Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве сортовых гнутых профилей проката.
Валки являются основным инструментом для производства гнутых профилей, в том числе сортовых. Наибольшее распространение получили составные профилегибочные валки, у которых бочка состоит из нескольких элементов (шайб), устанавливаемых на оси (валу). Назначение и устройство профилегибочных валков достаточно подробно описаны, например, в книге С.Ф. Березовского "Производство гнутых профилей", М., "Металлургия", 1985, с. 21 - 25. Если длина рабочей части оси валка больше ширины профилируемой полосовой заготовки, то с обеих сторон бочки устанавливаются дистанционные элементы. Для закрепления элементов на валу применяются стопорные гайки, обычно навинчиваемые на промежуточные втулки, состоящие из двух полуколец, устанавливаемых в специальные проточки на валу и скрепляемых стопорными планками.
Известен составной валок многоклетьевого профилегибочного стана для изготовления гофрированных профилей, у которого элементы, формующие горизонтальные участки профиля, имеют длину, равную длине проекции гофра на горизонтальную плоскость, а элементы, формующие горизонтальный и сопряженные с ним наклонные участки профиля, имеют длину, равную длине его горизонтальных участков, и радиусы сопряжения поверхностей элементов равны 1 - 1,5 радиуса закруглений готового профиля (см. а.с. СССР N 330895, кл. B 21 D 5/12, B 21 D 13/10 от 03.07.72 г.). Этот валок непригоден для изготовления сортовых гнутых профилей.
Известен также валок клети профилегибочного стана, у которого разъемы между отдельными его элементами выполнены в местах наибольшего износа рабочей поверхности, отстоящих от конических поверхностей валка на определенном расстоянии (см. а.с. СССР N 801933, кл. B 2 D 5/06 от 07.02.81 г.). Недостатком этого валка является относительная сложность изготовления его оси и невозможность перемещения по ней элементов после установки валка в клеть.
Наиболее близким аналогом к заявляемому объекту является валок профилегибочного стана, описанный в справочнике под ред. И.С. Тришевского "Производство и применение гнутых профилей проката", М., "Металлургия", 1975, с. 167 - 168 и рис. 60.
Этот валок содержит вал с цапфами и установленные на валу рабочие и дистанционные элементы, фиксируемые стопорными гайками с обоих концов вала, и характеризуется тем, что гайки навинчены на промежуточные разрезные втулки, установленные в специальных проточках вала.
Недостатком валка такой конструкции также является относительная сложность изготовления его вала и невозможность перемещения по нему элементов после установки валка в клеть, что затрудняет настройку стана и повышает затраты на производство гнутых профилей.
Технической задачей изобретения является снижение трудозатрат на производство гнутых сортовых профилей за счет упрощения конструкции валка и возможности более точной настройки калибров стана.
Для решения этой задачи у валка непрерывного профилегибочного стана, содержащего вал с цапфами и установленные на валу рабочие и дистанционные элементы, фиксируемые стопорными гайками с обоих концов вала, на нем дополнительно установлены промежуточные гайки с наружной резьбой, а на цапфах - упорные втулки с фланцами, при этом стопорные гайки выполнены с внутренней резьбой, противоположной направлению вращения валка, в которую ввинчена промежуточная гайка, а втулки установлены до упора фланца в промежуточную гайку и длина резьбового соединения гаек равна (6...8)t, где t - шаг резьбы.
Приведенная математическая зависимость получена на основе опытных данных и является эмпирической.
Сущность найденного технического решения заключается в изменении конструкции фиксирующего элемента валка узла, что, во-первых, упрощает изготовление вала, который не содержит проточек, и во-вторых, дает возможность некоторого перемещения элементов, составляющих бочку валка, в поперечном (относительно продольной оси стана) направлении.
Действительно, как видно из чертежа, стопорные гайки предлагаемого валка могут перемещаться в поперечном направлении (т.е. вдоль по валу), что делает возможным такое же перемещение дистанционных и рабочих элементов валка; в результате этого появляется возможность более точной установки калибров относительно продольной оси стана.
Для предотвращения самоотвинчивания стопорных гаек валка в процессе профилирования резьба на них выбрана с направлением, противоположным направлению вращения валка (он вращается всегда в одном направлении); кроме того, длина резьбового соединения стопорных и промежуточных гаек выбрана (опытным путем) такой, чтобы создать достаточные силы трения, также предотвращающие самоотвинчивание гаек.
Существенным отличием заявляемого объекта от известного является также возможность регулирования усилия осевого упора во внутренние кольца подшипников качения, в которых устанавливается вал. Причем, изменение такого усилия происходит без поперечного смещения формующих элементов валка, что не ухудшает качества формуемых профилей, но продляет работоспособность дорогостоящих подшипников, снижая тем самым трудозатраты на производство.
Схема заявляемого валка (узла крепления его элементов) показана на чертеже (дана левая из двух одинаковых частей валка).
На валу 1, выполненном ступенчатым с рабочим участком I диаметра D, на котором имеется шпоночный паз 2, и с двумя участками II диаметра d (эти участки являются цапфами), установлены рабочие (формующие) элементы 3, составляющие бочку валка, и дистанционные (при необходимости) элементы 4. На участке I с каждой стороны валка размещены также две промежуточные гайки 5 с внешней резьбой, а на участках II - упорные втулки 6 с фланцами, в которые упираются промежуточные гайки.
Дистанционные элементы 4 фиксируются с каждой стороны валка стопорными гайками 7, выполненными с внутренней резьбой диаметром ⊘ и навинченными на промежуточные гайки 5. Направление резьбового соединения противоположно направлению вращения валка, а длина участка контакта, т.е. длина резьбового соединения гаек, - L = (6...8)t, где t - шаг резьбы.
Цапфы вала 1 входят во внутренние кольца подшипников качения 8, установленных в проеме станины 9.
Если после установки валка в клеть требуется некоторое перемещение формующих элементов в поперечном направлении (очевидно, в каждую сторону - влево или вправо, не более чем на величину δ, выбираемую конструктивно), то это достигается вращением и перемещением в нужную сторону стопорных гаек 7 по промежуточным гайкам 5.
Если же требуется увеличить или уменьшить усилие упора втулок 6 в кольца подшипников 8 - вращают промежуточные гайки 5 при неподвижных стопорных гайках 7, что можно осуществить с каждой стороны валка, например, с помощью двух гаечных ключей.
Таким образом, для эксплуатации валка предлагаемой конструкции не требуются вал с проточками и разрезные втулки под стопорные гайки.
Опытную проверку заявляемого профилегибочного валка производили на непрерывном стане 1 - 4 х 50 - 300 ЗАО "Прокат - Гнутый профиль" Магнитогорского меткомбината.
С этой целью в стане устанавливались предлагаемые валки, отличавшиеся длинами промежуточных и стопорных гаек, что позволяло испытывать валки с разной величиной L = f(t). Наилучшие результаты (отсутствие самоотвинчивания стопорных гаек, более быстрая настройка стана без ухудшения качества готовых гнутых профилей и максимальная длительность работы подшипников) получены для валков вышеописанной конструкции при L = (6...8)t.
Уменьшение L приводило в отдельных случаях к ослаблению фиксации рабочих элементов валков и к остановкам стана. При L > 8t уменьшались величины δ (см. чертеж), что сужало возможности "поднастройки" калибров и требовало дополнительных трудозатрат.
Сравнение трудозатрат при профилировании валками заявляемой конструкции и известными, выбранными в качестве ближайшего аналога, показало, что в первом случае они меньше 5...7%.
Следовательно, опытная проверка подтвердила приемлемость найденного технического решения для выполнения поставленной задачи и его преимущество перед известным объектом.
Опытная эксплуатация заявляемых валков на стане 2-8 х 100 - 600 с поштучным процессом профилирования не дала нужных результатов.
Пример конкретного выполнения
Валок непрерывного профилегибочного стана 1 - 4 х 50 - 300 содержит вал с рабочим участком (см. чертеж) диаметром D = 115 мм и с цапфами диаметром d = 90 мм; полная длина рабочего участка - 400 мм.
На валу с каждой стороны установлены промежуточные гайки с резьбой диаметром ⊘ 1М165х4. Эти гайки упираются во фланцы втулок, контактирующих с внутренними кольцами двухрядных подшипников качения с коническими роликами.
На промежуточные гайки навинчены стопорные гайки с резьбой того же направления, противоположного направлению вращения валка, длина резьбового соединения L = 7t, т.е. при шаге резьбы t = 4 мм - L = 7 x 4 = 28 мм. Величина δ = 12 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187396C2 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1997 |
|
RU2111815C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2049573C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| Валок профилегибочного стана | 1992 |
|
SU1819175A3 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2256523C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых гнутых профилей проката. На валу с цапфами установлены рабочие и дистанционные элементы, зафиксированные с обоих концов вала стопорными гайками с внутренней резьбой. На валу установлены промежуточные гайки с наружной резьбой, ввинченные в стопорные гайки с образованием резьбового соединения. На цапфах размещены упорные втулки с фланцами, упирающимися в промежуточные гайки. Внутренняя резьба стопорных гаек имеет направление, противоположное направлению вращения валка. Резьбовое соединение стопорных и промежуточных гаек имеет длину, составляющую от 6 до 8 шагов резьбы. В результате упрощается конструкция валка и обеспечивается возможность более точной настройки калибров стана. 1 ил.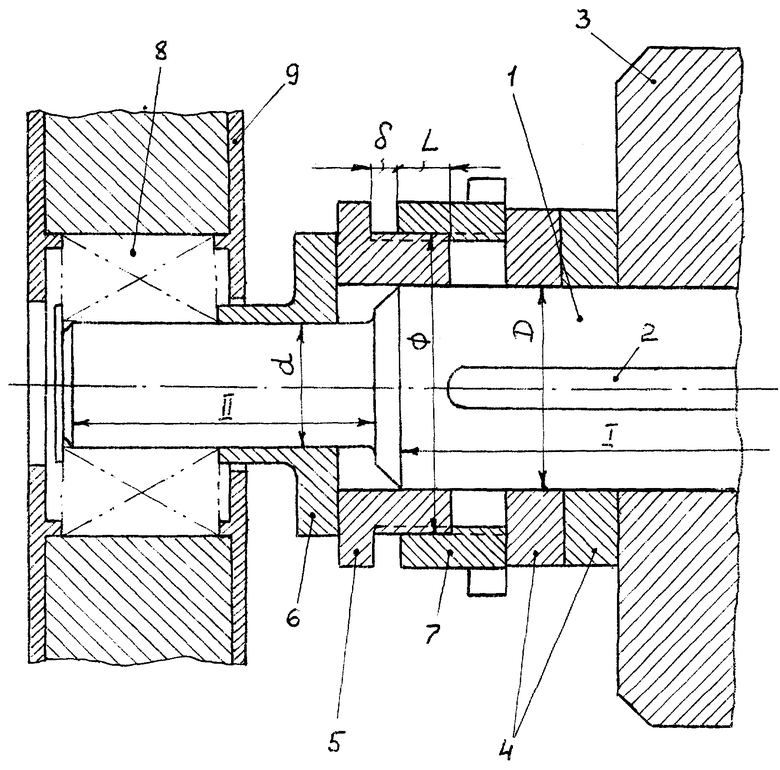
Валок непрерывного профилегибочного стана, содержащий вал с цапфами и рабочие и дистанционные элементы, установленные на валу и зафиксированные с обоих его концов посредством стопорных гаек с внутренней резьбой, отличающийся тем, что он снабжен промежуточными гайками с наружной резьбой, установленными на валу и ввинченными в стопорные гайки с образованием резьбового соединения, и упорными втулками с фланцами, размещенными на цапфах с упором упомянутыми фланцами в промежуточные гайки, при этом внутренняя резьба стопорных гаек выполнена с направлением, противоположным направлению вращения валка, а резьбовое соединение стопорных и промежуточных гаек выполнено длиной, составляющей (6-8)t, где t - шаг резьбы.
| Производство и применение профильного проката./Под ред | |||
| Тришевского И.С | |||
| - М.: Металлургия, 1975, с.167-168, рис.60 | |||
| Рабочая клеть профилегибочного стана | 1987 |
|
SU1590155A1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2049573C1 |
| Валок рабочей клети | 1975 |
|
SU551076A1 |
| Валок профилегибочного стана | 1978 |
|
SU740339A1 |
| I ВСЕСОЮЗНАЯ'jM'^EflTHQ-Tfcy'-'^-iF^^A^ | 0 |
|
SU388811A1 |
| Устройство для крепления деталей на валу | 1975 |
|
SU555942A2 |
| АКТИВИРОВАННЫЙ МИНЕРАЛЬНЫЙ ПОРОШОК ДЛЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ | 2010 |
|
RU2439017C1 |
| Стойка сновального валика шлихтовальной машины | 1985 |
|
SU1240799A1 |
| US 4821550 A, 18.04.89. | |||
