Изобретение относится к обработке металлов давлением и может быть использовано для изготовления режущих звеньев пильных цепей и дисков для лесообрабатывающей промышленности.
Известен способ изготовления режущих звеньев пильных цепей уголкового профиля, включающий вырубку плоской заготовки, пробивку отверстий, предварительную и окончательную гибку зуба и последующее формование режущей кромки с предварительным и окончательным заполнением угловой части и с калибровкой зуба по толщине и высоте, причем при формовании режущей кромки сначала выполняют калибровку зуба по высоте с предварительным заполнением угловой части зуба, а затем выполняют калибровку зуба по толщине с окончательным заполнением угловой части зуба, осуществляемую путем смещения слоя материала на наружной поверхности зуба в направлении его угловой части.
Недостатком способа является малая стойкость инструмента и высокий процент брака изделий, что приводит к высокой стоимости изделий, а также невозможность формовать внутреннюю поверхность зуба, что снижает технические характеристики изделия. Низкая стойкость инструмента обусловлена большими распирающими усилиями, прилагаемыми к пуансону при калибровке зуба по высоте с дополнительными усилиями, прикладываемыми к боковым торцам зуба, и предварительным заполнением угловой части зуба, из-за чего пуансон лопается. Высокий процент брака обусловлен попаданием излишка материала, отрубаемого от изделия после калибровки зуба по толщине с окончательным заполнением угловой части зуба, на рабочие поверхности пуансона, матрицы и прижима. Для повышения качества режущего звена желательно иметь ровную поверхность и плавные закругления на внутренней стороне режущего зуба, в то время как при калибровке зуба по высоте на внутренней стороне зуба образуются острые кромки и неровности.
Предлагаемый способ изготовления режущего зуба уголкового профиля обеспечивает снижение себестоимости получаемых изделий за счет повышения стойкости инструмента и уменьшения брака изделий, а также повышение качества изделий за счет формирования внутренних поверхностей режущего зуба.
В предлагаемом способе изготовления режущего зуба уголкового профиля, включающем предварительную и окончательную гибки зуба, формирование тела зуба с предварительным заполнением угловой части зуба, а также калибровку зуба по толщине с окончательным заполнением угловой части зуба, осуществляемую путем смещения слоя материала на наружной поверхности зуба в направлении его угловой части, формование тела зуба с предварительным заполнением угловой части зуба производят объемной штамповкой зуба, а избыток материала, образующийся после калибровки зуба по толщине и окончательного заполнения угловой части зуба, отделяют от изделия на отдельном переходе.
Наличие указанной совокупности признаков обеспечивает повышение стойкости инструмента за счет уменьшения усилий, необходимых для формообразования зуба и предварительного заполнения угловой части зуба из-за распределения прилагаемого усилия на большую поверхность инструмента, т.е. уменьшения локальных напряжений. Гарантированное удаление отходов материала с операции калибровки зуба по толщине с окончательным заполнением угловой части зуба исключает брак изделия на этой операции из-за попадания отходов на рабочие поверхности пуансона, матрицы и прижима. Кроме того, формование тела зуба в закрытой полости обеспечивает получение внутренних поверхностей зуба желаемой формы.
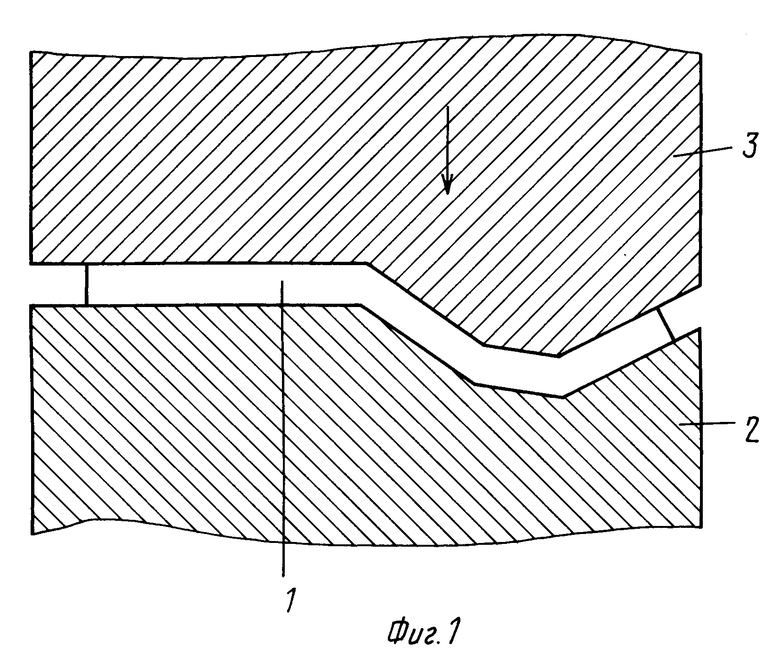
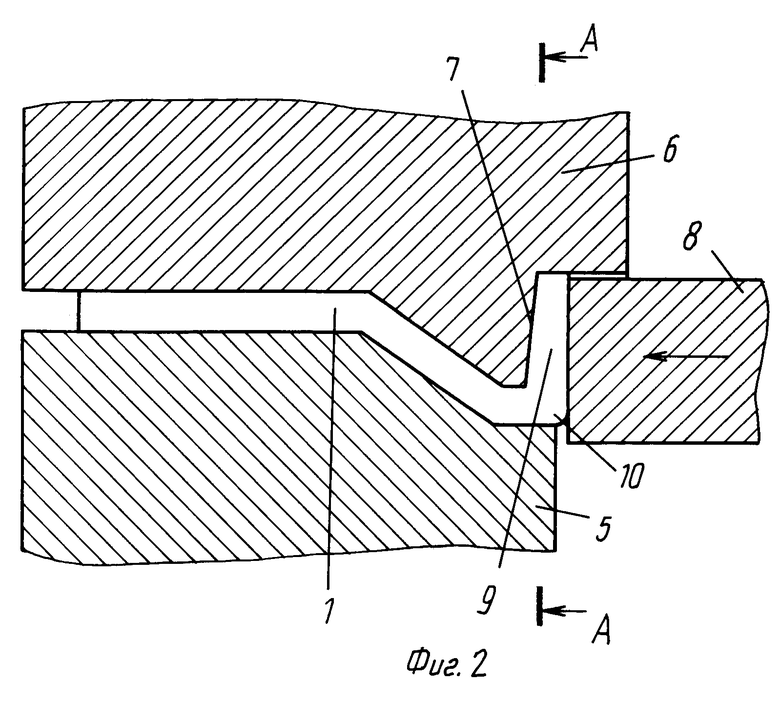
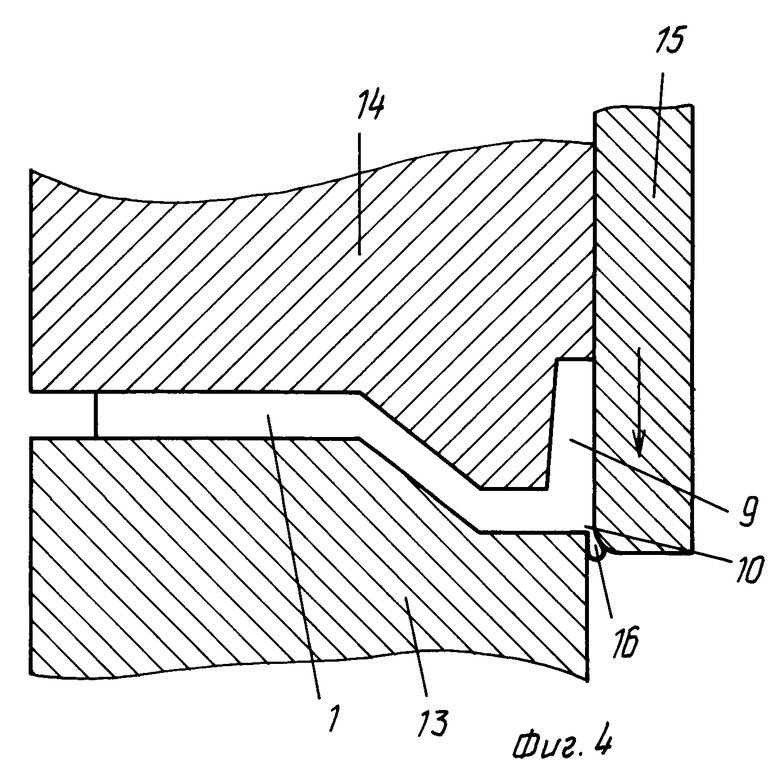
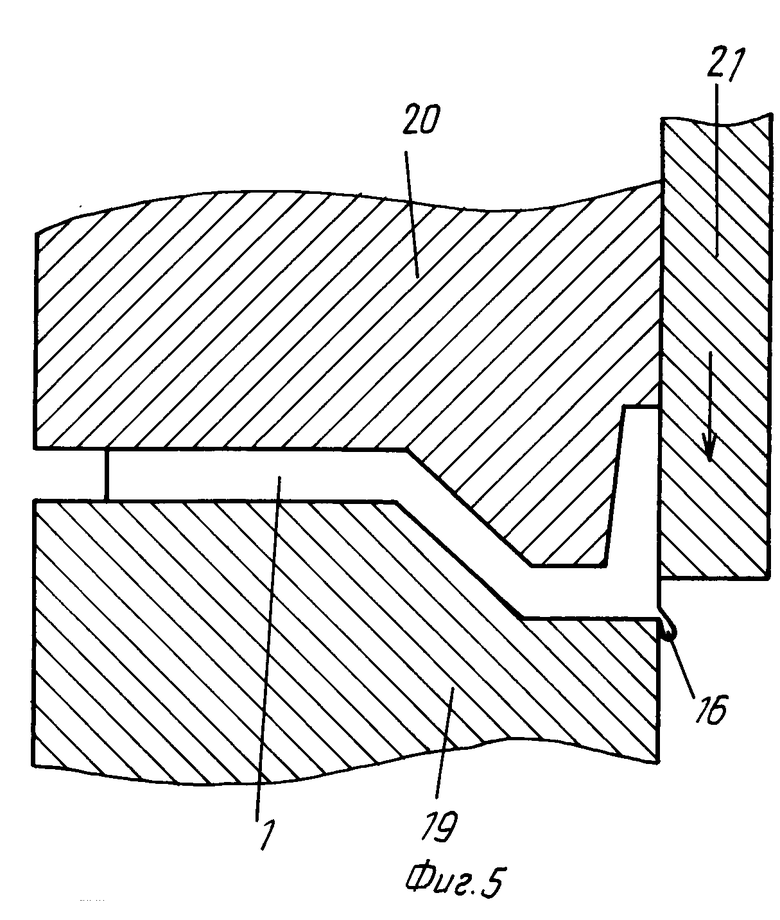
На фиг. 1 показана предварительная гибка заготовки; на фиг.2 окончательная гибка зуба, совмещенная с закрытой чеканкой зуба, обеспечивающей формование тела зуба и предварительное заполнение угловой части зуба; на фиг.3 сечение А-А на фиг.2; на фиг.4 калибровка зуба по толщине; на фиг.5 отделение излишков материала от зуба.
Изготовление режущего зуба уголкового профиля производят следующим образом.
Заготовку 1 предварительно изгибают в матрице 2 с помощью пуансона 3. После этого предварительно изогнутую заготовку 1 зажимают между матрицей 5 и прижимом 6, на котором имеется рабочая полость 7, форма которой соответствует требуемой форме зуба. Сечение рабочей полости 7 показано на фиг.3. Под давлением пуансона 8 происходит окончательная гибка зуба 9, при этом он входит в рабочую полость 7 прижима 6. При дальнейшем движении пуансона 8 материал зуба 9 начинает перемещаться и заполняет рабочую полость 7, прижимая требуемую форму, в том числе предварительно заполняя угловую часть 10 зуба 9. При этом распирающие усилия примерно равномерно направлены на разные стенки рабочей полости 7, что снижает нагрузки, действующие на инструмент и повышает его стойкость. После этого заготовку 1 с отформованным зубом 9 зажимают между матрицей 13 и прижимом 14 и с помощью пуансона 15 с клиновидной или закругленной заходной частью калибруют зуб 9 по толщине с окончательным заполнением угловой части 10 путем смещения слоя материала на наружной поверхности зуба 9 в направлении его угловой части 10 (фиг.4). При этом ход пуансона 15 регулируется таким образом, чтобы излишки 16 материала, остающиеся после калибровки зуба 9 по толщине и окончательного заполнения угловой части 10 зуба 9 оставались связанными с зубом 9. И, наконец, зажав заготовку 1 между матрицей 19 и прижимом 20 отрубают излишек 16 материала от заготовки 1 с помощью пуансона 21, который имеет острую рабочую кромку, фиг. 5. При этом для отделения излишка 16 материала от заготовки 1 требуется приложить незначительное усилие. Таким образом практически исключаются налипание отхода на пуансон 21 и попадание его на рабочие поверхности матрицы 19, прижима 20 и пуансона 21 и брак изделия.
Способ изготовления режущего зуба уголкового профиля предполагает как пооперационное проведение всех переходов на штучной заготовке, так и изготовление по переходам в одном многопозиционном штампе с подачей ленты с позиции на позицию.
Технико-экономический эффект от изобретения заключается в повышении стойкости инструмента в десятки раз и уменьшение брака изделий в несколько раз, что снижает себестоимость изделий и позволяет организовать массовое изготовление деталей, причем использование пильных цепей с режущими зубьями с пересечением боковой и верхней поверхностей по ребру увеличивает моторесурс в 1,5 раза. Кроме того, в сравнении с известными, изобретение позволяет придавать желаемую форму внутренней поверхности режущего зуба, например обеспечивает получение закругленных внутренних кромок и ровной внутренней поверхности зуба, что повышает качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Способ изготовления режущих звеньев пильных цепей уголкового профиля | 1984 |
|
SU1225719A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1993 |
|
RU2056965C1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| СРЕДНЕЕ СОЕДИНИТЕЛЬНОЕ ЗВЕНО ПИЛЬНОЙ ЦЕПИ | 1993 |
|
RU2106959C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СКОБООБРАЗНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2047406C1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| Штамп для гибки скобообразных изделий | 1985 |
|
SU1346297A1 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО ВОССТАНОВЛЕНИЯ | 1991 |
|
RU2027550C1 |

Изобретение относится к обработке металлов давлением и может быть применено для изготовления режущих звеньев пильных цепей и дисков для лесообрабатывающей промышленности. Сущность изобретения: формуют тело зуба с предварительным заполнением его угловой части с помощью объемной штамповки зуба в закрытой полости соответствующей формы, а также используют само изделие в качестве транспортера для удаления отходов материала с операции калибровки зуба по толщине с окончательным заполнением угловой части зуба. 1 з. п. ф-лы, 5 ил.
| Способ изготовления режущих звеньев пильных цепей уголкового профиля | 1984 |
|
SU1225719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
