Изобретение относится к прокатному производству и может быть использовано при изготовлении холодногнутых сортовых профилей.
Такие профили изготавливаются на непрерывных или полунепрерывных профилегибочных станах, оснащенных клетями дуо, в которых устанавливаются рабочие (формующие) валки. Наибольшее распространение получили валки составные, состоящие из оси (вала), рабочих (формующих) и дистанционных элементов, фиксируемых стопорными гайками. Такие валки обладают важным преимуществом перед цельными валками: возможностью многократного использования осей при смене (перевалке) износившихся формующих элементов, либо при переходе на изготовление нового профиля. Конструкции современных профилегибочных валков описаны, например, в книге под ред. И.С. Тришевского. "Производство гнутых профилей (оборудование и технология)", М., "Металлургия", 1982, с.356-364.
Известен инструмент профилегибочного стана, рабочие валки которого выполнены в виде размещенных на оси профильных элементов (шайб) и профильных втулок, которые, в отличие от жестко закрепленных шайб, установлены на подшипниках качения, т. е. с возможностью свободного вращения относительно оси (см. а.с. СССР 388811, кл. В 21 D 5/06, В 21 В 1/08 от 14.12.73 г.).
Известен также валок рабочей клети профилегибкого стана, имеющий дополнительные дистанционные элементы и переходную втулку, выполненную составной из нескольких втулок: торцовых с нажимными фланцами и промежуточных (см. а.с. СССР 551076? кл.В 21 D 5/06 от 16.05.75 г.).
Недостатком известных конструкций профилегибочных валков являются большие трудозатраты, связанные с необходимостью снятия с концов их осей (цапф) подушек с подшипниками качения при разборке с целью переточки (ремонта) изношенных рабочих элементов, а при сборке - выполнения обратной операции. Наиболее близким к заявляемому объекту является валок профилегибочного стана по пат. РФ 2049573, кл. В 21 D 5/06, В 21 D 37/00 от 06.05.93, опубл. БИ 34, 1995 г.
Этот валок содержит разъемную ось с резьбовым соединением, состоящую из двух полуосей неравной длины, на одной из которых размещены стопорные части, а на большей из которых выполнена реборда для фиксирования формующих элементов валка.
Действительно, для достижения минимального радиального "биения" (что повышает качество формуемых и уменьшает износ элементов, составляющих бочку валка) оси валка при профилировании необходимо при ее изготовлении шлифовать ось в сборке, т.е. сразу обе полуоси. Однако из-за значительных тангенциальных нагрузок на поверхность оси при этой операции неизбежно будет происходить периодическое развинчивание резьбового соединения с известными отрицательными последствиями.
Кроме того, вследствие значительных динамических перегрузок (ударов переднего конца формуемой полосы в бочку валка) при поштучном профилировании стопорная гайка, находящаяся на малой полуоси и упирающаяся в торец бочки, подвергается повышенному износу, чему способствует и соединение ее с приводом валка (наличие вибраций).
Техническая задача, решаемая предлагаемым изобретением, - уменьшение трудозатрат за счет повышения эксплуатационных качеств валка и продления его рабочей кампании.
Для решения этой проблемы валок профилегибочного стана содержит разъемную ось с резьбовым соединением, состоящую из двух полуосей неравной длины, на одной из которых размещены стопорные гайки, а на большей полуоси выполнена реборда для фиксации формующих элементов валка, большая полуось расположена со стороны привода стана, резьбовой участок для размещения стопорных гаек выполнен на большой полуоси, на образующей поверхности малой полуоси выполнено не менее двух сквозных пазов, а в торце резьбового участка большой полуоси напротив сквозных пазов малой полуоси высверлены отверстия для размещения в них и упомянутых сквозных пазах фиксирующих штифтов.
Валок предназначен для использования в профилегибочном стане среднего типа.
Сущность заявляемого технического решения состоит в том, что обе полуоси валка могут быть зафиксированы от взаимного проворачивания как при шлифовке оси в собранном виде, так и во время профилирования. Кроме того, стопорные гайки (две - гайка и контргайка) расположены на большой полуоси со стороны управления станом, что, во-первых, улучшает "стопорение" элементов бочки, и, во-вторых, позволяет осуществлять контроль за гайками (и всем резьбовым соединением) в процессе работы стана. При этом сохраняется основное преимущество валка, взятого в качестве ближайшего аналога: возможность его облегченной сборки и разборки (см. выше).
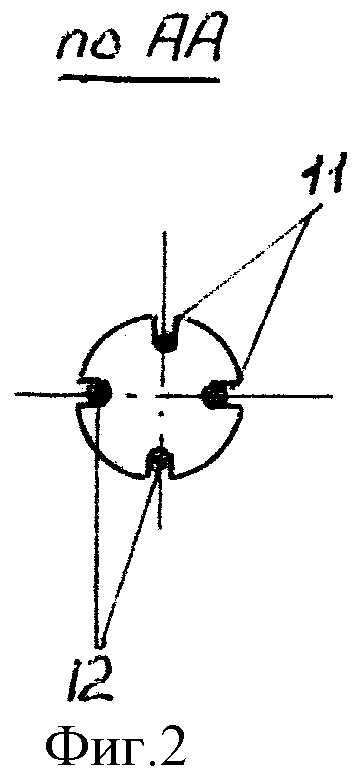
На фиг.1 показан заявляемый валок профилегибочного стана. Валок содержит разборную ось, состоящую из малой 1 и большой 2 полуосей, скрепляемых с помощью резьбового соединения 3, направление резьбы у которого противоположно заданному направлению вращения валка. Каждая из полуосей имеет цапфы 4 для опор (подшипников качения). На торце малой полуоси 1 выполнен выступ, а на торце большой полуоси 2 - соответствующее выступу резьбовое отверстие. На фиг.2 - разрез по A-A фиг.1
Конец полуоси 2 со стороны привода заканчивается участком 5 со шпоночным пазом 6 и служит для размещения на нем муфты привода (не показана). Кроме того, на приводной стороне этой полуоси имеется реборда 6, фиксирующая устанавливаемые на шпонке 7 формующие элементы бочки валка (показаны пунктиром). Со стороны управления станом указанные элементы крепятся гайками 9 (также - пунктир), установленными на резьбовом участке 10 большой полуоси, направление резьбы у которого совпадает с направлением вращения валка. На образующей поверхности большего диаметра малой полуоси выполнены узкие сквозные пазы 11 (на фиг.1 - их четыре), в которых размещаются при шлифовке оси (а при необходимости - во время работы валка) штифты 12, входящие в соответствующие отверстия, высверленные в торце резьбового участка 10 полуоси 2.
Последовательность сборки валка. На большую полуось, цапфа которой установлена в подшипнике (и подушке валка), насаживают формующие элементы бочки 8 до их упора в реборду 6, после чего завинчивают гайки 9; затем малая полуось (также с подшипником и подушкой) ввинчивается в резьбовое отверстие полуоси 2 и (при необходимости) фиксируется штифтами 12. Собранный валок с подушками устанавливается в клеть стана. Разборка валка - в обратной последовательности.
Опытную проверку валка предлагаемой конструкции осуществляли на профилегибочном стане среднего типа (по классификации, приведенной в справочнике под ред. И.С. Тришевского. "Производство и применение гнутых профилей проката", М., "Металлургия", 1975, с. 132, табл. 16 - для заготовки толщиной 1... 4 мм и шириной 50...300 мм) 1-4•50-300 ОАО "Магнитогорский меткомбинат".
С этой целью в дополнительной группе клетей стана, состоящей из трех клетей и расположенной за летучими ножницами, были установлены валки заявляемой конструкции. Так как в эту группу клетей заходят профили, уже порезанный на мерные длины, то опытные валки проверялись в наиболее неблагоприятных условиях - при поштучном профилировании и в чистовых клетях, где особенно важно минимальное радиальное "биение" валков.
В опытах не было отмечено ни одного случая развинчивания полуосей, а качество геометрии гнутых профилей было на том же уровне, как и при профилировании валками с цельными осями, обычно используемыми на стане. Профилирование же с валками, изготовленными согласно пат. РФ 204573 (см. выше), ухудшило качество профилей и в отдельных случаях приводило к остановке стана, что объясняется непригодностью этих валков для бездефектного поштучного профилирования на станах среднего типа.
Использование предлагаемого валка на стане тяжелого типа 2-8•100-600 с поштучным процессом профилирования не дало нужных результатов. Использование же этого валка на станах легкого типа - нецелесообразно, так как в большинстве случаев такие станы изготавливаются с консольным (т.е. одноопорным) креплением рабочих валков. Эксплуатация опытных валков также показала, что при одном фиксирующем штифте необходимо увеличение его диаметра (и ширины паза) до величин, ослабляющих прочность малой полуоси.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для выполнения поставленной задачи и его преимущества перед известным объектом.
По данным Центральной лаборатории ММК использование заявленного валка на профилегибочных станах среднего типа с поштучным процессом позволит снизить производственные затраты (за счет продления рабочей кампании валков и подшипников качения, а также уменьшения износа цапф осей валков) не менее, чем на 10%, что соответственно повысит прибыль от реализации гнутых профилей.
Пример конкретного выполнения
Валок профилегибочного стана среднего типа с использованием поштучного процесса профилирования содержит (см. фиг.1) разъемную ось, состоящую из двух полуосей, скрепляемых с помощью разъемного соединения.
Основной диаметр (для посадки элементов бочки) большой полуоси D=75 мм, длина бочки L=300 мм. Диаметр резьбового участка (под стопорные гайки) этой полуоси - 3М72•2 мм, его длина lр=60 мм.
Максимальный диаметр малой полуоси d=72 мм, величина 1=15 мм. На участке "l" - 4 сквозных паза шириной 4 мм; отверстия для штифтов (на торце большой полуоси) с диаметром 4 мм.
На малой полуоси выполнен резьбовой выступ длиной 55 мм с диаметром 2М36•2; соответствующее ему отверстие на большой полуоси имеет глубину 57 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2049573C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1997 |
|
RU2111815C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| ВАЛОК НЕПРЕРЫВНОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2148453C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей проката. Валок профилегибочного стана содержит разъемную ось с резьбовым соединением, состоящую из двух полуосей неравной длины, на большей из которых выполнена реборда для фиксирования формующих элементов валка, при этом большая полуось расположена со стороны привода стана, содержит резьбовой участок для размещения на нем стопорных гаек, а на образующей участка малой полуоси, сопряженном с большой полуосью, выполнено не менее двух сквозных пазов, напротив которых в торце резьбового участка большой полуоси высверлены отверстия для размещения в них и сквозных пазах фиксирующих штифтов. Снижаются трудозатраты. 1 з.п. ф-лы, 2 ил.
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2049573C1 |
| Стан двухрядного профилирования | 1988 |
|
SU1570819A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1996 |
|
RU2100110C1 |
| GB 1148457, 10.04.1969 | |||
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |

