1
Изобретение относится к способам неразрушающего, контроля сварных соединений и мржет быть использовано в устройствах контроля процесса контактной шовной и точечной сварок.
Известен способ контроля качества контактной, точечной и шовной сварки, при котором измеряют физический параМСтр процесса и сравнивают его с заданным значением .
Известный способ контроля качества сварных соединений является наиболее объективным - методом неразрушаюш,его контроля качества сварных соединений, выполненных контактной сваркой, по которому контролируют уровень величины теплового расширения металла (ТРМ) по перемеш,ению подвижного электрода, достигнутой в процессе сва.рки.
Как показывают исследования, значение величины ТРМ дает хорошее соответствие с диаметром- литого ядра сварной точки только при определенных условиях, когда кривая достаточно быстро возрастает в течение всего импульса сварочного тока. Если же кривая ТРМ быстро достигает максимальной величины, как это имеет место при сварке легких сплавов на переменном токе, и в дальнейшем изменяется сла-бо, то связь максимального значения кривой ТРМ
нарушается. Особенно суш;ественно отсутствие связи проявляется п,ри активном контроле. Аппаратура отключает ток сразу же после достижения заданного значения ТРМ, диаметр литого ядра точки оказывается значительно меньше допустимого.
Таким образом, известный способ контроля имеет недостаток, заключаюш,ийся в невозможности контроля качества сварных соединений алюминиевых сплавов и малой разрушающей способности метода при сварке на мЯГких .
Цель изобретения - повышение достоверности контроля преимущественно для легких сплавов.
Поставленная цель достигается тем, что по предлагаемому способу в качестве параметра контроля используют величину интеграла от текущего значения величины теплового расширения металла по времени.
J b(t)dt.
6i - интегральное значение величины теплового расширения металла по времени; .
б(/) -текущее значение величины теплового (времен) расширения; св - время сварочного цикла.
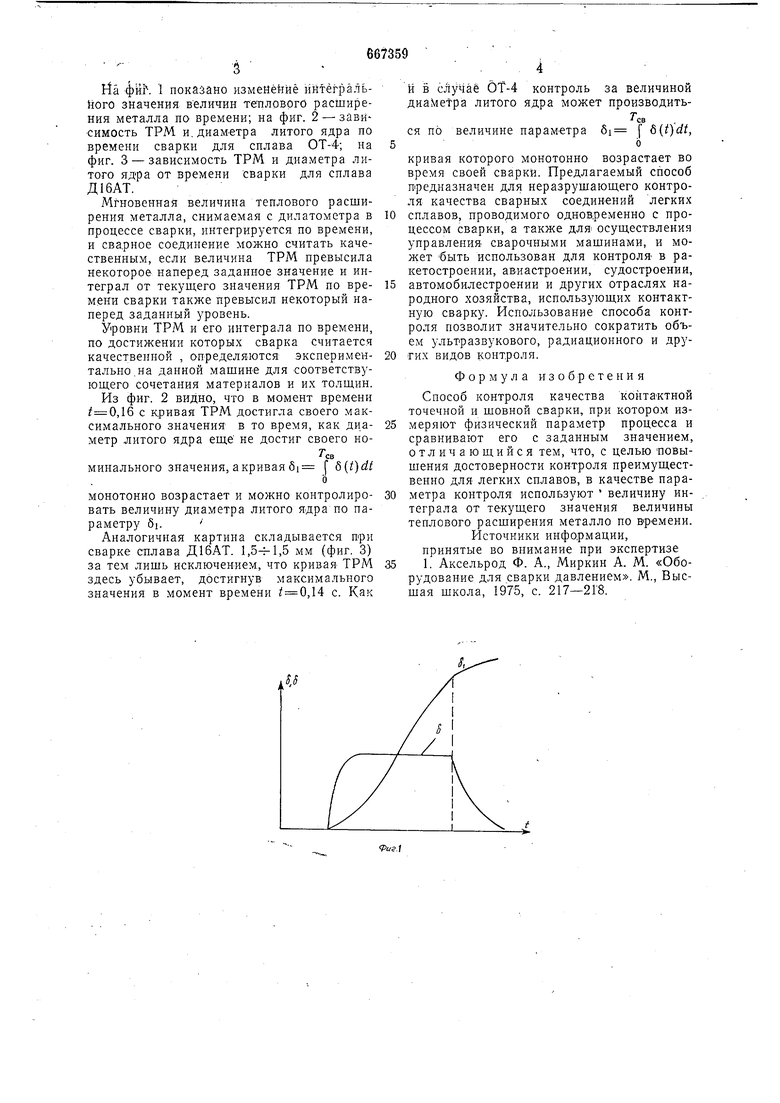
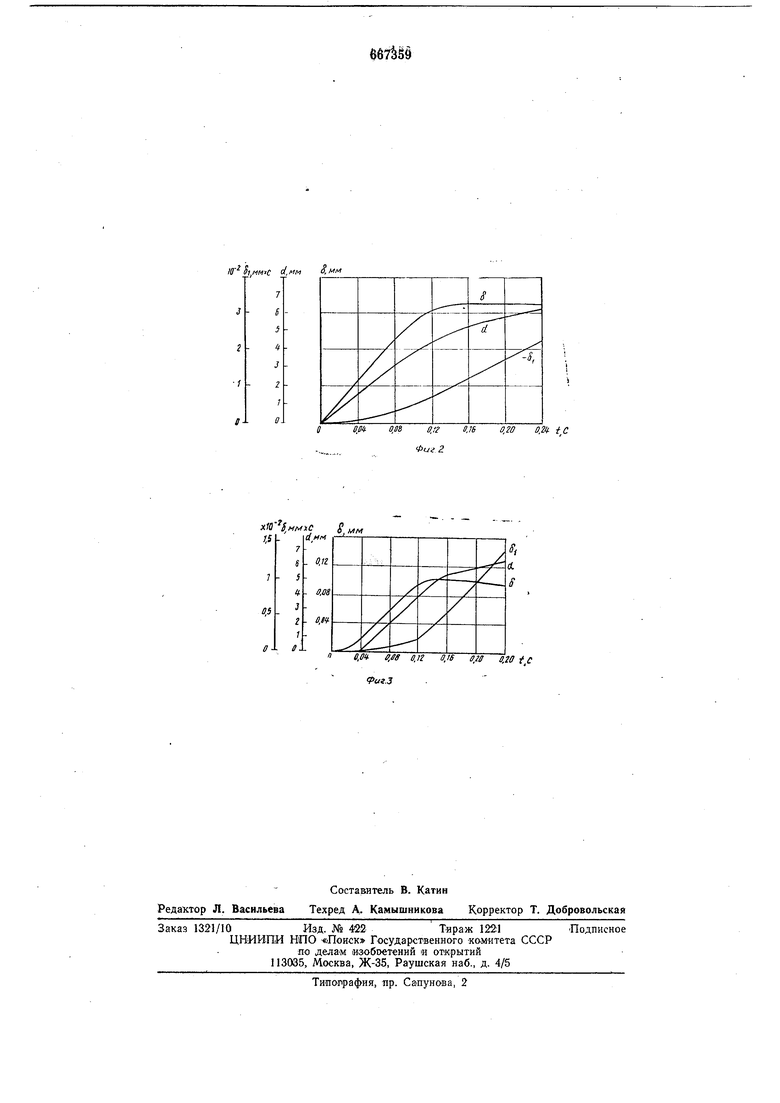
ria фиг. 1 показано изменение HHteriJa.lbйого значения величин теплового расширения металла по времени; на фиг. 2- зависимость ТРМ и.диам-етра литого ядра по времени сварки для сплава ОТ-4; на фиг. 3 - зависимость ТРМ и диаметра литого ядра от времени сварки для сплава Д16АТ.
Мгновенная величина теплового расширения металла, снимаемая с дилатометра в процессе сварки, интегрируется по времени, и сварное соединение можно считать качественным, если величина ТРМ превысила некоторое наперед заданное значение и интеграл от текущего значения ТРМ по времени сварки также превысил некоторый нанеред заданный уровень.
Уровни ТРМ и его интеграла по времени, по достижении которых сварка считается качественной , определяются экспериментально, на данной машине для соответствуюш;его сочетания материалов и их толш,ин.
Из фиг. 2 видно, что в момент времени ,16 с кривая ТРМ достигла своего максимального значения в то время, как ди.аметр литого ядра еш.е не достиг своего ноУСВ
минального значения, акриваяб1 8(t)df
о
монотонно возрастает и можно контролировать величину диаметра литого ядра по параметру бь
Аналогичная картина складывается При сварке сплава Д16АТ. 1,5ч-1,5 мм (фиг. 3) за тем лишь исключением, что кривая ТРМ здесь убывает, достигнув максимального значения в момент времени / 0,14 с. Как
и в случае ОТ-4 контроль за величиной диаметра литого ядра может производитьУСВ
ся ПО величине парам-етра 6i j 8(t)dt,
о
кривая которого монотонно возрастает во время своей сварки. Предлагаемый способ П|редназначен для неразрушаюш,его контроля качества сварных соединений легких сплавов, проводимого одновременно с процессом сварки, а также для1 осуш,ествления управления сварочными машинами, и может быть использован для контроля в ракетостроении, авиастроении, судостроении,
автомобилестроении и других отраслях народного хозяйства, используюп1,их контактную сварку. Использование спо-сОба контроля позволит значительно сократить объем ультразвукового, радиационного и других видов контроля.
Формула изобретения
Способ контроля качества контактной точечной и шовной сварки, при котором измеряют физический параметр процесса и сравнивают его с заданным значением, отличающийся тем, что, с целью повышения достоверности контроля преимущественно для легких сплавов, в качестве параметра контроля используют величину интеграла от текущего значения величины теплового расшир ения металло по времени.
Источники информации, принятые во внимание при экспертизе
1. Аксельрод Ф. А., Миркин А. М. «Оборудование для сварки давлением. М., Высшая школа, 1975, с. 217-2Г8.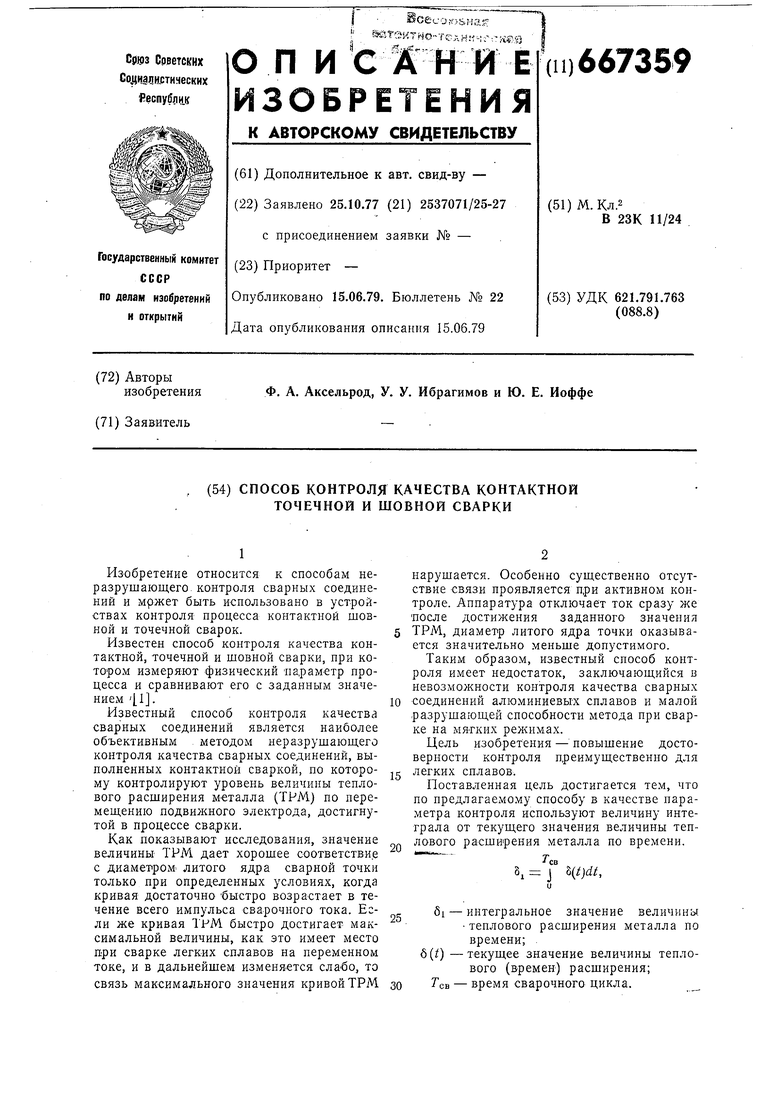
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2017147C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| Способ контроля износа рабочих поверхностей электродов при контактной точечной сварке | 1990 |
|
SU1773638A1 |
| Способ автоматического управления процессом контактной точечной сварки с наложением ультразвуковых колебаний | 1981 |
|
SU1016110A1 |
| Способ контактной сварки деталей из разнородных металлов | 1987 |
|
SU1489946A1 |
| Способ управления процессом точечной и шовной сварки | 1980 |
|
SU941092A1 |
| Способ контроля качества точечного соединения | 1981 |
|
SU1073039A1 |
| Способ контроля процесса контактной точечной сварки | 1990 |
|
SU1771908A1 |
/0 St, d,MM ,Mfi
xW S MMiiC ,S
ем 0,118 0,11 0,16 0,20 о.гц. Фи г
