Изобретение относится к устройствам для изготовления глубокой вытяжкой сосуда, который открыт с одной стороны, из заготовки пластмассового материала, пригодного к глубокой вытяжке.
Известна являющаяся наиболее близкой к изобретению установка для глубокой вытяжки сосуда, который открыт с одной стороны, из заготовки пластмассового материала, пригодной для глубокой вытяжки, содержащая формующий инструмент глубокой вытяжки, установленные рядом с инструментом глубокой вытяжки и с зазором относительно него противоположно расположенные с возможностью относительного перемещения нагревательные средства, зажим для переноса заготовки на формующий инструмент, выполненный в виде плиты всасывания, закрепленной на одном из нагревательных средств и связанной со средством создания вакуума и/или давления, и установленный с возможностью периодического перемещения совместно с нагревательным средством с помощью подъемного устройства вперед в направлении, перпендикулярном направлению движения инструмента глубокой вытяжки.
В данной установке материал заготовки при переносе его на формирующий инструмент не может нагреваться с двух сторон. Поэтому она должна находиться между нагревательными средствами длительное время для обеспечения двустороннего нагрева заготовки и равномерного прогрева ее по толщине, что снижает производительность установки.
Техническим результатом изобретения является повышение производительности.
Достигается указанный результат тем, что установка снабжена второй плитой всасывания, установленной на противоположно расположенном втором нагревательном средстве для получения второго зажима, и имеет по меньшей мере по одной дополнительной плите всасывания, закрепленной на нагревательных средствах, при этом каждое нагревательное средство выполнено в виде нагревательной плиты, а второе нагревательное средство установлено с возможностью периодического перемещения с помощью подъемного устройства вперед в направлении, перпендикулярном направлению движения инструмента глубокой вытяжки, в результате чего плиты всасывания, закрепленные на нагревательных средствах, расположены противоположно относительно друг друга в течение некоторого промежутка времени. Зажим для переноса заготовки в инструмент глубокой вытяжки имеет по меньшей мере три плиты всасывания, расположенные с равными интервалами между собой в направлении движения зажима вперед и назад, а второй зажим имеет по меньшей мере две плиты всасывания, расположенные в направлении движения зажима вперед и назад с интервалом между собой, равным интервалу между плитами всасывания на первом зажиме. Второй зажим состоит из держателя, к которому прикреплены по меньшей мере две плиты всасывания с помощью нагревательных средств, при этом между держателем и соответствующим нагревательным средством предусмотрена теплоизоляция. Кроме того, установка имеет два взаимно противоположно расположенных инструмента глубокой вытяжки и две пары зажимов с противоположно расположенными держателями с нагревателями и с закрепленными на них плитами всасывания, обращенными друг к другу, на кромке плиты всасывания зажима для переноса в инструмент глубокой вытяжки размещен выступ для выпучивания заготовки, а на кромке противоположно расположенной плиты всасывания второго зажима расположено конгруэнтное углубление. Полость инструмента глубокой вытяжки выполнена практически треугольной формы в поперечном сечении его плоскости движения, а выступ на плите всасывания является полукруглым в той же самой плоскости поперечного сечения, при этом выступ и взаимодействующее с ним углубление являются предпочтительно коническим таким образом, что указанный конус открывается в направлении кромки соответствующей плиты всасывания. На конце держателя зажима для переноса в инструмент глубокой вытяжки выполнен участок для формования отверстий, предпочтительно с выступом, который выступает внутрь полости инструмента глубокой вытяжки, а зажим переноса заготовки в инструмент глубокой вытяжки выполнен в форме прямоугольной плиты, множество инструментов глубокой вытяжки прикреплены друг к другу, проходя по длине L прямоугольной плиты. В зависимости от их числа в плитах всасывания предусмотрено множество выступов и соответствующих им углублений.
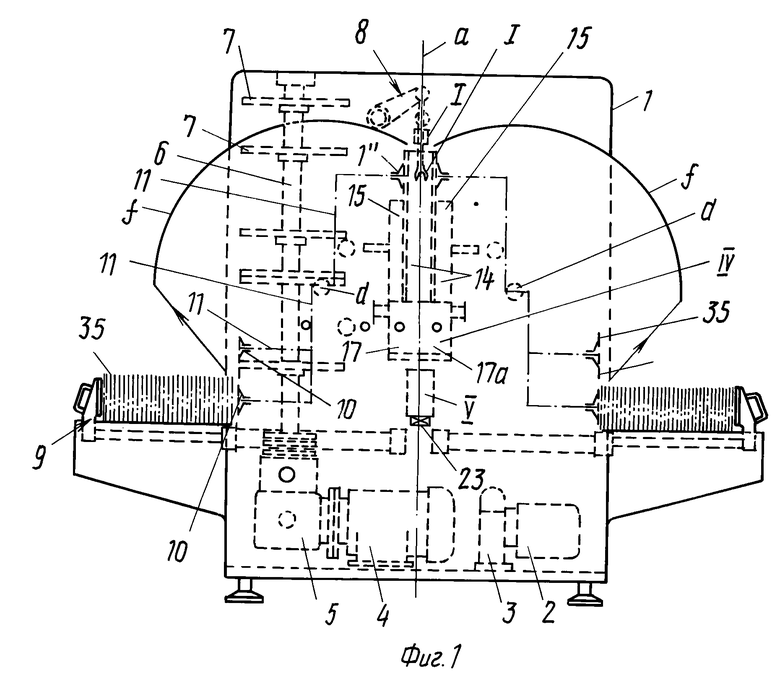
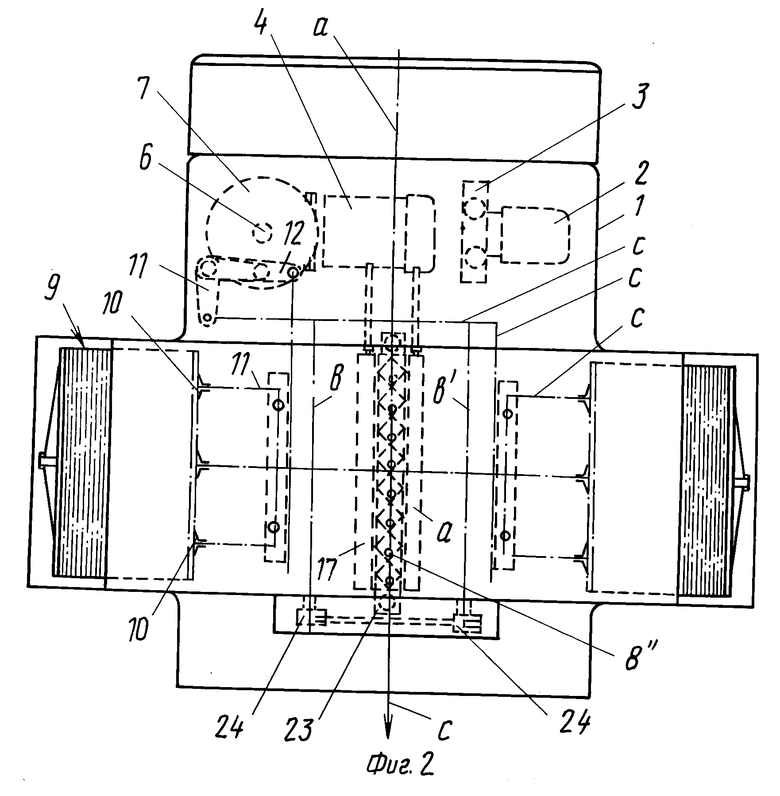
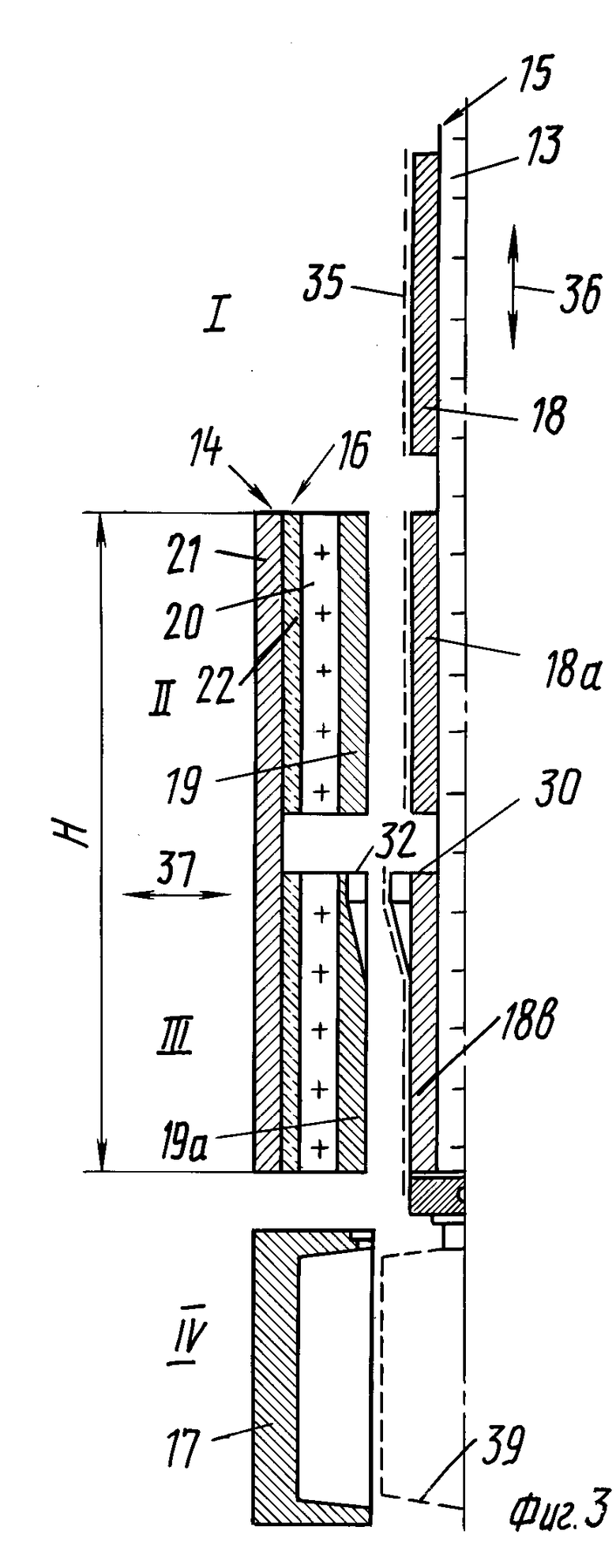
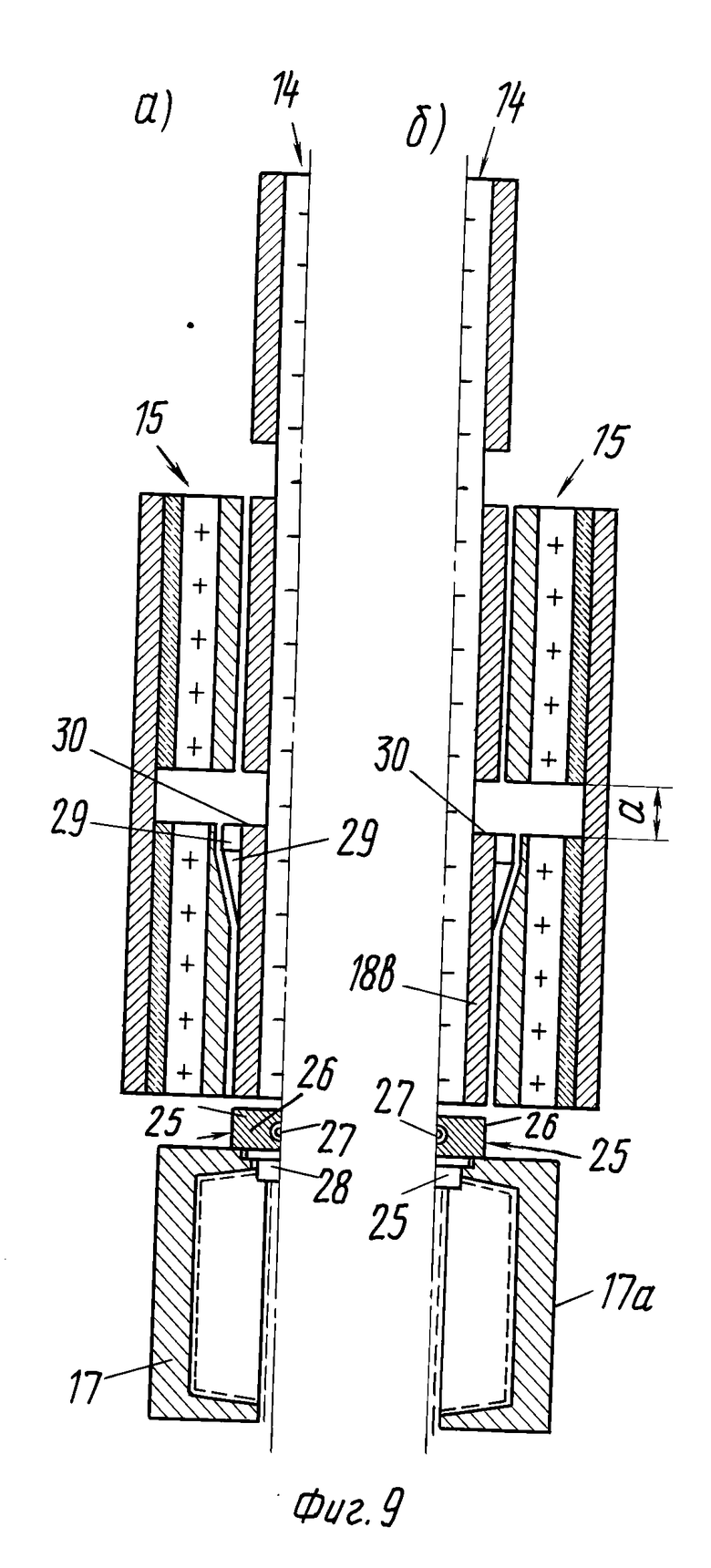
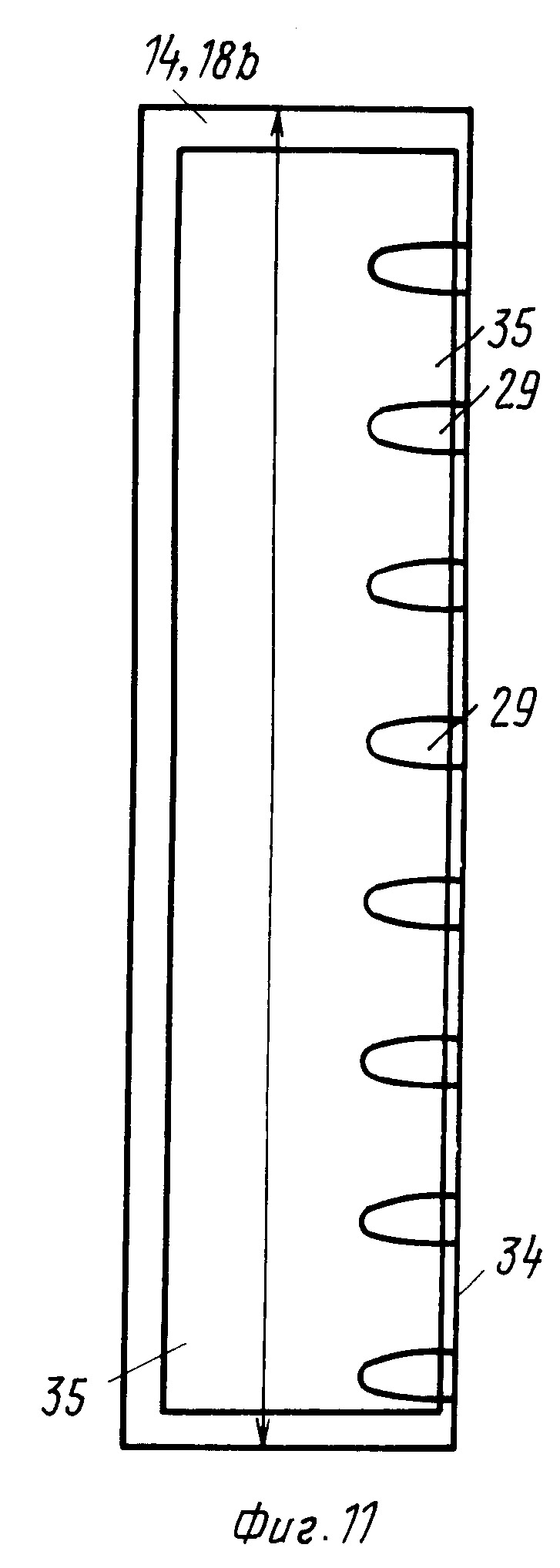
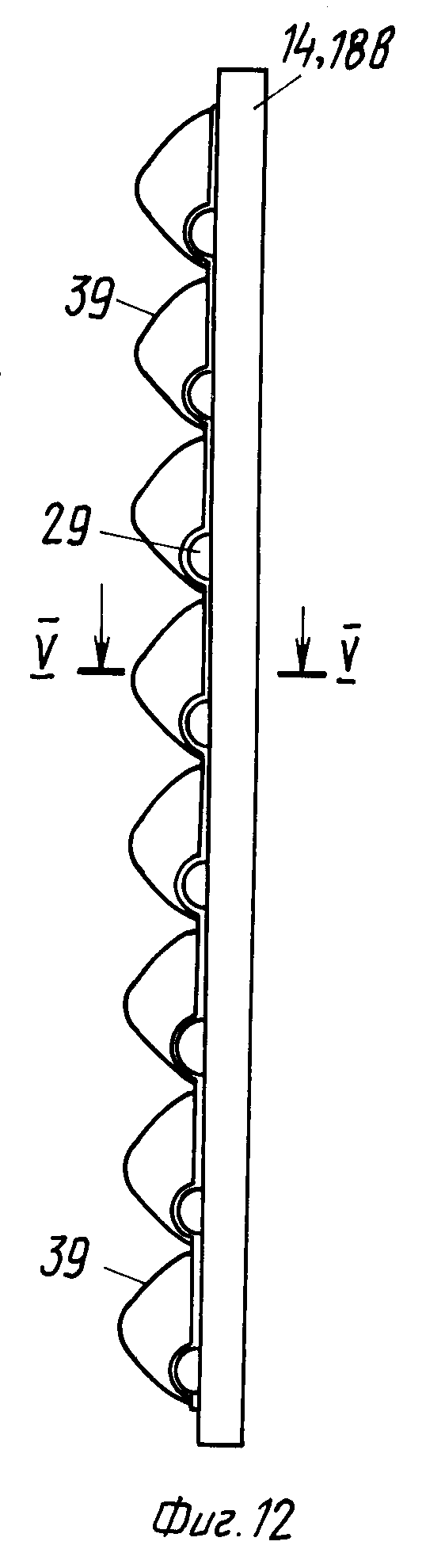
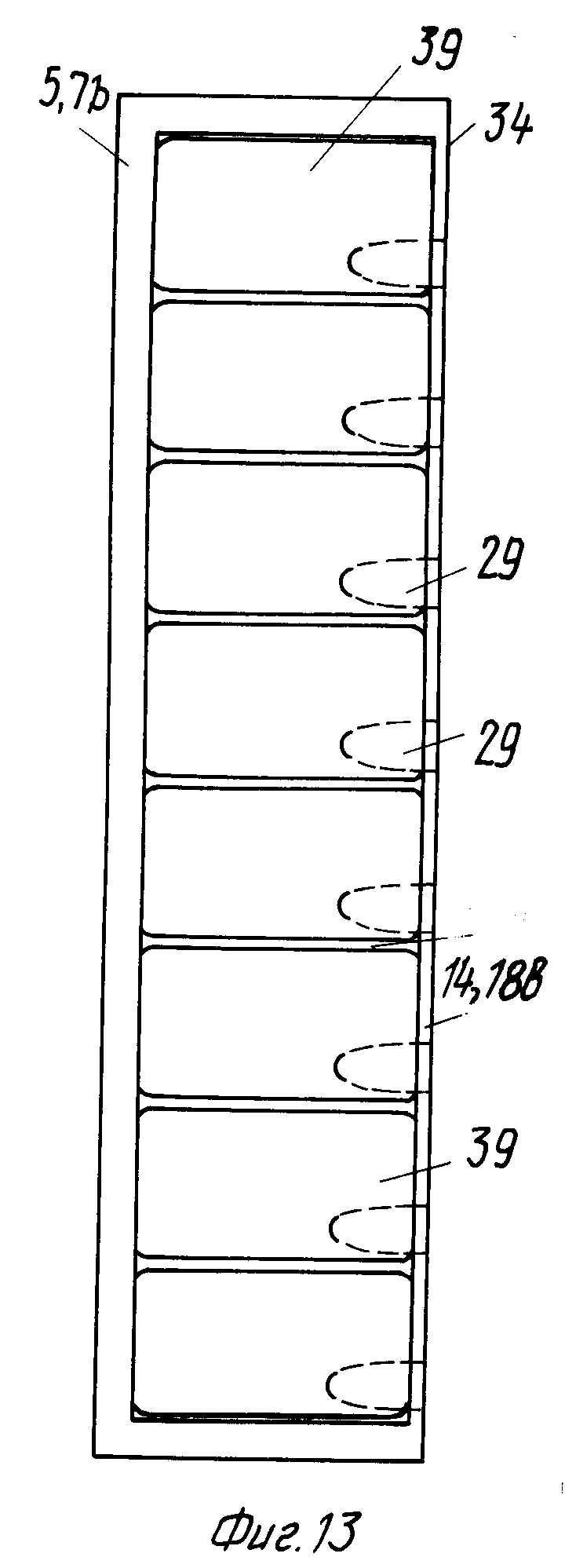
На фиг.1 схематически показана установка для изготовления двух сосудов и их соединения для получения упаковок (если смотреть в направлении плоскости симметрии и в противолежащем соотношении к направлению, в котором готовый ряд упаковок выводится конвейером прочь), вид спереди; на фиг.2 то же, с главной плоскостью симметрии вновь с видом вертикально книзу в центре листа чертежа; на фиг.3 схематичный вид, индивидуально иллюстрирующий главные обрабатывающие детали установки с передней подачей держателя с зажимом переноса заготовки и инструментом глубокой вытяжки в первом рабочем положении, на фиг.4-8 то же, в соответственно иных и последовательно действующих положениях, при этом на фиг.3-8 показаны только те зажимы, которые в направлении вида с фиг.1 расположены слева от плоскости симметрии, показанной в виде вертикальной линии; на фиг.9а,б дальнейшее рабочее положение (после вида, показанного на фиг.8), где все зажимы показаны схематично размещенными попарно на обеих сторонах плоскости симметрии; на фиг.10 нижняя главная плита всасывания вдоль линии Х-Х на фиг.4, вид в плане; на фиг.11 то же, сбоку слева направо на фиг. 10; на фиг.12 то же, но после операции глубокой вытяжки по линии ХII-XII на фиг.5; на фиг.13 нижняя главная плита всасывания после удаления сверху инструмента для глубокой вытяжки, вид слева направо на фиг.12.
На фиг.1 и 2 изображена установка для глубокой вытяжки с основными частями внутри корпуса 1. За исключением вакуумного вентилятора 2 с корпусом сброса давления 3, электрического приводного двигателя 4 с трансмиссией изменения направления 5, устроенного рядом с вентилятором 2 в нижней зоне установки, и вертикального кулачкового вала 6 с различными управляющими кулачками 7 и подъемного устройства 8 установка имеет практически симметричную конфигурацию по отношению к плоскости симметрии, указанной на фиг.1-9 вертикальной линией, обозначенной "а", описываются части установки на ее одной половине, т.е. например, на левой стороне плоскости симметрии "а".
Установка содержит также магазин 9 для приема заготовок в виде прямоугольных пластин из пригодного для глубокой вытяжки полимерного материала, держателя, рычаги которого не показаны, с присосками 10 для переноса заготовок из магазина, движение которых обеспечивают рычаги 11 и 12, на нагревательные средства 13 и 14. Последние противоположно расположены и содержат закрепленные на них зажимы 15 и 16 для переноса заготовок в инструмент глубокой вытяжки.
На фиг.1 показаны две пары нагревательных средств 13 и 14 с зажимами 15 и 16 для переноса заготовок, под которыми установлены противоположно расположенные относительно друг друга инструменты 17 и 17а, которые установлены с возможностью взаимодействия с зажимом 15. Зажим 15 для переноса заготовок в инструмент глубокой вытяжки выполнен в виде закрепленных на нагревательном средстве 13, выполненном в виде нагревательной плиты, плит всасывания: главной плиты 18, центральной 18а, и нижней 18в. Зажим 15 установлен с возможностью перемещения вперед и назад вдоль плоскости симметрии установки в направлении к инструментам 17 и 17а глубокой вытяжки и от них. Зажим 16 переноса заготовки выполнен в виде плит всасывания: верхней 19 и нижней 19а, закрепленных на нагревательном средстве 14, которое выполнено в виде нагревательных элементов 20, закрепленных на держателе 21. Между нагревательными элементами 20 предусмотрена теплоизоляция 22. Держатель 21, а следовательно, зажим 16 установлен с возможностью перемещения к зажиму 15, т.е. перпендикулярно плоскости "а" симметрии установки, но не имеет возможности перемещаться в направлении к инструментам глубокой вытяжки, т.е. вдоль плоскости "а".
Движение заготовок, подвергающихся обработке, является вертикальным книзу вдоль плоскости "а" (см. фиг.1), т.е. от подъемного устройства 8 к инструментам 17 и 17а и далее в положение V на ленту конвейера 23.
На фиг.2 подъемное устройство 8 и зажимы 15 и 16 для переноса заготовки на инструменты 17 и 17а глубокой вытяжки не показаны. Инструменты 17 и 17а глубокой вытяжки изображены в отведенном друг от друга положении. Ряд готовых сосудов расположен на ленте конвейера 23. Дополнительные рычаги (не показаны) кулачкового следящего механизма, соответствующие рычагам 11, обеспечивают привод и движение пары рычагов 24 вдоль схематичной линии управления "в" и "в'" с целью обеспечения перемещения отдельных частей установки (далее показаны со ссылкой на фиг.3-9). зажим 15 на конце, обращенном к инструменту 17 глубиной вытяжки, имеет предпочтительно форму выступа для формования отверстия в заготовке или формообразующий участок 25 (см. фиг.9), содержащий рельс или балку 26, которая проходит на всю длину зажима 15 и имеет вентиляционные отверстия 27 и соответствующее им множество выступов 28. Установка (см. фиг. 2) имеет восемь последовательно расположенных пар зажимов для переноса заготовки на инструменты глубокой вытяжки, следовательно и восемь выступов 28 на одном непрерывном рельсе или балке 26.
Зажим 15 имеет длину L (см. фиг.11), равную ≈1 м. Эта длина проходит в направлении ленты конвейера 23, т.е. перпендикулярно плоскости листа фиг.1, фиг. 3-9 и напротив расположена в направлении стрелки "с" на фиг.2. Поэтому длина инструментов 17 и 17а глубокой вытяжки также составляет примерно 1 м. Они расположены по длине, соответствующей зажиму 15.
Плиты всасывания 18, 18а, 18в размещены совместно или отдельно друг от друга по длине нагревательного средства 13, которое выполнено в виде нагревательной плиты, при этом каждая нижняя плита 18в имеет частично конические выступы 29 на их верхней кромке 30. Выступ 29 расположен как на левой стороне (фиг. 9а) от плоскости "а" симметрии, так и на правой стороне (фиг.9в) каждой соответствующей нижней плиты всасывания 18в и, следовательно, на ее верхней кромке 30. Так как каждый сосуд требует только одно углубление в кромке или отверстии, имеется столько выступов 29, сколько имеется выступов 28, которые также распределены в тех же самых расположениях по длине L зажима 15. Установка с восемью сосудами (см. фиг.2), которые могут быть использованы одновременно, имеет, следовательно, восемь выступов 29, размещенных на каждой из нижних плитах всасывания 18в, которые размещены попарно.
Зажим 16 для переноса заготовки имеет симметричную конструкцию (см. фиг. 9а, б). На держателе 21 зажима 15 нагревательные элементы 20 и связанные с ними плиты всасывания 19 и 19а закреплены совместно или раздельно друг от друга по всей длине L держателя, длина которого соответствует длине зажима 16. При этом зажим 16 расположен с наружной стороны заготовки и его плиты всасывания 19 и 19а расположены на одинаковом расстоянии друг от друга. Это расстояние соответствует расстоянию между плитами всасывания 18, 18а, 18в зажима 15. Таким образом в соответствующих рабочих положениях II и III плиты всасывания 19, 19а зажима 16 и плиты всасывания 18, 18а, 18в расположены противоположно друг другу (практически на той же высоте), в результате чего они могут взаимодействовать и оказывать давление друг на друга, что обеспечивает хорошую теплопередачу к заготовке, которая зажимается между ними в нужном положении.
Для приема выступа 29 на главной плите всасывания 18в на соответствующей верхней кромке 31 нижняя плита всасывания 19а имеет конгруэнтное углубление 32, которое, как и выступ 29, также цилиндрическое в верхней части и коническое в нижней части, причем указанный конус открыт в направлении кромки соответствующей плиты всасывания 18 и 19а.
Если направление движения по стрелке 37 зажима 15 вперед к инструменту 17 для глубокой вытяжки рассматривается как вертикальное, а направление движения по стрелке 38 зажима 16 с одной стороны и инструментов 17 и 17в с другой стороны как горизонтальное, тогда плита всасывания 19а располагается с зазором (а) от верхней плиты всасывания 19 наружного нагревательного зажима. Если (см. фиг.3-8) делается ссылка на одну наружную плиту всасывания 19 или 19а, тогда рассматривается в каждом случае только одна из восьми последовательно расположенных рабочих станций (см. фиг.2). Специалист в данной области оценит, что каждый наружный нагревательный зажим 15 содержит неразъемно или в отдельности по восемь верхних и нижних наружных плит всасывания 19 и 19а. Полость 33 инструмента для глубокой вытяжки выполнена практически треугольной формы в поперечном сечении его плоскости движения, зажимы для переноса заготовки выполнены в форме прямоугольной плиты 34, множество инструментов глубокой вытяжки 17 прикреплены друг к другу, проходя по длине L прямоугольной плиты. В соответствии их числу в плитах всасывания 18 и 19а предусмотрено множество выступов 29 и соответствующих им углублений 30.
Установка работает следующим образом.
Из магазина 9 заготовки 35 присосками 10 с помощью рычагов (не показаны) перемещаются. Движение рычагов по штрихпунктирной линии 36 на левой стороне плоскости симметрии "а" и штрихпунктирной линии "с" на правой стороне от плоскости симметрии "а" является производным от соответствующего кулачка 7 управления с помощью механических (пневматических) рычагов 11, 12. Присоски 10 перемещаются практически с помощью вращательного движения вокруг точки α, но дополнительно также поступательно от нижнего положения, показанного на фиг.1, после всасывания заготовки в их верхнее положение l. От этого промежуточного положения l присоски вместе с удерживаемой заготовкой х перемещаются таким образом в верхнее положение l', что нижняя кромка заготовки проходит вдоль кривой f на фиг.1. В положении l' присоски 10 расположены противоположно верхней главной плите всасывания 18 нагревательного средства 13, выполненного с возможностью подачи вперед и назад. В положении l' на каждой стороне плоскости симметрии "а" соответствующая заготовка прижимается всасыванием или накладывается на главную плиту всасывания 18 путем высвобождения присосок 10 и отвода вакуумных средств (не показаны) на главной плите всасывания 18. Присоски 10 тогда перемещаются назад в положение l для всасывания следующей заготовки 35, например, спустя 4 с, чтобы передать ее на верхнюю главную плиту всасывания 18 зажима для переноса заготовки в инструмент глубокой вытяжки вновь вышеописанным способом.
Положение I также показано на фиг.3, на которой заготовка 35 показана в положении, когда она присосана к верхней плите всасывания 18 нагревательного средства 13 (показано штрихпунктирной линией). Весь нагревательный зажим с подачей вперед расположен в положении, когда он перемещается кверху, как показано двунаправленной стрелкой 36 (нагревательный зажим с подачей вперед может только перемещаться на одну позицию в изображенное верхнее положение или нижнее положение, показанные на фиг.4-6).
С промежутком е от положения I и ниже него показано положение II с дополнительным промежутком е, под ним показано положение III, и ниже него при новом промежутке е находится положение IV.
В положении IV, следовательно, инструмент глубокой вытяжки 17 совершает возвратно-поступательное движение с поступательным перемещением, как показано стрелкой 37, и в дополнение зажима держатель 21 нагревательного средства 14 с плитами всасывания 19, 19а также может совершать возвратно-поступательное движение в направлении, указанном двунаправленной стрелкой 37, будучи неперемещаемым по вертикали. С другой стороны, нагревательное средство 13 зажима с подачей вперед может только перемещаться кверху или книзу, как указано стрелкой 36.
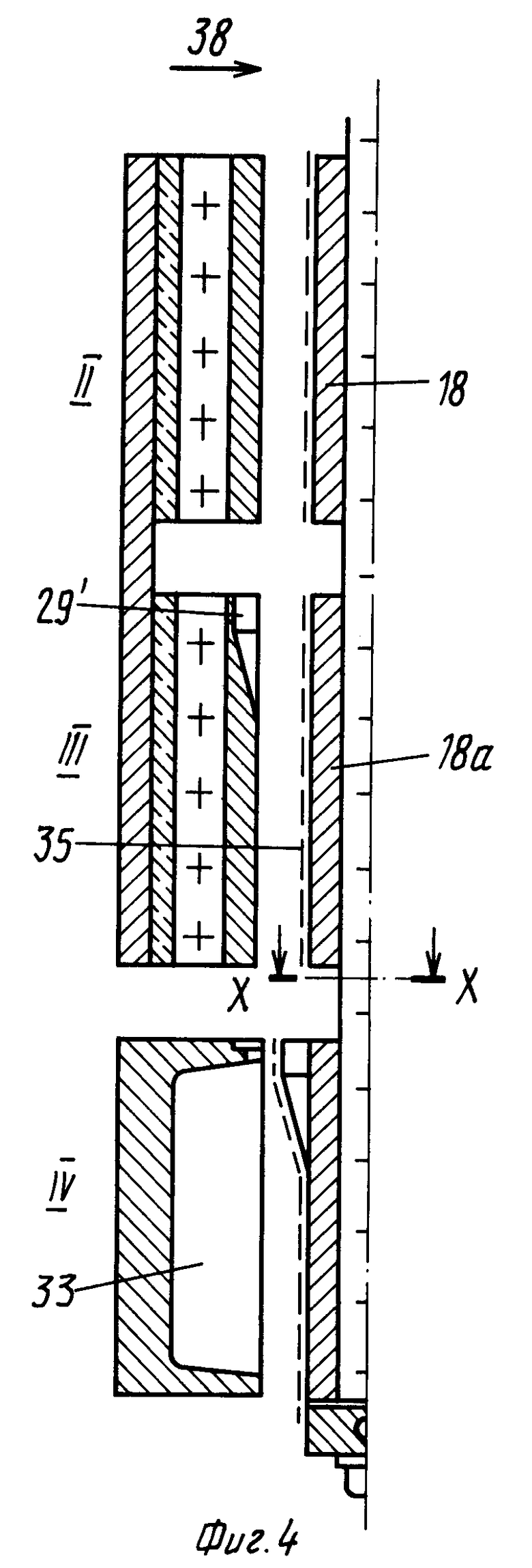
Далее нагревательное средство 13 зажима с подачей вперед передвигается в нижнее положение (см. фиг.4, обозначено направленной книзу стрелкой 37), за ним следует заготовка 35. Заготовка 35 находится в положении II (см. фиг.4). Так как нагревательное средство 13 нагревается, то заготовка 35 теперь начинает разогреваться. Нагревательное средство 14 зажима или плита всасывания 19, которая прямо противоположна заготовке 35, размещается на наружной стороне заготовки 35 в положении II. Держатель 18 нагревательного средства 14 зажима перемещается в положение закрытия, как показано стрелкой 38, в результате чего заготовка 35 достигает положения II (см. фиг.5). Держатель 21 с нагревательным средством 14 создает небольшое давление для обеспечения хорошей теплопередачи от нагревательного элемента 20 к плите всасывания 19 и вместе с ней также на заготовку 35. В положении II (см. фиг.5) тепло проходит с одной стороны от нагревательного средства 14 с плитой всасывания 19 и с другой стороны от нагревательного средства 13 с подачей вперед с плитой всасывания 18 непосредственно на заготовку 35. Плиты 18 и 19 расположены противоположно друг другу в контакте с давлением в течение 4 с (см. фиг.5).
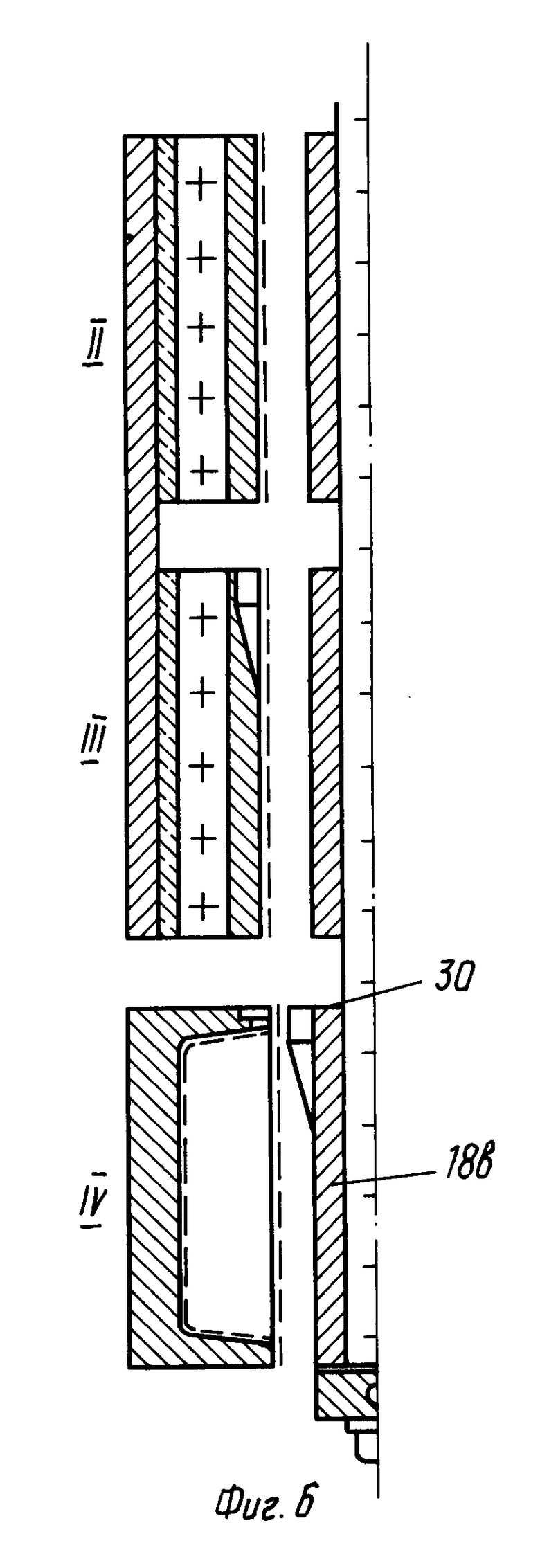
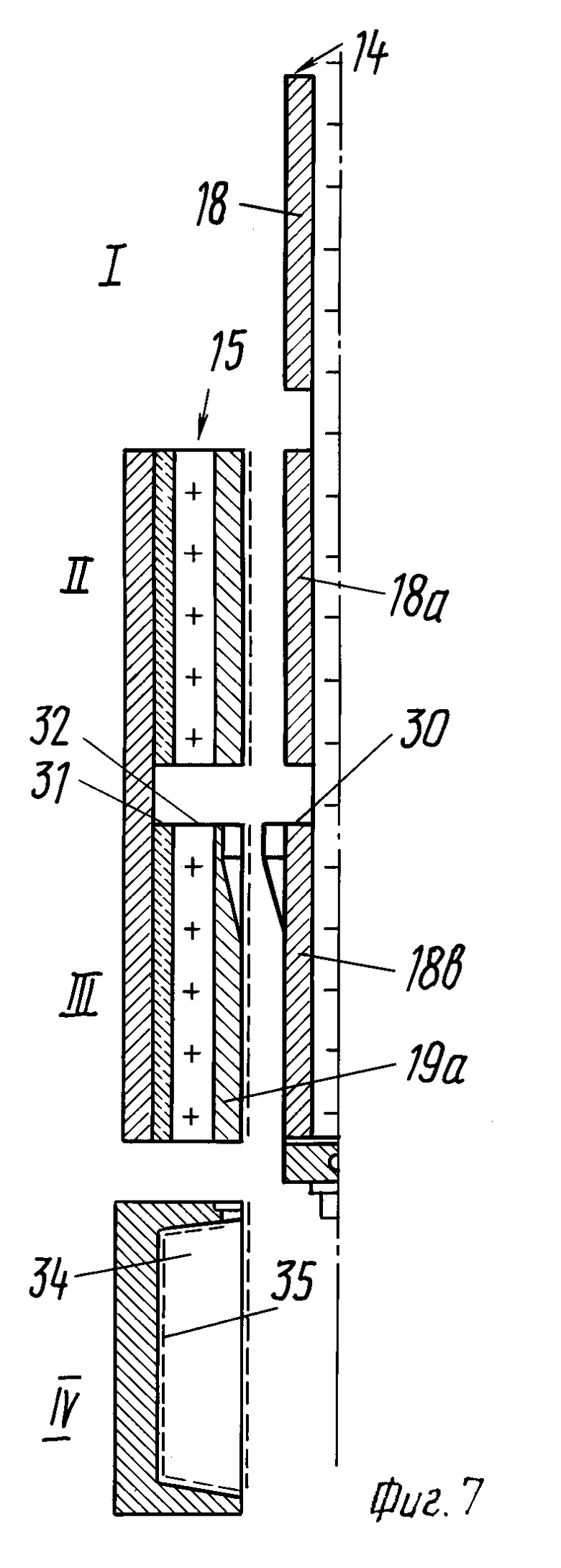
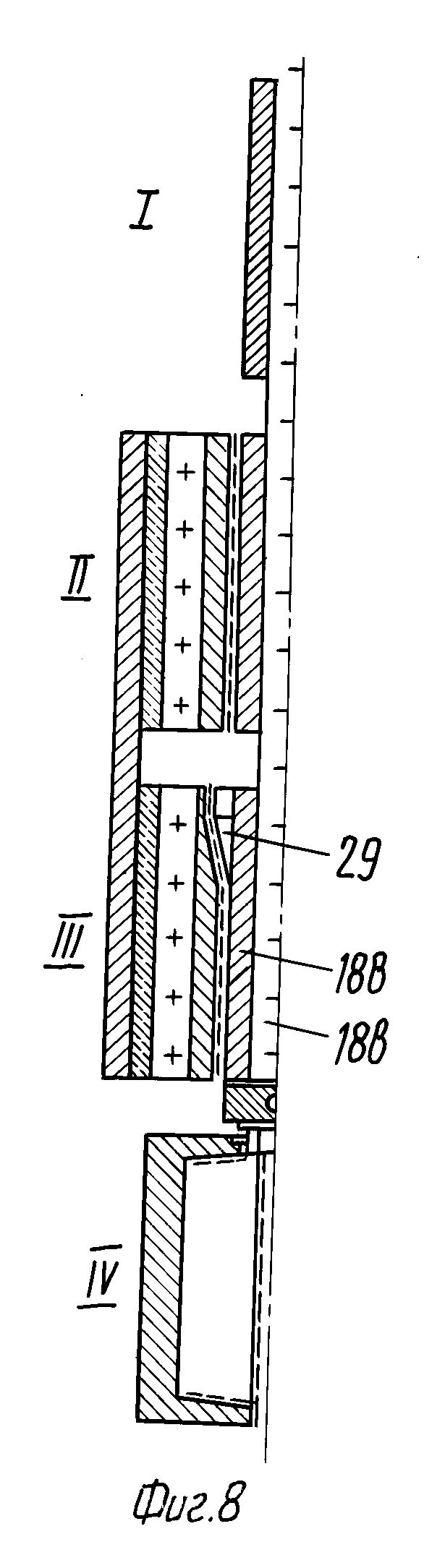
Заготовка 35 (штрих-пунктир) теперь перемещается в положение II (фиг.6) с помощью вакуумных сопл (не показаны) верхней всасываний плиты 18 держателя 21, которые не разгружены, пока вакуум приложен к средствам всасывания (также не показаны) в плите всасывания 19. В результате заготовка 35 остается прикрепленной к нагревательному зажиму с нагревательным средством 14 (положение, показанное на фиг.6). Нагревательный зажим с подачей вперед теперь перемещается в положение II (см. фиг.7), т.е. на одну позицию вниз, вновь в направлении, указанном стрелкой 37. В верхней части он принимает свежую заготовку 35, а на фиг.7 центральная плита всасывания 18 пуста. Предварительно разогретая заготовка 35 теперь принимается с помощью противоположно размещенной плиты всасывания 19 (вышеописанным образом путем разгружения и удаления вакуумных средств). Отдельно от заготовки, которая захвачена вверху, на верхней плите всасывания 18, причем эта заготовка далее не изображается, положение II на фиг.8 достигается после того, как зажимы с нагревательными средствами 13 и 14 дополнительно сводят вместе, как указано стрелкой 38.
Зажим с подачей вперед теперь перемещается книзу вновь на одну позицию, как показано стрелкой 37, в результате чего получает положение III (см. фиг. 4). Заготовка 35 теперь опирается на гладкую центральную плиту всасывания 18а, но находится напротив нижней плиты всасывания 19 с углублением 29', которое соответствует конфигурации выступа 30. Здесь заготовка 35 находится в состоянии предварительного нагрева, который прогрессировал до такой степени, что заготовка 35 может испытать малую величину расширения. Это необходимо для выполнения отверстия в заготовке, в противном случае было бы невозможно обеспечить газонепроницаемую сборку в этом месте в ходе операции глубокой вытяжки.
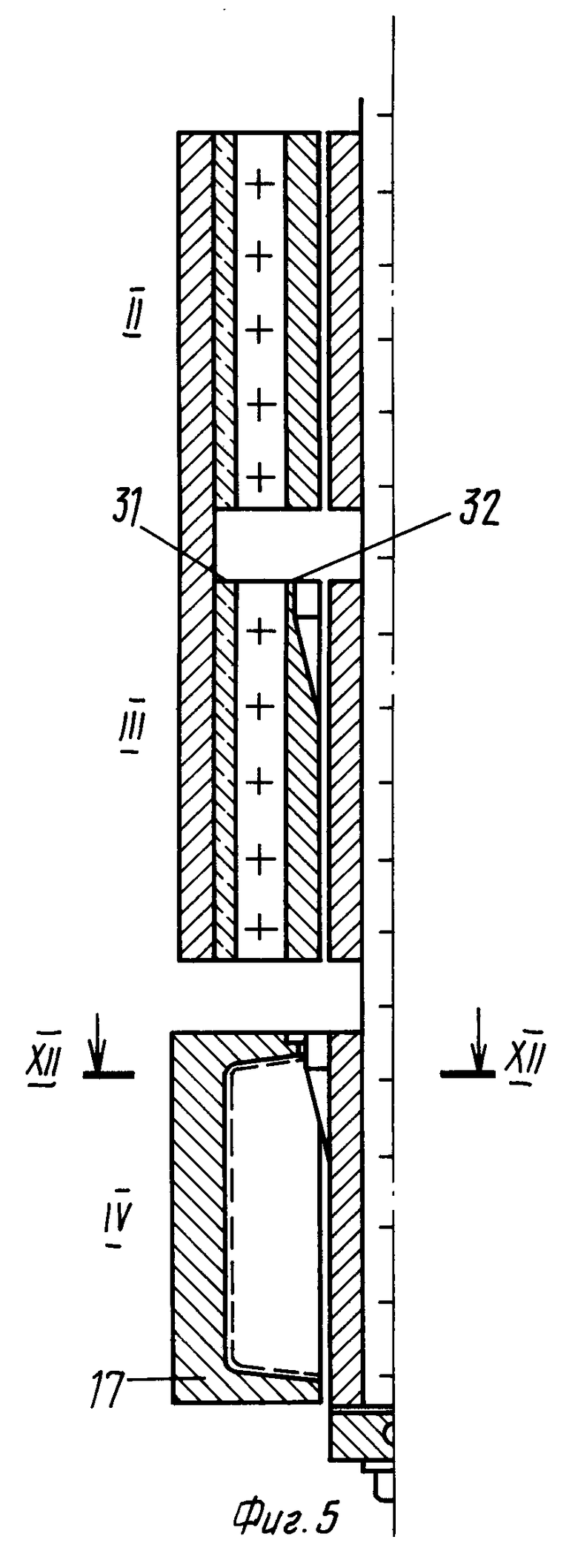
Из положения III (см. фиг.4) зажимы для переноса заготовки двигаются вместе, как указано стрелкой 38, и приходят в положение III на фиг.5. Теперь происходит обычная смена всасывания: вакуум сбрасывается со стороны зажима с нагревательным средством 13 с подачей вперед так, что блок может перемещаться в положение III (см. фиг.6), на которой оба зажима вновь разделяются. Зажим для подачи заготовки с нагревательным средством 13 с подачей вперед теперь может перемещаться кверху вновь с целью достичь положения III (см. фиг. 7). Нагреваемая заготовка 35 еще является плоской. Когда теперь тем не менее первый и второй зажимы движутся вместе вновь в направлении, указанном стрелкой 38, и достигается условие положения III (см. фиг.8), кромка заготовки 35 деформируется вблизи от ее верхней кромки вокруг участка 29 в форме усеченного конуса для того, чтобы благодаря движению вверх нагревательного зажима с подачей вперед из положения III (см. фиг.6) в положение III (см. фиг.7) нижняя плита всасывания 18в была расположена напротив нижней плиты всасывания 19а.
Когда зажим для подачи заготовки с нагревательным средством 14 вновь раскрывается влево, достигается положение III на фиг.3. Отсюда зажим с подачей вперед движется книзу так, что заготовка 35 достигает положения IV на фиг. 4. Инструмент глубокой вытяжки 17 находится внизу на всех фигурах, так как он не может перемещаться вертикально по высоте, а только горизонтально с помощью поступательного движения в направлении, указанном стрелкой 38. Инструмент глубокой вытяжки 17 в этом случае приближается к первому зажиму с нагревательным средством 13 с подачей вперед по направлению вправо и переходит в положение зажима IV на фиг.5. Положение нижней плиты всасывания 18в с многочисленными выступами 29 можно видеть на фиг.10 и 11. В положении зажима, как результат вышеуказанной деформации вокруг выступа 29, достигается газонепроницаемое условие зажима. Вакуум теперь может быть подан к инструменту глубокой вытяжки 17 так, что нагретая заготовка 35 перемещается в положение IV на фиг.5. Это показано на фиг.12 в другом виде.
После операции глубокой вытяжки в положении IV на фиг.5 сосуд удаляется из формы глубокой вытяжки с помощью инструмента глубокой вытяжки 17, который перемещается в направлении влево от зажима с нагревательным средством 13 с подачей вперед и вновь таким образом достигает положения IV на фиг.6. После этого зажим с плитой всасывания 18 с передней подачей может двигаться вновь кверху и достичь положения, показанного на фиг.7.
При изготовлении упаковки из двух сосудов правый инструмент глубокой вытяжки 17 теперь передвигается в центр и на плоскость симметрии "а", а левый зажим движется вправо к той же самой плоскости, в результате чего они замыкаются, как показано в положениях IV на фиг.8 и 9 (в то же время следующая заготовка 35 вновь обрабатывается в следующих более высоких положениях).
После сварки кромочных лент обеих половинок сосуда с формированием в них отверстия с помощью выступов 28 упаковка завершается в изготовлении и может удалится из оборудования формования. Для этого оба инструмента для глубокой вытяжки 17 и 17' удаляются друг от друга влево и вправо соответственно, и воздух, вытекающий из трубопровода 27 со сжатым воздухом, выдавливает готовый сосуд 39 из участка 25 формования отверстия и направляет его в положение V на фиг.1 на конвейере 23. Фиг.2 показывает, как ряд готовых упаковок располагается на конвейере 23 и может быть отведен от формующих инструментов в направлении, указанном стрелкой "с".
Используя конструкцию всасывающей плиты и процедуру контактного нагрева согласно изобретению, легко можно в ходе операции глубокой вытяжки производить желаемое и часто необходимое распределение тепла. В случае плоской пластинообразной заготовки это дает заданный рисунок нагрева. Это предназначено в частности для получения равномерной толщины стенки в полученном глубокой вытяжкой компоненте, т.е. в готовом изделии.
Пригодный для глубокой вытяжки пластмассовый материал для новой упаковки, которая может быть получена с помощью установки, выполненной согласно изобретению, может представлять собой термопластичный материал, например, полипропилен. Поливинилхлорид (ПВХ) также может служить в качестве такого пластмассового материала, в связи с чем полипропен известен широко также в данной области как полипропилен. В этом случае упаковка согласно изобретению содержит удовлетворительно повторно перерабатываемые и легко разрушаемые части и материалы (в противоположность композитным материалам материалу бумаги (пластмасса). В особо предпочтительном варианте осуществления пластмассовый материал, например, полипропен также может быть с наполнителем, в связи с чем известь, слюда, тальк, гипс или подобные материалы. На практике степени заполнения до 70% и предпочтительно до 60% показали свою целесообразность. Обнаружено, что пластмассовые материалы с наполнителем этого рода легко расщепляются, с одной стороны, и естественно также легко могут повторно перерабатываться или возвращаться в цикл с использованием простых методов, в то время как с другой стороны, они не влияют неблагоприятно на свойства пластмассового материала, в результате чего также пластмассовые материалы с наполнителем в частности пригодны для глубокой вытяжки и также могут быть загерметизированы.

Использование: изготовление полых изделий из листовых полимерных материалов методом глубокой вытяжки. Сущность изобретения: установка снабжена второй плитой всасывания, закрепленной на нагревательном средстве, при этом каждое нагревательное средство выполнено в виде нагревательной плиты, а второе нагревательное средство установлено с возможностью периодического перемещения с помощью подъемного устройства вперед в направлении, перпендикулярном направлению движения инструмента глубокой вытяжки, в результате чего плиты всасывания, закрепленные на нагревательных средствах, расположены противоположно относительно одна другой в течение некоторого промежутка времени. 7 з. п. ф-лы, 13 ил.
| Установка для формования изделий из листовых термопластов | 1972 |
|
SU496779A1 |
| Солесос | 1922 |
|
SU29A1 |
