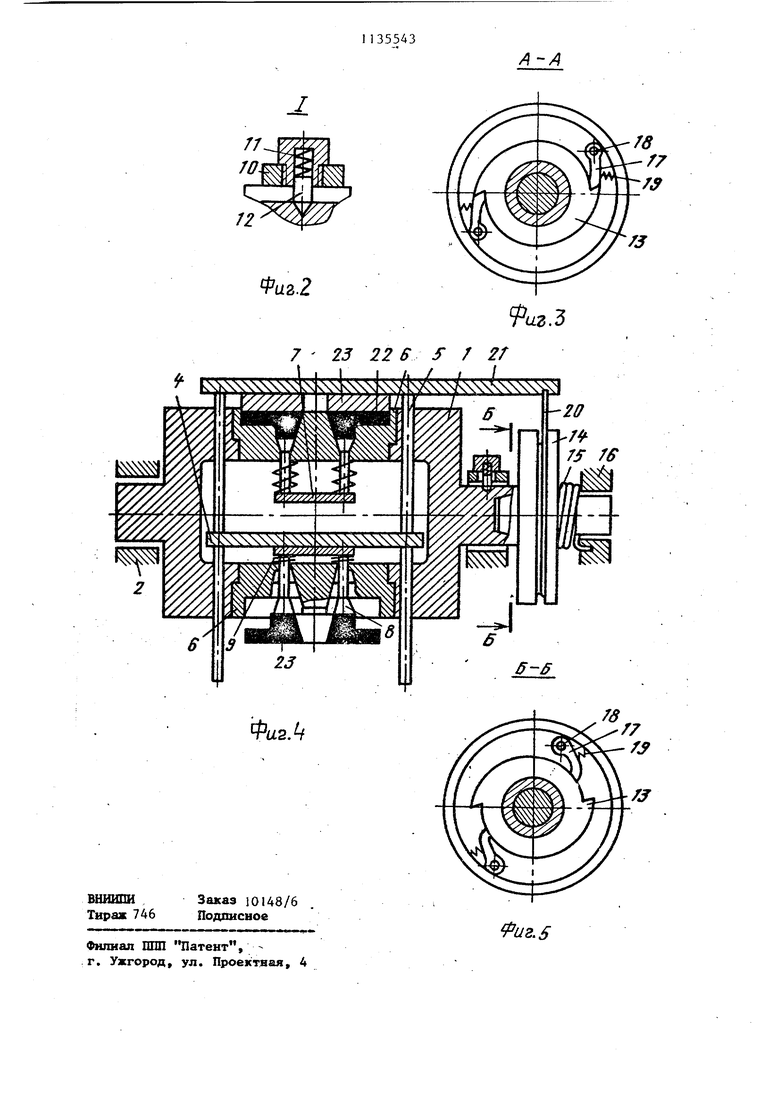
Изобретение относится к литейному производству, в частности к литью в постоянные формы, и может быть использовано при литье в кокил и литье с кристаллизацией под давле нием. Известна форма литья с кристаллизацией под давлением, содержащая нижнюю полуформу (матрицу) и верхнюю полуформу (пуансон). Извлечение отливок из матрицы осуществля ется толкателем 1J. Недостатком этой является низкая производительность вследстви того, что извлечение отливок осуществляется только после охлаждения отливки до температуры выбивки. Наиболее близкой к изобретению по технической сущности и достигаемому результату является постоянная литейная форма, содержащая поворотный на полуосях корпус, в котором расположены две нижние полуформы, обращенные одна к другой тыльными сторонами, верхнюю полуформу, закрепленн на подвижной, поворотной плите, привод поворота корпуса выполненный в виде рычажного устрой ства, связанного с полуосью и приво димого в движение пневматическим ци линдром. После получения отливки верхняя полуформа поднимается, корпус поворачивается на 180 , подавая под заливку вторую нижнюю полуформу, одновременно ударом кулачка извлекается отливка из первой нижней полуформы 2J. Недостатком известной формы является низкая надежность работы, вследствие отсутствия специальной системы выталкивания отливки. Целью изобретения является повы шение надежности формы в работе. Эта цель достигается тем, что постоянной литейной форме, содержащей поворотный вокруг горизонтал ной оси корпус с нижними полуформа ми, подвижную плиту с верхней полуформой и привод поворота корпуса, корпус снабжен выталкивающими плитами и расположенной между ними промежуточной плитой с упора ми, выступающими по обе стороны корпуса и взаимодействуюпщми с под ной плитой. На фиг.1 изображена предлагаемая форма после заливки металла, общий вид5 на фиг.2 - узел 1 на фиг. I jHa фиг. 3 - разрез А-А на фиг.1, на фиг.4 -форма в момент прессования; на фиг. 5 - разрез Б-Б на фиг.З. Форма содержит корпус 1 с полуосями 2, размещенными в подшипниках 3, промежуточную плиту 4 с упорами 5, матрицы 6, являющиеся нижними полуфоргмами, выталкивающие плиты 7 с толкателями 8, поджатыми пружиной 9, верхнюю плиту 10 с пуансоном 11, являющимся верхней полуформой. Подшипник 3 снабжен фиксатором 12. Привод поворота корпуса выполнен в виде храпового механизма, содержащего храповик 13, который входит в барабан 14 с возвратной пружиной 15. Одна :ось барабана 14 размещена в корпусе I, а вторая - в подшипнике 16. Барабан снабжен собачками 17,установленными на осях 18, поджатыми пружинами 1 9, и тросом 20, свободный конец которого закреплен на верхней плите 10. Матрица выполнена многогнездной. Форма работает следующим образом. В матрицу 6 заливают расплав 21 и, пропуская плиту 10, прессуют металл пуансоном 11 до окончания затвердевания его. При опускании верхней плиты 10 барабан 14 при помощи возвратной пружины 15 поворачивается и наматьшает на себя трос 20, а собачки 17 отжимают пружины 19 и выходят из зацепления с храповиком 13 (фиг.4), После окончания прессования плита МО поднимается, собачки 17 входят в зацепление с храповиком 13 корпуса 1 и посредством троса 20 поворачивают на 180 барабан 14 и корпус I с матрицами 6, фиксатор 12 вхо/дит в гнездо полуоси 2, корпуса 1 и фиксирует последний в заданном положении. В матрицу, оказавшуюся в верхнем положении, заливают расплав и прессуют, при опускании плита 10 нажимает на упоры 5 промежуточной плиты 4, которая воздействует на выталкивающую плиту 7, и толкатели выталкивают отливку из матрицы, находящуюся в нижнем положении до момента соприкосновения пуансона с залитым расплавом. Возможно совмещение процесса уплотнения отливки в верхней матрице с одновременным извлечением отливки из нижней матрицы. Далее цикл повторяется. Совмещение операций выталкивания отливки и заливки металла, а также надежное извлечение отливок позволяет повысить производительность процесса.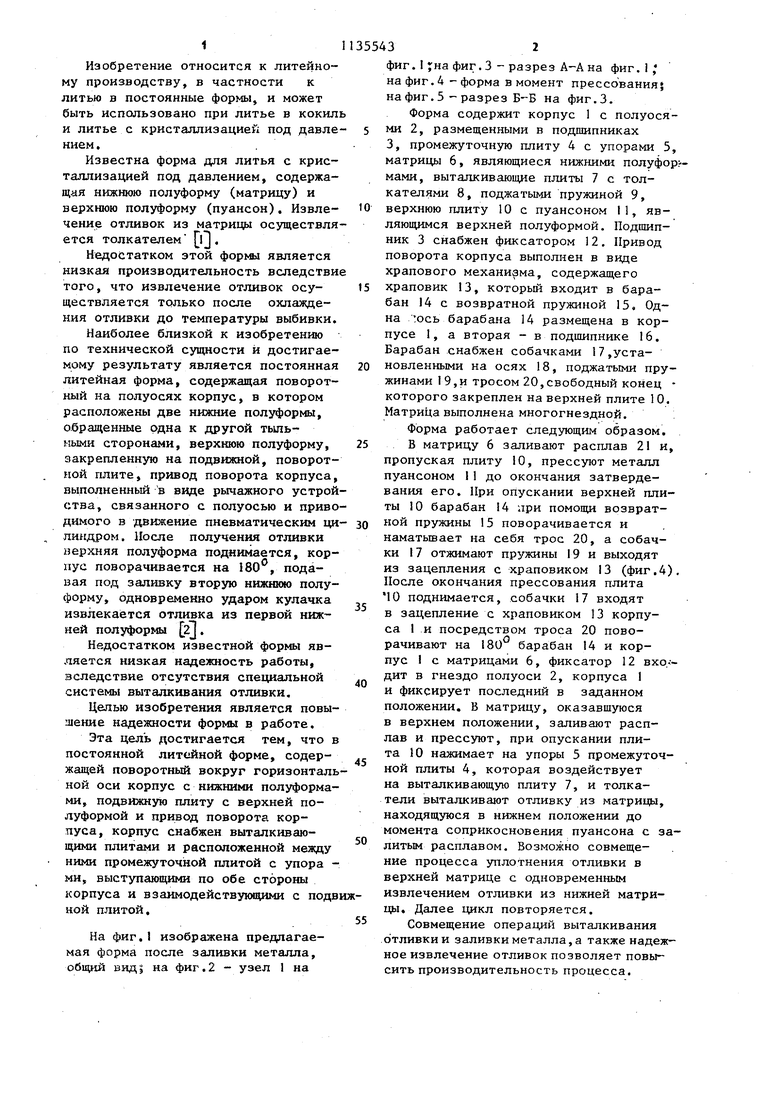
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| КОКИЛЬНАЯ ЧЕТЫРЕХПОЗИЦИОННАЯ МАШИНА | 1972 |
|
SU419306A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
ПОСТОЯННАЯ ЛИТЕШАЯ ФОРМА, содержащая поворотный вокруг горизонтальной оси корпус с нижними полуформами, подвижную плиту с верхней полуформой и привод поворота корпуса, отличающаяся тем, что, с целью повьппения надежности в работе, корпус снабжен выталкивающи.- ми плитами и расположенной между ними промежуточной плитой с упорами, выступающими по обе стороны корпуса и взаимодействующими с подвижной плитой. ел со СП ел 00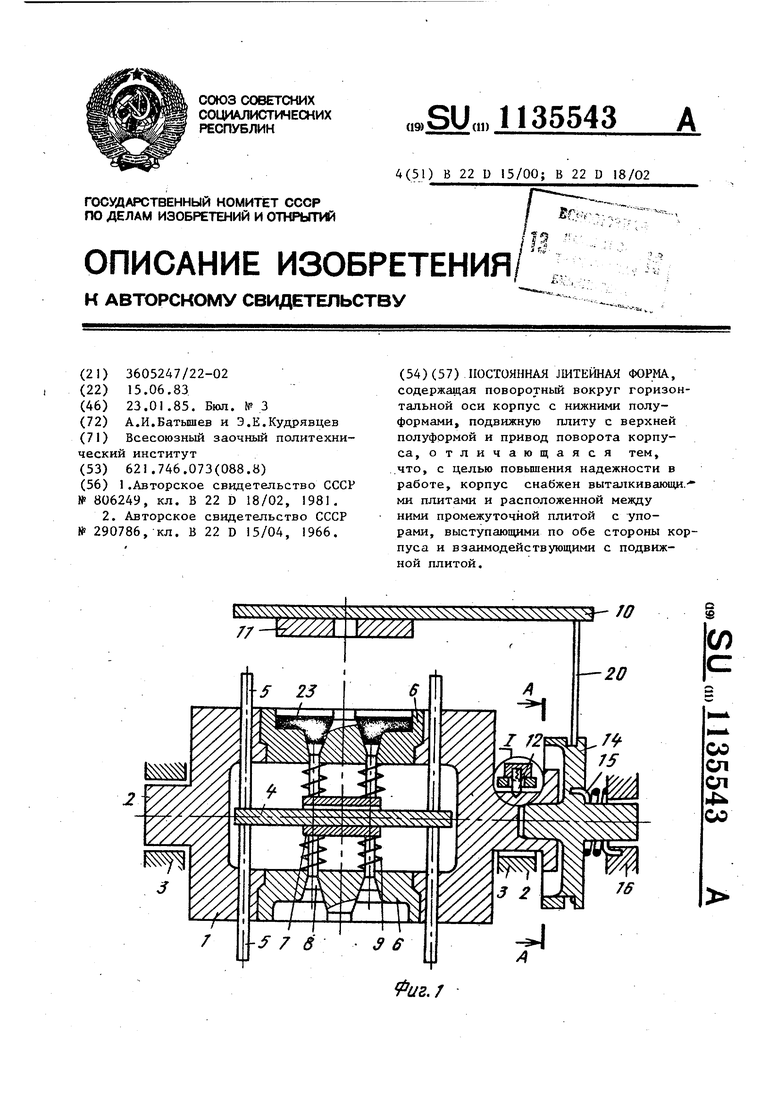
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ДВУХПОЗИЦИОННАЯ КОКИЛЬНАЯ МАШИНА | 0 |
|
SU290786A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
