Изобретение относится к способам регулирования процесса контактной точечной сварки и может быть использовано в устройствах контроля и регулирования процесса контактной точечной сварки.
Известны способы контроля и регулирования процесса контактной точечной сварки, в которых в качестве измеряемого обобщающего параметра используют амплитудную величину одного из параметров осевого перемещения подвижного электрода, например, перемещения подвижного электрода при нагреве, положительной скорости, ускорения или отрицательного ускорения этого перемещения.
Однако эти способы не дают надежных результатов в том случае, если обобщающий параметр достигает своего амплитудного значения раньше, чем диаметр ядра достигает своего заданного значения. Это относится к величине перемещения подвижного электрода при сварке на мягких режимах, в особенности при сварке алюминиевых сплавов, а также к скорости и ускорению его перемещения, которые достигают своих амплитудных значений раньше, чем диаметр ядра заданного, при любых условиях сварки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ контроля качества контактной точечной и шовной сварки, при котором измеряют физический параметр процесса и сравнивают его с заданным значением, а в качестве параметра контроля используют величину интеграла от текущего значения величины теплового расширения металла по времени.
При регулировании процесса сварки в отличие от контроля при неизменном времени сварки этот обобщающий параметр не может гарантировать получение качественных соединений, так как его заданный уровень может быть достигнут за счет увеличения времени сварки при амплитудном значении измеряемого перемещения подвижного электрода меньше оптимального. В этом случае система регулирования может перевести режим сварки в область недопустимо мягких, при которых образуются непровары. Кроме того, использование данного способа при уменьшении толщины деталей затрудняется тем, что пропорционально ей уменьшается и амплитудная величина измеряемого параметра, т.е. перемещение подвижного электрода. В то время как разрешающая способность существующих датчиков для измерения этого параметра ограничена.
Целью изобретения является повышение качества соединений за счет повышения надежности способа регулирования процесса контактной точечной сварки.
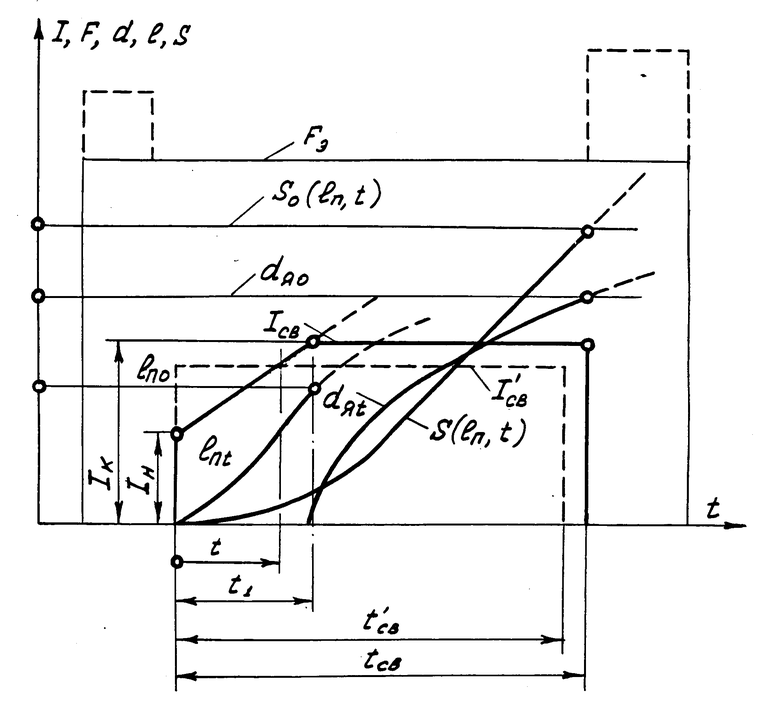
На чертеже показана циклограмма способа регулирования процесса контактной точечной сварки, где Fэ усилие сжатия электродов; ln,t текущее значение перемещения подвижного электрода; S(ln,t) текущее значение контролируемого параметра, пропорционального интегралу от текущего значения перемещения электрода, полученное с интегрированием перемещения подвижного электрода; lпо заданное значение контролируемого параметра, пропорционального перемещению подвижного электрода; So(ln,t) заданное значение контролируемого параметра, пропорционального интегралу от текущего значения перемещения; Iсв сварочный ток; Iн, Iк начальная и конечная сила сварочного тока; Iсв, tсв сила сварочного тока и время его протекания, при которых получают заданный диаметр ядра при сварке без регулирования процесса; dяt- изменение диаметра ядра; dяо заданный диаметр ядра; t координата времени от начала импульса тока; t1 время, когда параметр, пропорциональный перемещению подвижного электрода, достигает заданного значения; tсв длительность импульса тока при сварке с регулированием процесса.
Способ регулирования процесса контактной точечной сварки осуществляют в следующей последовательности операций. Свариваемые детали сжимают между электродами машины усилием, величина которого к моменту начала импульса тока Iсв равна Fэ и выдерживается неизменной до его окончания, затем пропускают Iсв. При этом силу сварочного тока увеличивают от начальной величины Iн, которую задают равной половине значения сварочного тока I'св, обеспечивающего получение заданного диаметра ядра dяо при условиях сварки без регулирования его величины, длительности импульсa тока t'св, и тех же значениях усилия сжатия электродов. Текущее значение Iсв увеличивают по зависимости (1). Одновременно с начала импульса тока измеряют один из параметров осевого перемещения подвижного электрода, например, как в способе прототипа, измеряют текущее значение перемещения подвижного электрода lnt и интегрируют его. При этом контролируют два параметра: один из них пропорционален перемещению подвижного электрода, а другой интегралу от текущего его значения, т.е. в данном случае: =
=
 (2) где lnt текущее дискретное значение параметра, пропорционального перемещению подвижного электрода;
(2) где lnt текущее дискретное значение параметра, пропорционального перемещению подвижного электрода;
S(ln,t) текущее дискретное значение параметра, пропорционального интегралу от текущего значения перемещения подвижного электрода;
ln(t) изменение перемещения подвижного электрода в процессе сварки.
В момент t1, когда значение lnt достигает заданного значения lno, измеренного при t ≈ 0,25 tсв в условиях сварки без регулирования параметров режима, т.е. при I'св, t'св, Fэ, обеспечивающих получение ядра заданного диаметра dяо, увеличение сварочного тока прекращают и в дальнейшем его величину Iк не изменяют до окончания импульса тока. В момент tсв, когда значение параметра S(ln,t) достигает заданного значения So(ln,t), определенного из условия получения ядра заданного диаметра dяо, сварочный ток выключают.
Таким образом, при регулировании по данному способу на начальной стадии процесса увеличением сварочного тока к моменту начала плавления металла обеспечивается оптимальное значение плотности тока в площади свариваемого контакта, а на конечной стадии процесса обеспечивается оптимальное значение удельной тепловой энергии, накопленной в зоне сварки.
Однако при уменьшении толщины свариваемых деталей измерение перемещения подвижного электрода затрудняется, так как амплитудное его значение уменьшается пропорционально толщине деталей. Поэтому при сварке деталей средних толщин рационально измерять скорость перемещения подвижного электрода vnt, а при сварке деталей малых толщин линейное ускорение перемещения подвижного электрода ant, а затем интегрировать и тем самым определять контролируемые параметры, пропорциональные перемещению подвижного электрода и интегралу от текущего его значения.
Для этого при измерении скорости перемещения подвижного электрода полученный параметр интегрируют один раз и дважды, т.е.

 v
v (3) а при измерении ускорения перемещения подвижного электрода полученный параметр интегрируют дважды и трижды, т.е.
(3) а при измерении ускорения перемещения подвижного электрода полученный параметр интегрируют дважды и трижды, т.е.

 t
t (4) где l'nt, l''nt- текущие дискретные значения параметров, пропорциональных перемещению подвижного электрода;
(4) где l'nt, l''nt- текущие дискретные значения параметров, пропорциональных перемещению подвижного электрода;
S'(vn,t), S"(an,t) текущие дискретные значения параметров, пропорциональных интегралу от текущего значения перемещения подвижного электрода;
Vn(t) изменение скорости перемещения подвижного электрода в процессе сварки;
an(t) изменение ускорения перемещения подвижного электрода в процессе сварки.
Очевидно, что пары контролируемых параметров lnt и S(ln,t), l'nt и S'(vn,t), а также l"nt и S"(an,t) в процессе формирования изменяются одинаково и различаются только измеряемыми параметрами ln(t), vn(t) и an(t), которые взаимосвязаны между собой и являются, соответственно, первой, второй и третьей производной параметров S(ln,t), S'(vn,t) и S"(an,t).
Начальную величину сварочного тока Iн задают равной половине силы сварочного тока I'св, при которой получают заданный диаметр ядра при сварке без регулирования процесса, из следующих условий: во-первых, экспериментально установлено, что влияние возмущающих факторов процесса сварки, приводящих к увеличению тепловыделения, таких как увеличение электрического сопротивления зоны сварки, уменьшение силы сжатия электродов и др. в большинстве случаев может быть компенсировано уменьшением силы тока на 20-30% во-вторых, при сварке деталей, даже без подготовки поверхностей, при уменьшенном на 15-20% усилии сжатия электродов, уменьшение силы сварочного тока на 40-50% исключает образование начальных выплесков.
Соотношение (1), по которому увеличивают силу сварочного тока, задано из условия, что сила сварочного тока достигает оптимальной величины примерно к началу плавления деталей.
Способ позволяет повысить качество сварных соединений за счет того, что позволяет регулировать не только количество энергии, выделяющейся в зоне сварки (регулирование длительности импульса тока), то и тепловой мощности (плотности тока) ее источника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1991 |
|
SU1825695A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086375C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| Способ контактной точечной сварки | 1991 |
|
SU1825696A1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1764894A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
Цель изобретения повышение качества соединений за счет повышения надежности способа регулирования процесса контактной точечной сварки заключается в том, что во время импульса тока измеряют параметр подвижного электрода, интегрируют его величину и тем самым определяют контролируемый параметр, пропорциональный интегралу от текущего значения перемещения электрода, и сравнивают его с заданным значением. Новым в способе регулирования является то, что при сварке определяют также контролируемый параметр, пропорциональный величине перемещения подвижного электрода, импульс сварочного тока пропускает возрастающим от начальной величины, которую задают равной половине сварочного тока, при которой получают заданный диаметр ядра при условиях сварки без регулирования его величины и тех же значениях усилия сжатия электродов и длительности импульса тока, а значение сварочного тока при его возрастании от начальной величины задают из приведенного в ф-ле изобретения соотношения. Контролируют при этом параметр, пропорциональный перемещению подвижного электрода, по достижении которым заданного значения, определяемого из условия начала плавления металла в свариваемом контакте, сварочный ток увеличивать прекращают, после чего до конца процесса его величину не изменяют, а по достижении параметром, пропорционольным интегралу от текущего значения перемещения электрода, заданного значения, определяемого из условия достижения диаметром ядра заданной величины, выключают сварочный ток. 4 з. п. ф-лы, 1 ил.

где Iсв текущие значения сварочного тока;
Iн начальная величина сварочного тока; величина сварочного тока, при которой получают заданный диаметр ядра в условиях сварки без регулирования его величины и тех же значениях усилия сжатия электродов и длительности импульса тока;
величина сварочного тока, при которой получают заданный диаметр ядра в условиях сварки без регулирования его величины и тех же значениях усилия сжатия электродов и длительности импульса тока; длительность импульса тока;
длительность импульса тока;
t координата времени от начала импульса тока,
а начальную величину сварочного тока задают равной половине значения сварочного тока, при которой получают заданный диаметр ядра при условиях сварки без регулирования его величины, и тех же значениях усилия сжатия электродов и длительности импульса тока.
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU667359A1 |
