует принимать это во внимание при выборе режимов гомогенизации сплава.
Так как система магний-цинк имеет температуру равновесной эвтектики 343oС, а система магний-иттрий и магний-ЛРЗМ (ММ) соответственно в интервале температур 550-610oС ±3oС, а магний-цирконий - температуру перетектики 654oС, то для предлагаемого сплава предпочтительно рекомендовать двухступенчатый режим гомогенизирующего отжига.
I ступень - растворение легкоплавких избыточных фаз, содержащих цинк.
II ступень - растворение избыточных фаз, содержащих иттрий, ЛРЗМ (ММ), цирконий и марганец.
На основе проведенных исследований и с учетом химического, фазового и структурного состава предлагаемого сплава, температуры его неравновесного солидуса в зависимости от состава сплава, а также температуры начала интенсивного процесса коагуляции хрупких скелетообразных составляющих (выделений) сплава были разработаны и предложены режимы гомогенизации слитков и крупногабаритных толстостенных отливок.
I. 320-340oС - 8-12 ч + 400-420oС - 10-12 ч.
II. Для сплавов с повышенным содержанием иттрия, ЛРЗМ (ММ), циркония и марганца - 320-340oС - 8-12 ч + 480-500oС - 10-12 ч.
Охлаждение слитков после гомогенизации на воздухе.
В табл. 19 приведены результаты исследования микроструктуры и механических свойств слитков и деформированных полуфабрикатов после проведения гомогенизирующей обработки слитков.
Анализ результатов исследований влияния степени, температуры и скорости деформации на структуру и механические свойства предлагаемого сплава показал, что стабильная однородная мелкозернистая (полигонизованная) структура при горячей деформации может быть получена только за счет полной и спонтанной рекристаллизации. Температурно-скоростные условия горячей деформации зависят от содержания легирующих элементов в сплаве и состояния структуры исходной заготовки.
Для улучшения зеренной структуры конечного полуфабриката и изделия в нашем случае необходимо использовать предварительно деформированную заготовку из гомогенизированного слитка.
Как было сказано выше, зеренная (полигонизованная) структура в горячедеформированном полуфабрикате формируется либо в процессе деформации при высоких температурах с участием динамической рекристаллизации, либо после окончания горячей деформации за счет спонтанной рекристаллизации, происходящей в сплавах на основе магния практически мгновенно, менее чем за 1-2 с.
Динамическая рекристаллизация проходит в процессе динамического воздействия (деформации) на структуру при высоких температурах, а спонтанная - в процессе остывания металла после горячей деформации за счет энергии, накопленной при деформации.
Зеренная структура, образовавшаяся в результате горячей деформации сплавов на основе магния, является устойчивой (стабильной) и длительное время заметно не меняется при температурах не выше температуры последней деформации, обычно не ниже 350-400oС.
Проведенные исследования позволили получить необходимые данные по температуре, скорости и степени деформации предлагаемого сплава, которые позволяют создать в деформированном полуфабрикате (изделии) однородную мелкозернистую (полигонизованную) структуру, обеспечивающую повышенные механические и служебные свойства полуфабриката.
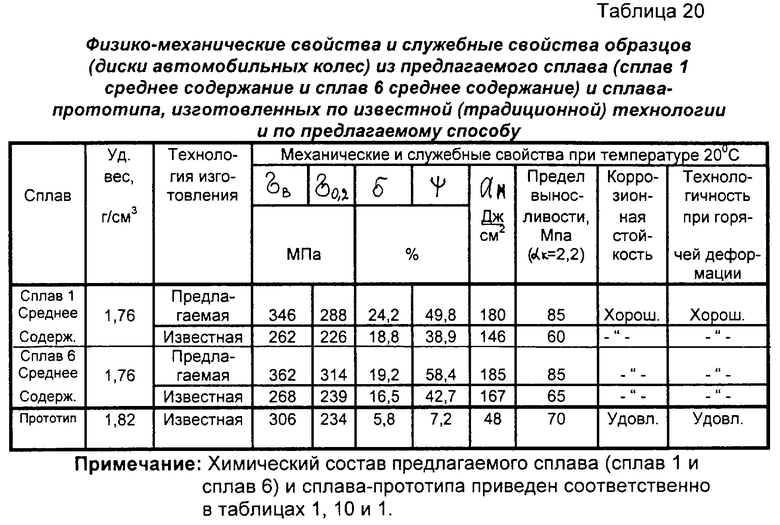
Ниже приводятся технологические параметры изготовления промежуточной (горячепрессованной) заготовки, ковки (осадки) и штамповки изделия применительно к изготовлению штампованного диска автомобильного колеса из предлагаемого сплава с регламентированной однородной мелкозернистой (полигонизованной) структурой.
Механические свойства диска автомобильного колеса, полученного по предлагаемому способу обработки предлагаемого сплава, в 1,2-1,5 раза выше, чем свойства диска колеса, изготовленного по известной традиционной технологии.
Следует отметить, что предлагаемый сплав в отличие от других известных деформированных стандартных магниевых сплавов, используемых для изготовления дисков колес, - сплавы МА14 (Россия), ZK60A (США) и др., благодаря своей высокой технологичности при горячей деформации позволяет применять большие суммарные деформации при ковке и штамповке за один переход.
Технологические параметры предлагаемого способа получения (горячей деформации) предлагаемого сплава, обеспечивающие создание регламентированной структуры, приведены ниже:
I. Прессование промежуточной заготовки из гомогенизированного слитка:
- Температура нагрева слитка и контейнера - 450-480oС, но так, чтобы в конце деформации температура заготовки была не более 500oС.
- Коэффициент вытяжки - более 10.
- Скорость истечения металла - максимально возможная на прессе, не менее 0,1 1/с.
Предлагаемый состав сплава и предварительная гомогенизация слитков позволяют прессовать заготовки с допустимой скоростью истечения металла при прессовании до 20 м/мин, для сравнения прототип - сплав МА15 - допускает скорости истечения до 2 м/мин, сплав МА14 - до 3 м/мин.
II. Ковку (осадку) прессованной заготовки можно совмещать с первой штамповкой заготовки по режиму:
- Использовать выпукло-вогнутые бойки.
- Температура нагрева заготовок и бойков - 450-480oС, но так, чтобы в конце деформации была не более 500oС.
- Степень деформации - более 50%.
- Скорость деформации - максимально возможная, не менее 0,1 1/с.
III. Предварительная штамповка:
- Температура нагрева заготовки и штампов - 400-450oС.
- Скорость деформации - не более 0,5 1/с.
- Степень деформации - не менее 15-20%.
Предварительный штамп должен быть сконструирован таким образом, чтобы при окончательной штамповке по всему сечению заготовки не было бы объемов металла со степенью деформации менее 20%.
IV. Окончательная штамповка диска автомобильного колеса:
- Окончательный штамп должен обеспечить максимально точную штамповку, чтобы, по возможности, уменьшить механическую обработку поверхности изделия (диска колеса).
- Температура нагрева заготовки - (400±20)oС.
- Температура штампа - (380±20)oС.
- Скорость деформации - минимальная на прессе, не более 0,01 1/с, т.е. время деформации около 1 мин при степени деформации 50%.
- Ориентировочные данные по требуемым усилиям (давлениям) при штамповке - 10 кг/см2. Истинное напряжение течения, необходимое для заполнения формы металлом, в данном случае составляет приблизительно 3-4 кг/мм2.
В табл. 20 приведены механические свойства образцов, изготовленных указанным выше способом и по традиционной технологии из предлагаемого сплава.
В последнее десятилетие все большее распространение получают технологии изготовления изделий из магниевых и других сплавов из твердо-жидкого состояния, причем в качестве исходного материала (шихты) используются измельченные твердые заготовки в виде гранул, тиксочипсов, порошка. Одной из таких технологий является Thixomoulding процесс (Т.М. процесс).
Проведенные исследования показали, что предлагаемый сплав в виде гранул, тиксочипсов, порошка может быть использован для изготовления изделий, в том числе тонкостенных, с толщиной стенки 0,5-3 мм, с высоким уровнем механических и служебных свойств, герметичности и качества поверхности.
Получение высоких физико-механических свойств и качества возможно, если изготовление изделий производят из твердожидкого или жидкого состояний при температурах, близких (+10oС) к температуре неравновесного солидуса сплава.
Обработку твердых заготовок предлагаемого сплава производят способом, при котором пластикация твердых заготовок на стадии подачи к форме осуществляет их измельчение в процессе трения скольжения, в т.ч. с участием сдвиговой деформации, облегчающих переход в твердожидкое или жидкое состояние с вязкостью и текучестью, обеспечивающих подачу однородного сплава (расплава) в полость формы со скоростью (скорость впрыска), исключающей захват газов и создающей возможность ее заполнения для получения герметичного изделия с минимальной пористостью, хорошей поверхностью и точностью размеров, высоким уровнем физико-механических и служебных свойств.
В табл. 21 приведены механические свойства образцов из предлагаемого сплава, полученного методом Т.М. процесса.
Из предлагаемого сплава по предлагаемому способу могут быть, в частности, изготовлены детали автомобиля с требуемыми энергопоглощающими свойствами, как например панели приборов, решетки радиаторов, бамперы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пожаробезопасный высокопрочный литейный магниевый сплав | 2020 |
|
RU2753660C1 |
| МАГНИЕВЫЙ СПЛАВ С УЛУЧШЕННЫМ СОЧЕТАНИЕМ МЕХАНИЧЕСКИХ И КОРРОЗИОННЫХ ХАРАКТЕРИСТИК | 2007 |
|
RU2418878C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2022 |
|
RU2800435C1 |
| Чугун | 1990 |
|
SU1700084A1 |
| АЛЮМИНИЕВЫЙ СПЛАВ | 2014 |
|
RU2570684C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ И ПРОВОЛОЧНЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2023 |
|
RU2828805C1 |
| КРИПОУСТОЙЧИВЫЙ МАГНИЕВЫЙ СПЛАВ | 2003 |
|
RU2320748C2 |
| Способ получения магниевого сплава | 2022 |
|
RU2788888C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2000 |
|
RU2184166C2 |
| Конструкционный радиационно-защитный алюминиевый сплав | 2024 |
|
RU2840328C1 |

















Изобретение относится к цветной металлургии, в частности к получению сплавов на основе магния, и способам их обработки. Сплавы на основе магния используются в качестве конструкционного материала при изготовлении отливок, изделий и деформированных полуфабрикатов для применения в автомобильной, авиационной, ракетно-космической, электронной и других отраслях промышленности. Предложенный сплав содержит следующие компоненты, вес.%: цинк 0,1-30, легкие редкоземельные металлы (ЛРЗМ) 0,05-1,0, марганец 0,001-0,5, алюминий 0,001-0,1, железо 0,0001-0,05, кремний 0,0001-0,05, магний остальное. Предложен способ обработки заявленного сплава, включающий приготовление шихты, приготовление расплава, введение лигатур магний-марганец, магний-цирконий, магний-иттрий и магний-ЛРЗМ, рафинирование расплава, его выстаивание и последующее литье. Перед введением в расплав лигатуры подогревают до температуры на 20-50oС ниже температуры неравновесного солидуса соответствующей лигатуры, при этом лигатуры магний-ЛРЗМ и магний-иттрий вводят в расплав за 30-60 мин до начала процесса литья. Техническим результатом изобретения является повышение пластичности, ударной взякости, технологичности при деформации. 2 с. и 14 з.п.ф-лы, 22 табл.
Цинк - 0,1 - 3,0
ЛРЗМ - 0,05 - 1,0
Марганец - 0,001 - 0,5
Алюминий - 0,001 - 0,1
Железо - 0,0001 - 0,05
Кремний - 0,0001 - 0,05
Магний - Остальное
2. Сплав по п. 1, отличающийся тем, что дополнительно содержит модификатор в виде одной из добавок, содержащей 0,01-1,0% циркония, кальция или стронция.
Цинк - 0,1 - 2,0
ЛРЗМ (ММ) - 0,05 - 0,2
Цирконий - 0,05 - 0,3
Иттрий - 0,01 - 0,5
Марганец - 0,001 - 0,1
Алюминий - 0,001 - 0,02
Железо - 0,0001 - 0,01
Кремний - 0,0001 - 0,005
Магний - Остальное
8. Сплав по п. 4, отличающийся тем, что содержит компоненты при следующем соотношении, вес. %:
Цинк - 0,1-1,0
ЛРЗМ (ММ) - 0,84 - 0,92
Цирконий - 0,69 - 0,81
Иттрий - 4,76 - 4,89
Марганец - 0,08 - 0,09
Алюминий - 0,012 - 0,018
Железо - 0,009 - 0,025
Кремний - 0,005 - 0,007
Магний - Остальное
9. Сплав по п. 4, отличающийся тем, что содержит компоненты при следующем соотношении, вес. %:
Цинк - 2,90
ЛРЗМ (ММ) - 0,84
Цирконий - 0,76
Иттрий - 4,88
Марганец - 0,09
Алюминий - 0,018
Железо - 0,003
Кремний - 0,008
Магний - Остальное
10. Сплав по п. 4, отличающийся тем, что содержит компоненты при следующем соотношении, вес. %:
Цинк - 2,94
ЛРЗМ (ММ) - 0,87
Цирконий - 0,72
Иттрий - 4,93
Марганец - 0,08
Алюминий - 0,015
Железо - 0,01
Кремний - 0,006
Магний - Остальное
11. Способ обработки сплава на основе магния, включающий приготовление шихты, приготовление расплава, введение в расплав лигатур магний-марганец, магний-цирконий, магний-иттрий и магний-ЛРЗМ, рафинирование расплава, его выстаивание и последующее литье, отличающийся тем, что получают сплав в соответствии с любым из пп. 4-10 формулы, лигатуры перед введением в расплав подогревают до температуры на 20-50oС ниже температуры неравновесного солидуса соответствующей лигатуры, при этом лигатуры магний-ЛРЗМ и магний-иттрий вводят в расплав за 30-60 мин до начала процесса литья.
| Прибор для наметки центра | 1927 |
|
SU14957A1 |
| СПЛАВЫ МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ | |||
| МАРКИ, 01.01.1978 | |||
| БОНДАРЕВ Б.И | |||
| Плавка и литье деформируемых магниевых сплавов | |||
| - М.: Металлургия, 1973, с.148-151 | |||
| US 3334998, 08.08.1967 | |||
| Аналого-цифровой преобразователь поразрядного кодирования | 1981 |
|
SU974571A1 |
| СПОСОБ ВВЕДЕНИЯ ЦИРКОНИЯ В МАГНИЙ | 1991 |
|
SU1822592A3 |
| Сплав на основе магния | 1989 |
|
SU1678881A1 |

