Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых профилей относительно малых размеров.
Основным инструментом профилегибочных станов являются формующие валки, попарно установленные в рабочих клетях. В большинстве случаев валки профилегибочных станов - составные: на ось, установленную в подшипниках клетей, насажены на шпонки формующие элементы; один из концов осей валков соединен тем или иным способом с приводом стана. Особенности конструкции валков профилегибочных станов описаны, например, в справочнике под ред. Тришевского И. С. Производство и применение гнутых профилей проката. М., Металлургия, 1975, с. 167-169.
Известен инструмент профилегибочного стана с взаимозаменяемыми элементами на верхнем и нижнем валках, выполненный с разными по величине радиусами внешних и внутренних закруглений элементов верхнего валка и с уменьшенной шириной среднего цилиндрического элемента нижнего валка (см. А.С. СССР 1530284).
Известен также инструмент профилегибочного стана, содержащий установленные на валу профильные элементы, у которого на торцевой поверхности кромконаправляющего элемента выполнен паз для кромки профиля, концентричный цилиндрической рабочей поверхности этого элемента (см. А.С. СССР 912333).
Недостатком известных профилегибочных инструментов является ограничение их технологических возможностей, связанное с тем, что при перевалке валков необходимо снимать с их осей подушки с подшипниками качения.
Наиболее близким аналогом к заявляемому изобретению является инструмент (валок) профилегибочного стана, описанный в патенте РФ 1819175, кл. B 21 D 37/00 от 13.04.92.
Этот инструмент содержит как минимум 2 валка с осями, выполненными из двух составных частей, соединенных посредством резьбы на соединительном выступе с направлением, противоположным направлению вращения валка. Ось также содержит замкнутый шпоночный паз, фиксирующую реборду с приводной стороны и установленные цилиндрические формующие элементы. Торцевой участок оси выполнен в виде правильного шестигранника, что позволяет осуществить перевалку без снятия подшипника с конца оси.
Недостатком данной конструкции являются также ограниченные технологические, а также эксплуатационные возможности инструмента, а именно - невозможность его использования на прокатном стане с консольным (одноопорным) креплением валков, так как разъем двух составных частей оси у известного валка расположен на расстоянии от фиксирующей реборды, равном суммарной ширине "набора" валка (рабочих элементов, дистанционных элементов и стопорных гаек), что при профилировании в "консольном варианте" стана создает (при достаточно большом плече силы) значительный изгибающий валок момент, в результате чего возникают дефекты искажения геометрии гнутых профилей, а подшипниковый узел подвергается быстрому износу, что приводит к дополнительным трудозатратам на его ремонт или замену.
Технической задачей изобретения является расширение технологических возможностей инструмента профилегибочного стана, преимущественно легкого типа без ухудшения качества (геометрии) формируемых профилей и снижение трудозатрат.
Для этого в инструменте профилегибочного стана преимущественно легкого типа, содержащем пару валков с осями, выполненными из двух составных частей, соединенных посредством резьбы, нанесенной на соединительном валке выступа с направлением, противоположным направлению вращения валка, имеющим замкнутый шпоночный паз, фиксирующую реборду с приводной стороны и смонтированные цилиндрические формующие элементы, на оси каждого валка с противоположной стороны выполнена дополнительная реборда, разъем оси расположен на ее середине с образованием двух полуосей, соединительные выступы с резьбой выполнены на приводной полуоси, а на приводных полуосях под цилиндрическими формующими элементами выполнены дополнительные шпоночные пазы - замкнутый на одной оси, и сквозной на другой оси. Кроме того, все формующие элементы валка со сквозным шпоночным пазом могут быть разъемными, а также может быть второй вариант, когда средний цилиндрический формующий элемент этого же валка и его крайний конический (с приводной стороны) выполнены неразъемными.
Такое конструктивное выполнение инструмента, во-первых, позволяет унифицировать его, то есть расширить сферу применения (как при двухопорном, так и при консольном креплении валков), а во-вторых, упростить конструкцию (вместо стопорных гаек применить более простую фиксацию посредством реборд и разъем осей перенести на середину оси). При этом сохраняется основное преимущество консольного крепления - возможность замены формующих элементов (перевалки) непосредственно на стане и без снятия с оси подушки с подшипником. В результате этого упрощается и удешевляется эксплуатация стана, снижаются трудозатраты, а также увеличивается рабочая кампания валков и дорогостоящих подшипников качения.
Предлагаемый инструмент может принципиально быть использован и на станах среднего типа (таких как 1-4 х 50-300), но наибольший эффект от его использования достигается на легких станах, где инструмент может эксплуатироваться как при консольном, так и при двухопорном креплении валков.
На чертеже изображен заявляемый инструмент профилегибочного стана.
Каждая из осей, составляющих инструмент валков, состоит из двух полуосей. Полуоси 1 расположены с приводной стороны валка, полуоси 2 - со стороны управления. Разъем осей происходит соответственно на середине расстояния 1 в плоскости yy. Такое местоположение плоскости разъема обеспечивает примерно одинаковую нагрузку на резьбу каждой полуоси при профилировании. На обеих полуосях выполнены фиксирующие реборды 3. На верхней оси расположены два цилиндроконических формующих элемента 4, а на нижней оси могут быть три элемента разъемных 5, 6 и 6, а также два из них (средний цилиндрический 5 и крайний конический 6 с приводной стороны) неразъемными. Последний вариант с двумя неразъемными элементами применяется для профилирования относительно малых сечений. Концы осей крепятся в подшипниках (на чертеже не показаны), а конечные участки полуосей со стороны управления валками выполнены в виде многогранника с гранями "под ключ". Резьбовые выступы 8 выполнены на полуосях 1. На полуосях 1 и 2 валка с цилиндроконическими формующими элементами выполнены замкнутые шпоночные пазы 9, а на полуосях другого валка на приводной полуоси выполнен сквозной замкнутый паз 10, а на полуоси 2 - замкнутый 11. Наличие сквозного шпоночного паза обусловлено необходимостью размещения в нем шпонки 12 максимально возможной длины, так как значительно большая часть крутящего момента при профилировании передается со стороны привода именно на нижний валок (см. , например, книгу под ред. Тришевского И.С. Производство гнутых профилей (оборудование и технология), М., Металлургия, 1982, с. 47-56). Кроме того, в этом случае средний элемент 5 этого валка, частично размещенный на полуоси 1, также становится "приводным". Наличие замкнутого шпоночного паза 11 на этом же валке обеспечивает перемещение оси 2 в отверстии элемента 5 при навинчивании на резьбовой выступ 8.
При сборке валков двухопорного стана сначала насаживают формующие элементы на полуоси 1 обеих осей, затем к этим полуосям привинчивают полуоси 2, расположенные в подшипниках подушек, вместе с насаженными на них крайними формующими элементами, при этом подушки продвигаются вперед поперечно направлению прокатки до полного завинчивания полуосей 2 и закрепления подушек. При необходимости между ребордами 3 и формующими элементами могут располагаться кольца или уплотняющие прокладки.
Так как резьбы на полуосях выполнены взаимно противоположными и обратны заданному направлению вращения валков, то при профилировании происходит дополнительная затяжка резьбы, упрочняющая соединение полуосей. Вероятность развинчивания полуосей чрезвычайно мала вследствие наличия фиксирующих реборд 3, которые имеют возможность упираться во внутренние кольца подшипников качения.
Для облегчения развинчивания полуосей при перевалках целесообразно производить реверсивное вращение валков.
Предлагаемое устройство работает по аналогии типичного инструмента профилегибочного стана с двухвалковыми клетями для производства сортовых гнутых профилей.
Опытную проверку найденного технического решения производили при профилировании на стане легкого типа 0,4-1,8 х 40-180 (0,2-1,5 х 20-90) АО "Магнитогорский меткомбинат", который может работать в двух вариантах: при консольном и двухопорном креплении валков. Результаты опытов сравнивались с профилированием на этом же стане известными валками при их креплении.
Было установлено, что уровень качества (геометрия) гнутых профилей не снизился при использовании предлагаемого инструмента. При этом профилирование на стане с консольным креплением валков снизило энергозатраты на 10-12% по сравнению с профилированием того же сортамента на двухопорном стане. Кроме того, трудозатраты при изготовлении гнутых профилей разных размеров с применением заявляемого объекта на стане 0,4-1,8 х 40-180 (0,2-1,5 х 20-90) в двух вариантах его работы были на 20-25% меньше, чем при их изготовлении с применением известного объекта на том же стане в двухопорном его варианте.
Пример конкретного выполнения.
Инструмент профилегибочного стана легкого типа содержит два валка, состоящих из разборных осей диаметром 50 мм, резьбовое соединение которых выполнено с диаметром 30 мм (правая и левая резьбы 1М30х2). Расстояние между фиксирующими ребордами l = 200 мм; конечные участки полуосей со стороны управления валками выполнены в виде шестигранников под ключ с h = 30 мм. Посадочный диаметр под подшипники качения равен 35 мм.
На верхней оси насажены на шпонках два цилиндроконических формующих элемента с катающим диаметром Db = 150 мм. Формующие элементы для нижней оси могут быть выполнены все разъемными, тогда это один цилиндрический с катающим диаметром 100 мм и два конических, либо два неразъемных как одно целое (конический элемент со стороны привода и цилиндрический), и второй элемент - конический со стороны управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1997 |
|
RU2111815C1 |
Изобретение относится к обработке металлов давлением, в частности к производству холодногнутых профилей проката. Основная задача, решаемая изобретением - расширение технологических возможностей инструмента профилегибочного стана, преимущественно легкого типа, без ухудшения качества формуемых профилей и снижение трудозатрат при профилировании. Предлагаемый инструмент профилегибочного стана содержит валки с формующими элементами, установленными на верхней и нижней разборных осях, состоящих каждая из двух полуосей со сквозными и замкнутыми шпоночными пазами и с фиксирующими ребордами. На приводных полуосях выполнены резьбовые соединительные выступы с противоположным направлением резьбы, при этом формующие элементы для нижней оси могут быть выполнены в двух вариантах: первый - все формующие элементы (один цилиндрический и два конических) - разъемные и второй, когда один конический и цилиндрический элементы выполнены как одно целое. 2 з.п. ф-лы, 1 ил.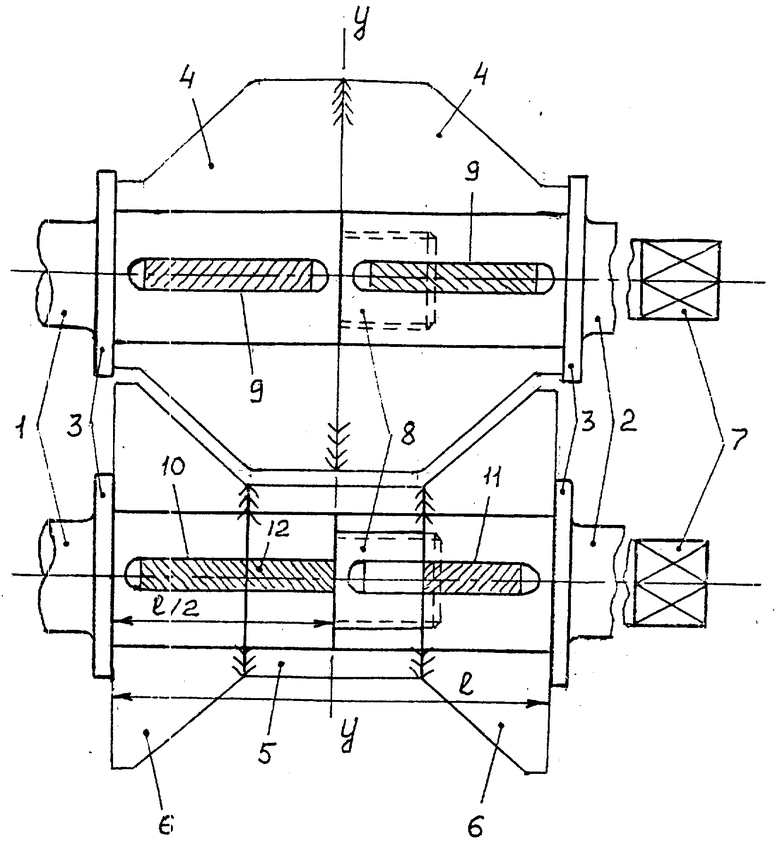
| SU, патент, 1819175, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
