Изобретение относится к инструментам для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката.
Техническая задача, решаемая изобретением, снижение трудозатрат при разборке с сборке валков во время их ремонтов в продление рабочей кампании осей валков и подшипников.
Для решения этой задачи у профилегибочного валка, содержащего ось с насаженными на нее профильными и дистанционными элементами, а также стопорную гайку, упирающуюся в эти элементы, ось выполнена разъемной из двух частей неравной длины с резьбовым соединением между ними, одна из которых приводная и меньшей длины, разъем выполнен с приводной стороны валка, а направление резьбы в соединении соответствует заданному направлению вращения валка, при этом стопорная гайка выполнена с резьбой противоположного направления и размещена на части оси меньшей длины.
Сущность изобретения заключается в том, что при таком исполнении валка вращение его в заданном направлении приводит к самозатягиванию стопорной гайки и в процессе работы дистанционные элементы (как и рабочие) находятся под постоянно действующим осевым усилием, что исключает изменение поперечных размеров калибра. Так как при реверсе валка на него действуют значительно меньшие крутящие моменты, чем при работе (вращении в заданном направлении), исключается и самораскручивание резьбового соединения оси.
Опытную проверку валка предлагаемой конструкции производили на профилегибочном стане 1-4x50-300 Магнитогорского меткомбината при прокатке гнутых профилей сортамента этого стана.
Сравнение трудозатрат на разборку и сборку валков предлагаемой конструкции и известной (с цельной осью) показало, что для последних затраты выше в среднем в 1,3 раза за счет необходимости снятия с одного из концов оси валка подушки с установленным в нем подшипником качения. Кроме того, многократные снятия и насадки на ось подшипника приводят к ускорению износа как оси, так и подшипника, сокращая длительность их рабочей кампании в 3-4 раза.
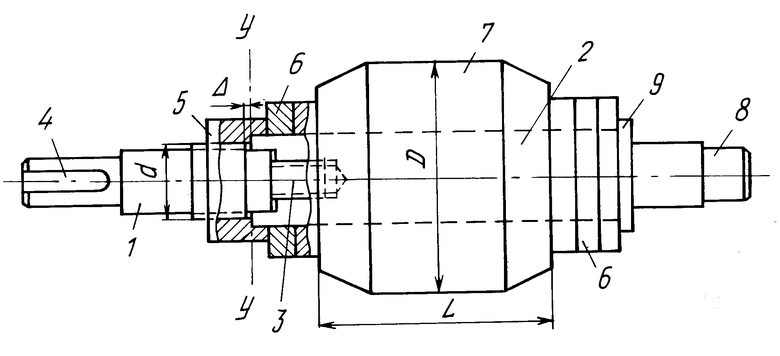
На чертеже показан предлагаемый валок профилегибочного стана.
Валок содержит разъемную ось, состоящую из двух частей: меньшей 1 и большей 2 длины, между которыми имеется резьбовое соединение 3 с направлением резьбы, тождественным заданному направлению вращения валка. Меньшая часть 1 выполнена с приводным концом 4. На участке максимального для этой части оси диаметра d, примыкающего к плоскости разъема У-У, выполнена резьба, направление которой противоположно заданному направлению вращения валка. Стопорная гайка 5 упирается при сборке валка в крайний дистанционный элемент 6. Эти элементы расположены по обе стороны от профильных элементов 7, причем элементы, установленные ближе к неприводному концу 8 оси, упираются в бурт 9.
При вращении собранного валка в заданном направлении резьбовое соединение 3, выполненное заодно с частью оcи меньшей длины 1, которая при сборке установлена с зазором Δ 2-4 мм относительно торца части 2 большей длины, ввинчивается в эту часть оси с уменьшением величины Δ. При этом стопорная гайка 5 с противоположным направлением резьбы начинает "свинчиваться" в сторону части 2 оси, сжимая элементы валка 6 и 7, следствием чего является упругая деформация обеих резьб (диаметра d и резьбового соединения 3), т.е. происходит "самостопорение" частей 1 и 2 оси с усилием, достаточным для предотвращения самопроизвольного раскручивания соединения при реверсе валка. С целью уменьшения усилия раскручивания соединения при разборке валка целесообразно выполнить реверс обоих сжатых нажимными винтами валков данной клети.
П р и м е р. Валок стана 1-4x50-300 содержит ось, состоящую из двух частей: длиной 350 м с приводной стороны и 650 мм с резьбовым соединением, направление резьбы которого совпадает с заданным направлением вращения валка; диаметр резьбы 2М64.
На короткой части оси выполнена резьба 2М110 противоположного направления, на которую навинчивается стопорная гайка, упирающаяся в крайний дистанционный элемент, установленный на длинной части оси. Диаметр D бочки валка 450 мм, ее длина L 300 мм, величина Δ зазора при сборке 4 мм.
Технико-экономическая эффективность изобретения по сравнению с известным, выбранным в качестве ближайшего аналога, заключается в снижении трудозатрат при разборке и сборке валков, а также в продлении рабочей кампании осей валков и подшипников.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187396C2 |
| Валок профилегибочного стана | 1992 |
|
SU1819175A3 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1997 |
|
RU2111815C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| ВАЛОК НЕПРЕРЫВНОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2148453C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
Изобретение относится к инструменту для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката. Основная задача, решаемая изобретением, снижение трудозатрат при производстве сортовых гнутых профилей. Предлагаемый валок содержит разъемную ось, состоящую из двух частей неравной длины с резьбовым соединением между ними, дистанционные элементы, насаженные на часть оси большой длины, и стопорную гайку, упирающуюся в эти элементы, при этом разъем выполнен с приводной стороны валка и с резьбой, направление которой совпадает с заданным направлением его вращения. Стопорная гайка размещена на поверхности части оси малой длины, а направление резьбы гайки противоположно направлению вращения валка. 1 ил.
ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА, содержащей ось, насаженные на нее профильные и дистанционные элементы, а также стопорную гайку, упирающуюся в эти элементы, отличающийся тем, что ось выполнена разъемной из двух частей неравной длины с резьбовым соединением между ними, одна из которых приводная и меньшей длины, разъем выполнен с приводной стороны валка, а направление резьбы в соединении соответствует заданному направлению вращения валка, при этом стопорная гайка выполнена с резьбой противоположного направления и размещена на части оси меньшей длины.
| Тришевский И.С | |||
| Производство гнутых профилей, Оборудование и технология, М.; Металлургия, 1982, с.356-357. |
