1
Изобретение относится к литейному производству, в частности к литью с кристаллизацией под давлением.
Известна пресс-форма для литья с кристаллизацией под давлением, содержащая верхнюю и нижнюю нлиты, пуансон, матрицу, состоящую из верхней и нижней половин, плиту толкателей, связанную штангами с верхней половиной матрицы 1.
Недостаток этой конструкции состоит в том, что она может быть использована на прессах, оснащенных выталкивателями. При этом выталкивание отливки и извлечение пуансона осуществляется от разных приводов.
Целью изобретения является упрощение конструкции и повыщение производительности.
Эта цель достигается тем, что пресс-форма снабжена телескопическими колонками, состоящими из трех частей, при этом одна часть связана с верхней плитой, другая - с верхней половиной матрицы, а третья - с плитой толкателей.
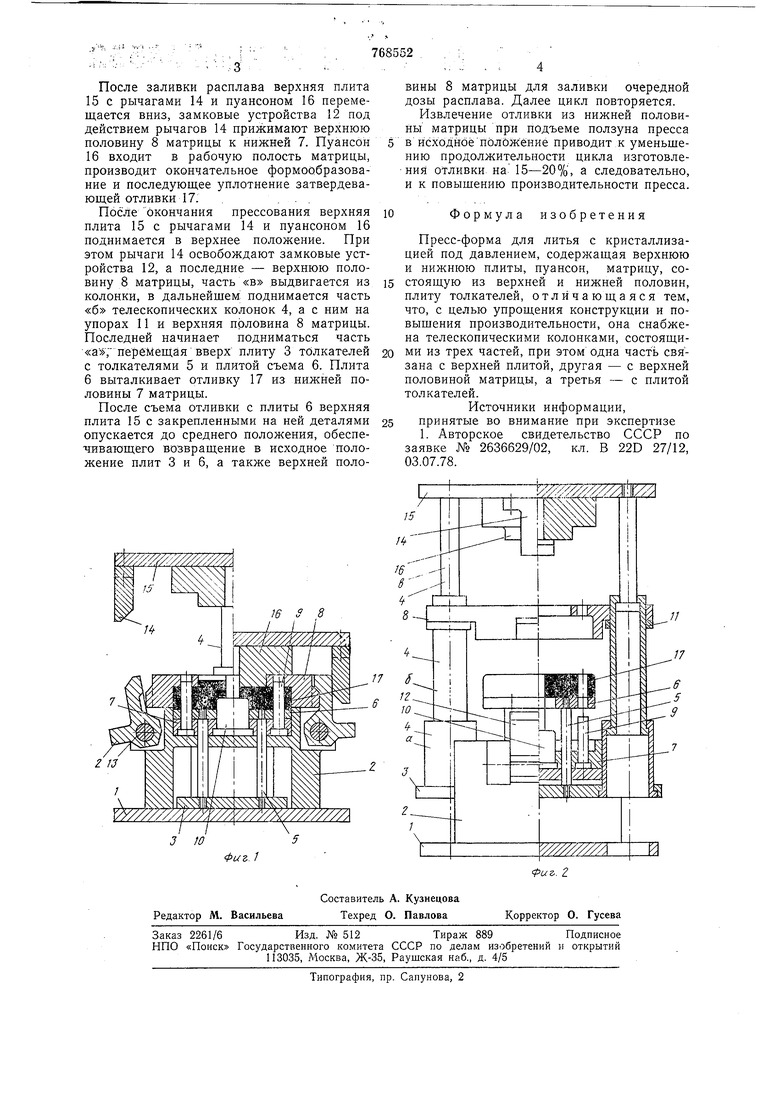
На фиг. 1 изображена пресс-форма в положении заливки (слева) и прессования (справа) затвердевающей отливки; на фиг. 2 - то же, в положении выталкивания отливки из матрицы, вид сбоку.
Пресс-форма содержит нижнюю плиту I, жестко закрепленный корпус 2, плиту 3 толкателей, телескопические колонки 4, состоящие из нижних «а, средних «б и
5 верхних «в частей, толкатели 5, плиту съема 6, матрицу, состоящую из нижней 7 и верхней 8 половин, стержней 9 и 10, установленных в нижней половине 7 матрицы. Для закрепления части «б и верхней
10 половины 8 матрицы предназначены упоры 11. На корпусе 2 размещены замковые устройства 12 на осях 13, которые во время работы пресс-формы взаимодействуют с рычагами 14, закрепленными на верхней
15 плите 15. На плите 15 смонтирован и пуансон 16.
Пресс-форма работает следующим образом.
Перед заливкой расплава в матрицу
20 верхняя плита 15 с рычагами 14 и пуансоном 16 находится в среднем положении, при котором плита 3 с толкателями 5 находится в исходном (нижнем) положении, а верхняя половина 8 матрицы сомкнута с
25 половиной 7 и перекрывает рабочую полость матрицы. При этом стержни 9 и 10, оформляющие отверстия в отливке 17, входят в отверстия верхней половины 8 матрицы. В этом положении производит30 ся заливка расплава в матрицу.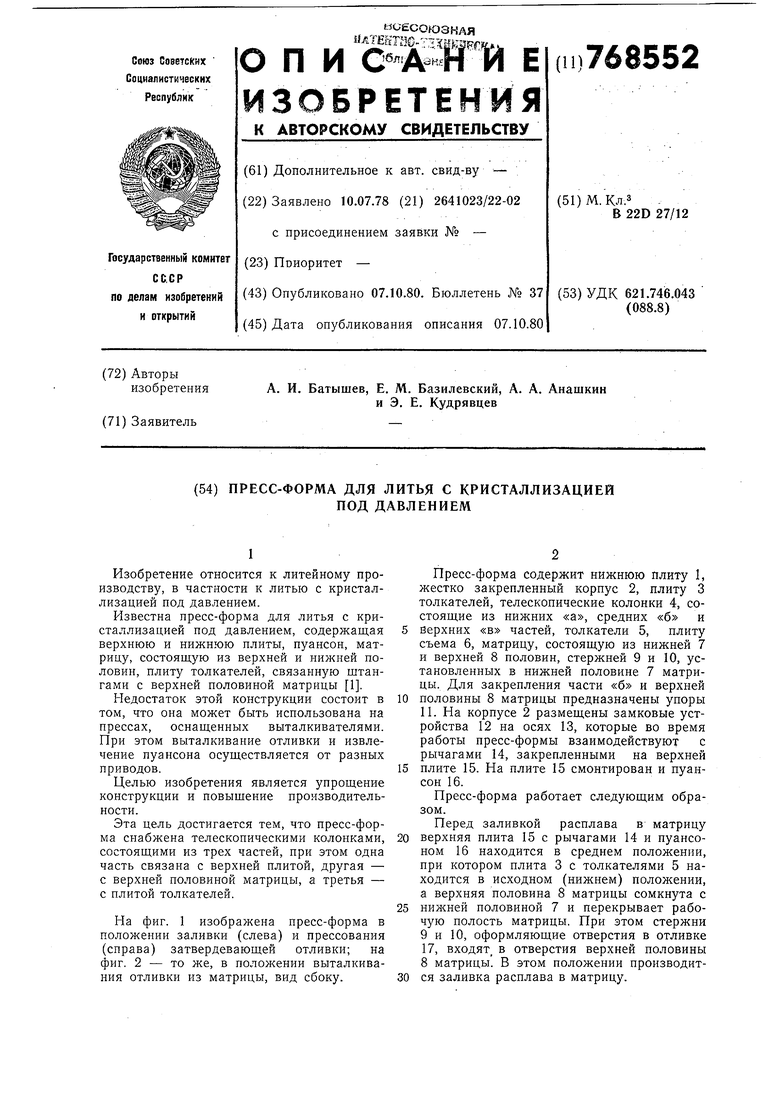
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1978 |
|
SU706194A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Устройство для штамповки жидкого металла | 1985 |
|
SU1310106A1 |
| Штамп для штамповки из жидкого металла | 1976 |
|
SU569386A1 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Устройство для штамповки жидкого металла | 1984 |
|
SU1247157A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
