Изобретение может быть использовано в машиностроении, в частности в литейном производстве при изготовлении заготовок компенсаторов шестеренного насоса литьем с кристаллизацией под давлением.
Известен способ литья с кристаллизацией под давлением алюминиевых сплавов [1] который позволяет получить отливки с хорошей наружной поверхностью. Главное внимание в прототипе обращено на время подачи под давлением смазки на поверхность отливки, находящейся в матрице пресс-формы до начала извлечения ее при помощи толкателей.
Недостатком указанного способа является то, что при его осуществлении регламентируются только следующие временные параметры: время выдержки расплава в матрице до приложения давления, время прессования формирующейся отливки и время нахождения отливки в матрице для подачи охлаждающей и смазочной жидкости. Не указано время, в течение которого отливка может находиться в матрице с момента снятия давления прессования (с начала подъема пуансона в исходное положение) до начала выталкивания ее толкателем. Чрезмерное увеличение этого промежутка времени приводит к образованию трещин в литых компенсаторах, особенно при использовании сплавов с широким интервалом кристаллизации и малой пластичностью при высоких температурах; трещины выявляются после извлечения отливок толкателями из полости матрицы.
Цель изобретения повышение качества отливок и расширение номенклатуры сплавов, используемых для литых компенсаторов.
Цель достигается тем, что при литье с кристаллизацией под давлением, включающем заливку расплава в матрицу, прессование его пуансоном до полной кристаллизации, отвод пунсона и извлечение отливки из матрицы, извлечение отливки из матрицы начинают через 0,5-2,5 с после начала отвода пуансона в исходное положение.
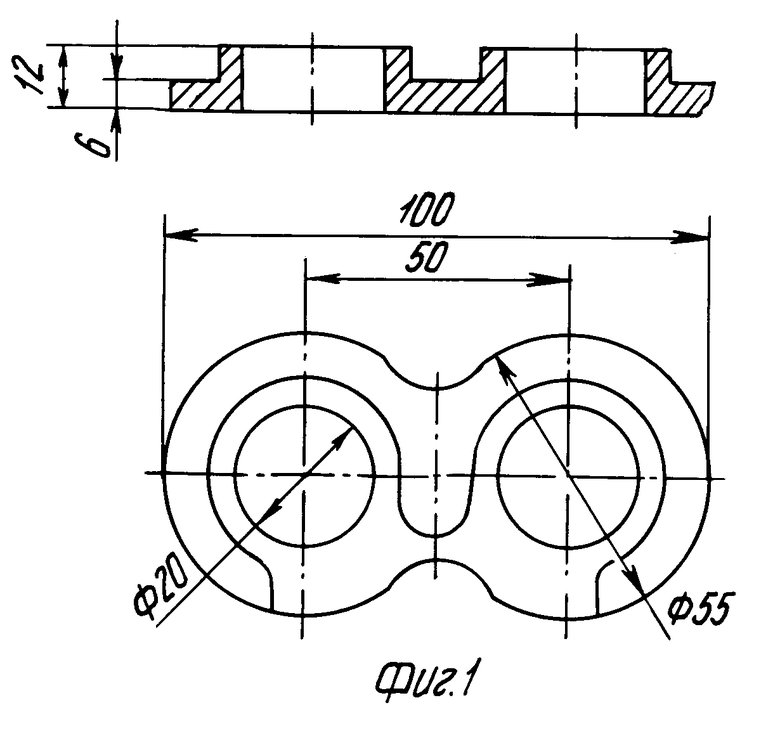
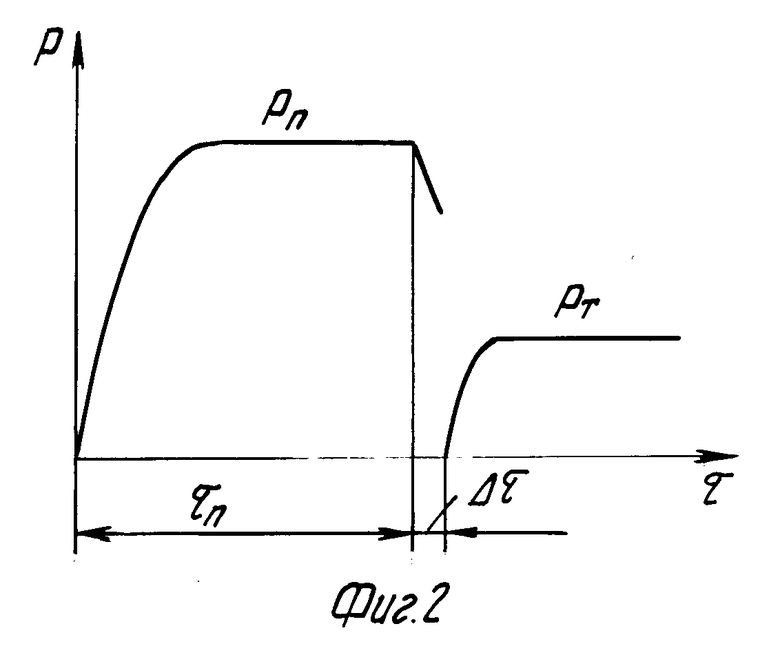
На фиг.1 представлен литой компенсатор; на фиг.2 графики изменения усилия прессования Рп, воздействующего на формирующуюся отливку пуансоном, и усилие выталкивания Рт отливки из матрицы пресс-формы толкателем.
Способ изготовления литого компенсатора заключается в следующем.
Металлический расплав (например, на основе алюминия) заливают в матрицу пресс-формы. Прессующим пуансоном осуществляют окончательное оформление контуров отливки и выдерживают отливку под давлением (время τп, фиг.2) до окончания затвердевания (кристаллизации). Затем пуансон поднимают в исходное положение.
В момент окончания прессования включают систему выталкивания, время срабатывания которой должно находиться в интервале Δτ 0,5-2,5 с (фиг.2); в течение этого промежутка времени должно начаться извлечение отливки из матрицы при помощи толкателей. Нижнее значение времени Δτ 0,5 с ограничивается возможностями прессового оборудования; при превышении верхнего значения (2,5 с) в отливках образуются трещины.
П р и м е р, Отливки компенсаторов изготовляли из алюминиевого сплава, содержащего примерно, мас. Cu 7; Sn 3; Si 0,6-1,2; Mn 0,5-0,8, алюминий и примеси остальное. Температура заливки 700-710оС, температура пресс-формы 150-180оС; время выдержки сплава в матрице до момента приложения давления 3 с; время прессования 15 с; давление прессования 200-220 МПа; интервал времени Δτ 3-4 с; подготовка пресс-формы к очередной заливке 3-5 с; общее время цикла с учетом времени выталкивания отливки и возврата толкателя в исходное положение 35 с. Полученные отливки имели трещины.
Уменьшение интервала времени Δτ до 1,5 с позволило получать отливки без трещин. Кроме того, при прочих равных условиях это позволяет повысить производительность процесса на 5-6%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2176174C1 |
| Способ литья с кристаллизацией под давлением алюминиевых сплавов | 1990 |
|
SU1787066A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОТЯЖЕННЫХ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ ИЗ СПЛАВОВ | 1992 |
|
RU2021878C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| Постоянная литейная форма | 1983 |
|
SU1135543A1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1992 |
|
RU2048575C1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1978 |
|
SU768552A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛКПД) | 2008 |
|
RU2404017C2 |
Изобретение может быть использовано в литейном производстве для изготовления компенсаторов шестеренного насоса литьем с кристаллизацией под давлением. Цель повышение качества отливок и расширение номенклатуры сплавов, используемых для изготовления литых компенсаторов. Способ изготовления компенсаторов предусматривает заливку металлического расплава в матрицу пресс-формы, прессование его пуансоном до окончания кристаллизации и извлечение отливки из матрицы, при этом начало извлечения отливки из матрицы должно отставать на 0,5-2,5 с от начала подъема пуансона после окончания прессования. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОМПЕНСАТОРОВ ЛИТЬЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, включающий заливку расплава в матрицу, прессование его пуансоном до полной кристаллизации, отвод пуансона и извлечение отливки из матрицы, отличающийся тем, что извлечение отливки из матрицы начинают через 0,5-2,5 с после начала отвода пуансона.
| Способ литья с кристаллизацией под давлением алюминиевых сплавов | 1990 |
|
SU1787066A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
