Предлагаемое изобретение относится к оборудованию для производства проката и может быть использовано при изготовлении профильных труб.
Такие трубы разнообразного поперечного сечения (чаще всего - квадратного или прямоугольного) изготавливают обычно из прямошовных электросварных круглых труб путем соответствующей их формовки с использованием четырехвалковых клетей, причем для каждого профилеразмера используется свой комплект валков.
При изготовлении профильной трубы сначала формуется круглое сечение, которое после сварки шва переформовывается в требуемое сечение. Принципиально для изготовления профильных труб можно использовать профилегибочный стан, содержащий сварочную клеть и универсальные (четырехвалковые) клети. Особенности конструкции таких клетей описаны, например, в книге под ред. Тришевского И.С. Производство гнутых профилей (оборудование и технология). - М.: Металлургия, 1982, с.102-104. Калибры таких клетей предназначены для формовки одного конкретного профилеразмера.
Известна универсальная рабочая клеть профилегибочного агрегата, у которой оседержатели вертикальных роликов выполнены U-образными, огибающими горизонтальные валки и установлены на ползунах, смонтированных на станине (см. а.с. СССР №245523, кл. В 23 К, опубл. 15.04.70 г.). Известен также профилегибочный агрегат для гибки швеллеров, содержащий универсальные клети с наличием трех пар вертикальных валков, расположенных по бокам движущегося профиля, из которых одна пара установлена в плоскости горизонтальных валков (см. япон. заявку №52-32166, кл. В 21 D 5/08, опубл. 16.10.78 г.).
Недостатком известных универсальных клетей является возможность изготовления с их помощью только одного профилеразмера (на одном комплекте валков).
Наиболее близкой к заявляемому объекту является универсальная (формовочная) клеть профилегибочного агрегата 1-4×50-300, приведенная в Справочнике по прокатному и трубному производству Я.С. Финкельштейна, М.: Металлургия, 1975, с.247 и 248 и рис.2.
Эта клеть содержит два горизонтальных и два вертикальных валка, оси которых лежат в одной плоскости, а валки выполнены с возможностью перемещения как по вертикали, так и по горизонтали и состоят из осей с ограничительными ребордами на одном конце их рабочей части, на которых установлены профилирующие шайбы заданных диаметров и ширин, причем клеть характеризуется тем, что кассеты вертикальных валков крепятся снаружи станин планками с помощью болтов, а в кассетах установлены перемещающиеся по горизонтали держатели осей этих валков. Недостатком универсальной клети такой конструкции является необходимость замены (перевалки) валков при переходе на новый профилеразмер, если в клети формуется профильная труба квадратного или прямоугольного поперечного сечения. В результате этого увеличивается расход валков, и возрастают трудозатраты.
Технической задачей настоящего изобретения является уменьшение расхода валков и сокращение трудозатрат при формовке профильных труб упомянутой конфигурации на профилегибочном стане.
Для решения этой задачи в универсальной клети, содержащей два горизонтальных и два вертикальных валка, крепящихся снаружи станин планками с помощью болтов, причем оси всех валков лежат в одной плоскости, а валки выполнены с возможностью перемещения как по вертикали, так и по горизонтали и состоят из осей с ограничительными ребордами на одном конце их рабочей части, на которых установлены профилирующие шайбы заданных диаметров и ширин, на оси верхнего горизонтального валка с обеих сторон шайбы дополнительно установлены втулки, упирающиеся одним торцом в ограничительные реборды и с наружными резьбовыми участками заданной длины со стороны шайбы, резьбы втулок имеют противоположные - левое и правое направления, а направление закручивания каждой гайки до упора в шайбу совпадает с направлением вращения валка при профилировании, при этом суммарная длина втулок меньше расстояния между ребордами осей на величину Δ=b+δ, где b - ширина шайбы, δ - требуемая величина ее перемещения вдоль оси, а отверстия для болтов в планках крепления вертикальных роликов выполнены удлиненными по вертикали с длиной, достаточной для требуемого перемещения этих валков. Профилирующая шайба нижнего валка также может быть выполнена с возможностью осевого перемещения аналогично шайбе верхнего валка.
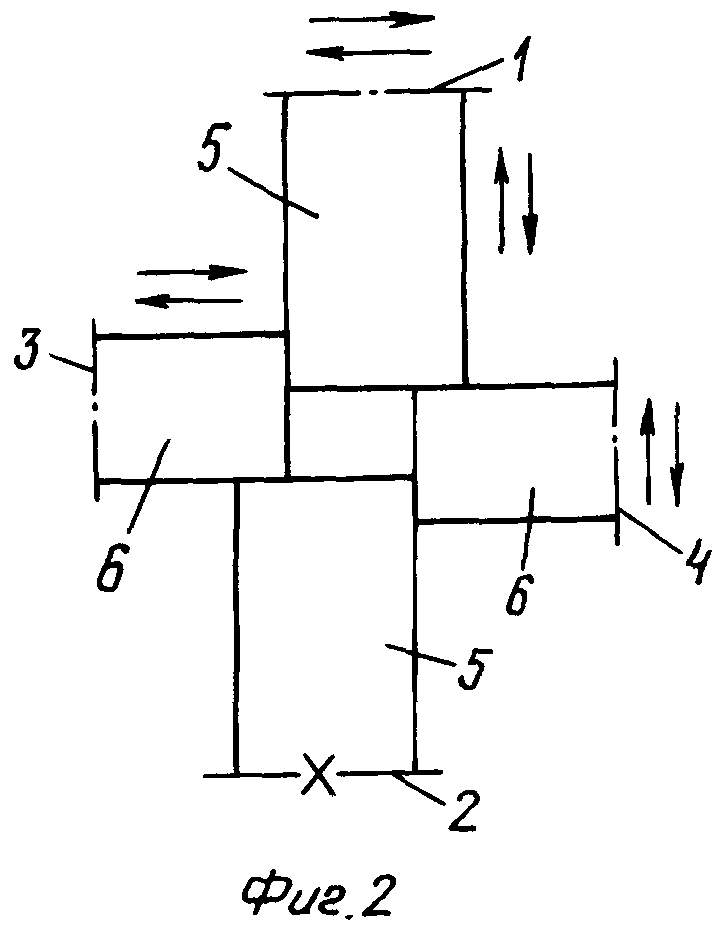
Сущность заявляемого технического решения заключается в создании такой конструкции универсальной клети, которая позволяет устанавливать горизонтальные и вертикальные формующие шайбы со значительным по величине сдвигам друг относительно друга соответственно по горизонтали и вертикали, как это показано на фиг.1. В этом случае образуется замкнутый квадратный или прямоугольный калибр, минимальная площадь которого практически равна нулю, а максимальная определяется шириной шайб и возможностью их перемещения в соответствующем направлении.
У вышеописанной же универсальной клети существует только регулировочное перемещение вертикальных валков на весьма ограниченную величину (5...10 мм) по вертикали, что и обусловливает необходимость смены валков при переходе на новый профилеразмер трубы, формуемой в этой клети.
Конструкция предлагаемой клети показана на фиг.1, а схема установки (передвижения) валков для образования калибра требуемых размеров - на фиг.2.
Клеть (см.фиг.1) содержит верхний 1 и нижний 2 горизонтальные валки и левый 3 и правый 4 вертикальные валки, которые являются неприводными. Горизонтальные валки имеют формующие (профилирующие) шайбы 5 диаметра D, а вертикальные - шайбы 6 диаметра d, причем D>d; оси всех валков лежат в одной вертикальной (осевой) плоскости клети уу.
Нижний валок 2 установлен на постоянном уровне и без возможности перемещения по вертикали. Верхний же валок 1 перемещается по вертикали с помощью нажимных устройств 7, смонтированных в станинах 8 клети, а его формующая шайба 5 перемещается по горизонтали посредством вращения тарельчатых гаек 9, навинченных на резьбовые втулки 10, которые одним своим торцом упираются в ограничительные реборды 11 оси валка. Резьбы на втулках и гайках слева и справа от шайбы имеют противоположные направления, в результате чего направление закручивания каждой гайки до упора в шайбу совпадает с направлением вращения валка при профилировании, предотвращая тем самым их произвольное “самооткручивание” с известными отрицательными последствиями.
Вертикальные валки 3, 4 установлены в кассетах 12, которые зафиксированы в проемах 13 станин 8 с помощью плитовин 14, крепящихся к станинам болтами 15. Отверстия этих болтов выполнены вытянутыми по вертикали, что позволяет перемещать кассеты на заданные расстояния в вертикальной плоскости. Перемещение вертикальных валков поперек направления профилирования (т.е. по горизонтали в плоскости чертежа) осуществляется внутри кассет с помощью регулировочных винтов 16.
Такая конструкция клети дает возможность изменять конфигурацию и площадь калибра (как это показано на схеме фиг.2) без замены валков, т.е. на одном их комплекте изготавливать обширный сортамент профильных труб. Как следует из фиг.2, для варьирования размеров прямоугольного (квадратного) калибра левый вертикальный валок достаточно перемещать только по горизонтали (показано стрелками). Однако в предлагаемой конструкции предусмотрено его перемещение и по вертикали, что необходимо при изменении диаметра шайбы 5 нижнего валка (например, при переточках по износу ее рабочей поверхности).
Опытную проверку заявляемой клети производили на профилегибочном агрегате 1-4×50-300 ЗАО “КГП” Магнитогорского меткомбината при формовке квадратных и прямоугольных труб различных размеров и марок сталей.
Испытуемая клеть во всех случаях являлась чистовой (последней). В опытах оценивалась геометрия и качество поверхности профильных труб, получаемых при установке в клети одних и тех же валков. Уровень качества профилей при этом сравнивался с качеством продукции, полученной при использовании известных универсальных клетей (см. выше).
Опыты показали, что в обоих случаях уровень качества профильных труб был, практически, одинаков. Выполненный же в Центральной лаборатории контроля ОАО “ММК” технико-экономический анализ свидетельствует, что использование универсальной клети предлагаемой конструкции сокращает расход валков при производстве профильных труб, в среднем, в 2,5 раза при уменьшении трудозатрат не менее чем на 20%.
Таким образом, опытная проверка подтвердила приемлемость заявляемого объекта для решения поставленной задачи и его преимущества перед известным устройством.
Пример конкретного выполнения
Универсальная клеть (см. фиг.1) используется в качестве чистовой при формовке из круглой прямошовной трубы диаметром 60 мм и толщиной 2,5 мм (материал - ст.3пс) профильных труб квадратного сечения 41×41 мм2 и прямоугольного 27×55 мм2.
Диаметр профилирующих шайб горизонтальных валков 315 мм, а их ширина b=80 мм; диаметр вертикальных валков - 190 мм.
Суммарная длина резьбовых втулок горизонтальных валков l=220 мм, а расстояние между ребордами осей этих валков L=380 мм, т.е. Δ=b+δ=L-l=380-220=160 мм и величина перемещения шайб δ=Δ-b=160-80=80 мм.
Длина вытянутых по вертикали отверстий под крепежные болты планок позволяет перемещать кассеты вертикальных валков на расстояние 50 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2295409C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |

Изобретение относится к прокатному производству и может быть использовано при изготовлении профильных труб. Универсальная клеть профилегибочного стана содержит два горизонтальных и два вертикальных валка с расположенными в одной плоскости осями, закрепленными снаружи станины планками с помощью болтов с возможностью перемещения по вертикали и горизонтали, каждый из валков состоит из оси с установленной на ней профилирующей шайбой заданного диаметра и ширины и ограничительных реборд на одном конце ее рабочей части, профилирующая шайба верхнего горизонтального валка выполнена с возможностью осевого перемещения посредством установленных на оси с обеих ее сторон резьбовых втулок, имеющих со стороны профилирующей шайбы наружные резьбовые участки заданной длины с резьбой противоположного левого и правого направления и упирающихся одним своим торцом в ограничительные реборды, и навинченных на резьбовые втулки тарельчатых гаек, упирающихся в торцы профилирующей шайбы, при этом направление навинчивания каждой тарельчатой гайки до упора в профилирующую шайбу совпадает с направлением вращения горизонтального валка при профилировании, суммарная длина резьбовых втулок меньше расстояния между ребордами осей, а отверстия для болтов в планках крепления вертикальных валков выполнены удлиненными по вертикали, длина которых достаточна для требуемого перемещения этих валков. Повышается качество поверхности труб и сокращается расход валков при уменьшении трудозатрат. 1 з.п. ф-лы, 3 ил.

| ФИНКЕЛЬШТЕЙН Я.С | |||
| Справочник по прокатному и трубному производству | |||
| - М.: Металлургия, 1975, с.247 и 248, рис.2 | |||
| ШТАММ БАКТЕРИЙ LACTOBACILLUS ACIDOPHILUS N.V.EP 317/402 "НАРИНЭ" ААА, ИСПОЛЬЗУЕМЫЙ ПРИ ПРИГОТОВЛЕНИИ ПРЕПАРАТОВ, ДИЕТИЧЕСКИХ И ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКИХ ПРОДУКТОВ ДЛЯ ЛЕЧЕНИЯ ДИСБАКТЕРИОЗА И ЕГО ПОСЛЕДСТВИЙ | 1999 |
|
RU2146454C1 |
| Спуск для корнеплодов | 1986 |
|
SU1498670A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЗОЛОКЕРАМИЧЕСКИХ КАМНЕЙ И КИРПИЧЕЙ | 2006 |
|
RU2308439C1 |

