Изобретение относится к обработке металлов давлением и может найти широкое применение в штампах для технологических операций, требуш,их больших усилий прижима при ограниченных габаритах штампа.
Цель изобретения - улучшение качества изделий за счет обеспечения возможности увеличения усилия прижима в местах контакта гибочных элементов и опоры.
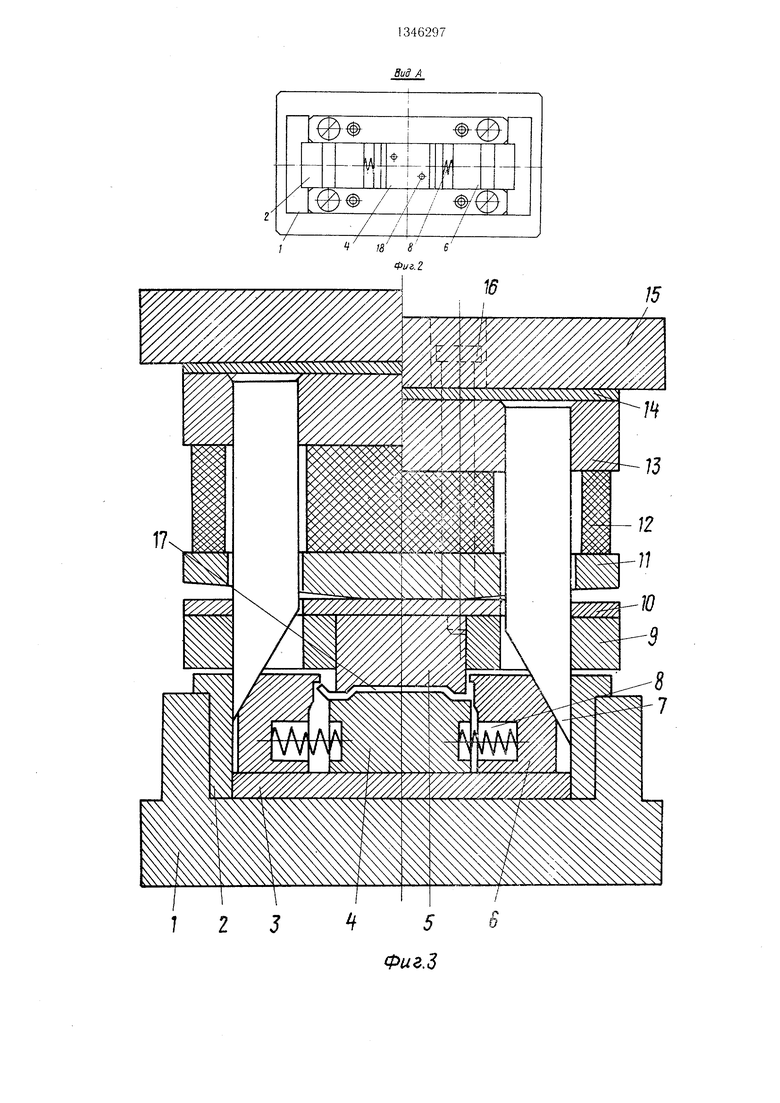
На фиг. 1 представлен штамп в исходном положении; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - отображение момента подхода пуансона к заготовке (левая сторона фигуры) и момента окончательного положения инструмента (правая сторона);
10
На опоре 4 предусмотрены фиксаторы 18 для установки заготовки перед гибкой.
Работа штампа осуш.ествляется следую- ш,им образом.
Заготовку 17 устанавливают по фиксаторам 18 или трафарету на опору 4. При рабочем движении ползуна пресса прижим 5 зажимает заготовку. Пуансоны 6 под воздействием клиньев 7 перемеш,аются в направлении опоры 4. Благодаря наличию плиты 11, в конце рабочего .хода пуансона 6 обеспечивается надежный прижим заготовки 17 и исключается возможность смещения зажимной ее части, что гарантирует пластическое формоиз.менение только в свободной незажана„ ...„., ..,,.,.1 ,
фиг. 4 схема упругой деформации буфе-. 5 той зоне заготовки ра в конце рабочего хода.
Штамп скомпонован на блоке. На основа-Формула изобретения
НИИ 1 закреплены два противоотжима 2, прокладка 3 и опора 4. . Veждy опорой и при-Штамп для гибки скобообразных изделий жимом о выполнен зазор, равный толщине из штучных заготовок, содержащий опору обрабатываемого материала. В направляю- 20 закрепленную на основании, боковые пуан- nj.Hx но прокладке 3 перемещаются боковые соны, размещенные на основании по обе сто- пуансоны 6, получающие рабочее движение роны от опоры, и закрепленные в подвиж- от клиньев 7. Отвод боковых пуансонов ной части гибочные элементы, размещенные осуществляется пружинами 8. Прижим 5 по обе стороны прижима, установленного в закреплен в обойме 9 и опирается на допол- обойме, а также буфер, отличающийся тем нительную прокладку 10. На прокладке 10 установлена плита 11, имеющая уклоны. Выступающая часть плиты 11 расположена над опорой 4. Подушка 12 зажата между плитой 11 и клинодержателем 13. Клинодержа- тель через прокладку 14 опирается на подвижную плиту 15. Плита 11 и обойма 9 прижима 5 с верхней частью штампа связаны специальными винтами 16. Между опорой 4 и прижимом 5 помещается заготовка 17.
30
что, с целью улучшения качества изделий за счет обеспечения возможности увеличения усилия прижима в местах контакта гибочных элементов и опоры, прижим и гибочные элементы выполнены в виде единого блока, а буфер выполнен в виде последовательно размепленных над обоймой прокладки, плиты с выступом в средней части, обращенным в сторону прижима, и подущки из эластичного материала. 16
На опоре 4 предусмотрены фиксаторы 18 для установки заготовки перед гибкой.
Работа штампа осуш.ествляется следую- ш,им образом.
Заготовку 17 устанавливают по фиксаторам 18 или трафарету на опору 4. При рабочем движении ползуна пресса прижим 5 зажимает заготовку. Пуансоны 6 под воздействием клиньев 7 перемеш,аются в направлении опоры 4. Благодаря наличию плиты 11, в конце рабочего .хода пуансона 6 обеспечивается надежный прижим заготовки 17 и исключается возможность смещения зажимной ее части, что гарантирует пластическое формоиз.менение только в свободной незажа„ ...„., ..,,.,.1 ,
той зоне заготовки
Штамп для гибки скобообразных изделий из штучных заготовок, содержащий опору 0 закрепленную на основании, боковые пуан- соны, размещенные на основании по обе сто- роны от опоры, и закрепленные в подвиж- ной части гибочные элементы, размещенные по обе стороны прижима, установленного в обойме, а также буфер, отличающийся тем
0
что, с целью улучшения качества изделий за счет обеспечения возможности увеличения усилия прижима в местах контакта гибочных элементов и опоры, прижим и гибочные элементы выполнены в виде единого блока, а буфер выполнен в виде последовательно размепленных над обоймой прокладки, плиты с выступом в средней части, обращенным в сторону прижима, и подущки из эластичного материала. 16
s
f 18
Вид А
Ш
//97///////
9иг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп для пробивки в полых изделиях отверстий | 1986 |
|
SU1428498A1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |

Изобретение относится к обработке металлов давлением и может найти применение в шта.мпах для технологических операций, требующих больших усилий прижима при ограниченных габаритах штампа. Цель изобретения - улучшение качества изделий за счет увеличения усилия прижима в конце рабочего хода при гибке скобо- образных изделий из штучных заготовок. При ходе подвижной плиты вниз средняя часть заготовки прижимается к матрице. Боковые пуансоны, приводимые клиньями, размешенными на подвижной плите, перемешаются в направлении матрицы. При этом возможность их перемещения обеспечивается сжатием эластичной подушки буфера только в конце рабочего хода.Перемещение пуансонов осуществляется за счет изгиба концевых участков плиты. При этом пластическое деформирование отогнутых участков заготовки происходит при сосредоточенном на недеформируемой части изделия усилии прижима. 4 ил. «о со 4 05 to со 
| Дурандин М | |||
| М | |||
| Штампы для холодной штамновки мелких деталей | |||
| Альбом конструкций и схем | |||
| М.: Машиностроение, 1978, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
