Изобретение относится к бумагоделательному машиностроению и может быть использовано в целлюлозно-бумажной промышленности при сушке бумажно-картонной конструкции.
Сушильная часть для сушки полотна из волокнистого материала содержит расположенные двумя горизонтальными рядами один над другим (в два яруса) сушильные цилиндры, которые вращаясь (нижний ряд в одну сторону, а верхний в противоположную), пропускают зигзагообразно охватывающее цилиндры полотно материала, которое прижимается к поверхности цилиндров двумя бесконечными сушильными сукнами. Сушильные сукна проходят нижнее сукно под нижним и верхнее сукно над верхним рядом сушильных цилиндров, частично огибая сушильные цилиндры с помощью размещенных между ними сукноведущих валов.
Известно несколько конструкций двухъярусной сушильной части, отличающихся друг от друга компоновки приводных устройств и конфигурацией станин.
Наибольшее распространение получили конструкции сушильной части со сложными пространственными компоновками зубчатых передач приводов.
В одной из конструкций привод состоит из рядов зубчатой передачи, соединяющей кинематически сушильные цилиндры нижнего ряда, с вертикальными ответвлениями кинематической цепи к каждому из верхних сушильных цилиндров.
Другой вариант компоновки зубчатого привода представляет собой зигзагообразную кинематическую цепь, поочередно соединяющую сушильные цилиндры верхнего и нижнего рядов.
Станины в этих конструкциях повторяют конфигурацию зубчатой передачи и поэтому содержат составные части, закрывающие межцилиндровый промежуток в плоскости станин приводной стороны. Это вызывает неудобства в эксплуатации, поскольку затрудняет, например, удаление брака бумажного или картонного полотна на приводную сторону. Кроме того, сложность формы станин приводной стороны приводит к усложнению их конструкций, а следовательно, к повышению трудоемкости изготовления и монтажа.
Упрощение формы станин приводной стороны и освобождение межцилиндрового промежутка позволяет осуществить известная конструкция сушильной части. В этой конструкции зубчатый привод состоит из двух рядных зубчатых передач, расположенных соответственно верхнему и нижнему рядам сушильных цилиндров и объединенных кинематически приводной шестерней, расположенной между рядами. В каждой из двух рядных зубчатых передач поочередно установлены шестерни сушильных цилиндров и паразитные шестерни.
Однако вариант компоновки зубчатой передачи с одной паразитной шестерней между шестернями цилиндров приводит к необходимости использования шестерен диаметром не менее половины межцилиндрового расстояния и соответственного увеличения размеров кожухов, в которых помещаются шестерни. Вследствие увеличенного размера кожухов межцилиндровый промежуток оказывается открытым недостаточно, что затрудняет свободное размещение в нем опор сукноведущих валов, необходимое для надежной проводки полотна материала и удобства технического обслуживания.
Наиболее близкой по технической сущности является конструкция сушильной части, в которой уменьшение габаритных размеров кожухов станин приводной стороны достигается тем, что в каждом из двух рядов шестерен, кинематически соединяющих сушильные цилиндры верхнего и нижнего рядов, между шестернями установлено по три паразитные шестерни. Станины приводной стороны выполнены из отдельных разъемных по длине кожухов для зубчатых передач верхнего и нижнего рядов сушильных цилиндров, причем верхние кожухи опираются на нижние посредством опорных стоек. Шестерни зубчатых передач выполнены в этом техническом решении с диаметром, меньшим половины межцилиндрового расстояния. Соответственно меньшим выполняется и габаритный размер по высоте кожухов станины приводной стороны. Это позволяет сделать открытым межцилиндровый промежуток и разместить в необходимых местах опоры сукноведущих валов.
Выполнение в известной конструкции кожухов зубчатых передач из нескольких составных частей и разъемными по длине, например, в виде блоков вызывает необходимость изготовления этих блоков со многими точными поверхностями разъемов и установочными поверхностями. Это усложняет конструкцию кожухов, поскольку в ней появляются дополнительные места соединения блоков, и затрудняет монтаж станин вследствие необходимости контроля правильности и герметичности соединений блоков. Кроме того, в процессе эксплуатации происходит разгерметизация разъемов (соединений) блоков вследствие старения прокладок и герметиков, которое к тому же интенсифицируется повышенной температурой в зоне сушильной части. При разгерметизации разъемов появляются утечки смазки, которой смазываются зацепления зубчатых колес и подшипники. Для того, чтобы ограничить утечки, создают условия, чтобы смазка как можно меньше задерживалась внутри кожухов, ее подачу осуществляют непосредственным подводом в зону зацеплений и тут же удаляют через сливные трубы, подведенные к каждому блоку кожухов.
При этом общее количество точек смазки увеличивается. Возрастает также общее количество подводящих трубопроводов, контрольной аппаратуры, в соединениях которых возникают дополнительные утечки смазки. Утечки смазки приводят не только к материальным потерям, но, что более важно, повышают пожароопасность и оказывают вредное воздействие на окружающую среду через промышленные стоки предприятия, где эксплуатируется сушильная часть в составе какого-либо оборудования.
Возникновение утечек не позволяет подавать необходимое для обеспечения качественной смазочной пленки количество масла (вместо 5-7 л/мин в зацепления подается 0,5-1 л/мин) или организовать смазку зубчатых зацеплений более эффективным способом, например картерным, поскольку в этих случаях, как показывает практика, утечки масла через соединения блоков еще более увеличиваются. Поэтому используемая в известных конструкциях циркуляционная смазка зацеплений с ограниченным расходом не обеспечивает благоприятных условий смазки шестерен. Недостаток смазки приводит к снижению работоспособности шестерен. В то же время большое количество точек смазки даже при малом расходе в каждую из них приводит к циркуляции в системе смазки больших объемов масла, необходимости применения крупных маслостанций с большими расходами.
При монтаже станин приводной стороны и сборке кожухов из блоков оказывается сложным обеспечить правильное взаимное расположение шестерен в зубчатых передачах привода сушильных цилиндров. Для правильности сборки на блоках изготавливаются соответствующие установочные и соединительные поверхности. Однако правильность взаимного расположения составных частей, закладываемая при их изготовлении, теряется в процессе сборки, поскольку между соединительными поверхностями вводятся герметики и устанавливаются прокладки, не позволяющие обеспечить необходимую точность монтажа кожухов.
При монтаже станин приводной стороны в целом возникает также проблема обеспечения параллельности в горизонтальной плоскости осей паразитных шестерен верхнего и нижнего рядов сушильных цилиндров между собой, а также осей паразитных шестерен обоих рядов с осями сушильных цилиндров, на цапфах которых установлены шестерни сушильных цилиндров.
Существующие конструкции станин сушильных частей и в том числе известное техническое решение не позволяют осуществлять удобный контроль и регулировку при монтаже станин приводной стороны с целью исключения непараллельности осей паразитных шестерен верхнего и нижнего рядов между собой и относительно осей сушильных цилиндров. Это обусловлено тем, что взаимное расположение составных частей станин не может быть определено однозначно вследствие наличия большого количества разъемов с податливыми прокладками, а непосредственный контроль и регулировка посредством каких-либо измерений затруднены, поскольку становится неопределенной общая база (продольная ось) кожухов верхнего и нижнего рядов шестерен после их сборки. Кроме того, даже если удается при монтаже приближенно установить базовую линию рядов кожухов для выполнения измерений, то по завершении периода обкатки осуществляемая подтяжка соединений кожухов нарушает первоначальное взаимное расположение кожухов. Подтяжка соединений неоднократно осуществляется и в процессе эксплуатации.
Таким образом, в известной конструкции сушильной части не обеспечивается эффективная смазка зацеплений шестерен зубчатых передач привода сушильных цилиндров, при монтаже станин приводной стороны возникают погрешности во взаимном расположении кожухов шестерен и непараллельность осей шестерен и нижнего рядов между собой, а также осей шестерен обоих рядов относительно осей сушильных цилиндров, что вызывает перекос в контакте зубьев зацеплений шестерен. Это приводит к снижению их работоспособности и, следовательно, надежности.
Целью изобретения является упрощение конструкции сушильной части за счет упрощения устройства станин приводной стороны и повышению эксплуатационной надежности зубчатого привода сушильных цилиндров.
Существенными отличиями сушильной части являются следующие: выполнение кожухов зубчатых передач станин приводной стороны в пределах групп сушильных цилиндров неразъемными по длине в виде двух моноблоков; введение в конструкцию моноблоков устройств для накопления, поддержания уровня и перелива циркулирующей смазки; расположение шестерен сушильных цилиндров и паразитных шестерен на одной горизонтальной линии по нижнему краю; выполнение опорных элементов для установки верхнего моноблока на нижнем в виде трех пустотелых опорных стоек, средняя из которых соединяет полости верхнего и нижнего моноблоков и служит корпусным элементом для шестерен соединительного звена, а две крайние выполнены с двумя вертикальными податливыми стенками и снабжены регулировочными стяжками.
Указанные отличия конструкции сушильной части позволяют выполнить станины приводной стороны из минимального числа составных частей, обеспечить герметичность кожухов зубчатых передач за счет исключения вертикальных стыков, осуществить смазку зубчатых передач окунанием и сократить количество подводящих и сливных трубопроводов при одновременном уменьшении расхода и общего объема смазки в системе, исключить погрешности во взаимном расположении шестерен путем установки их в жестких корпусах моноблочной конструкции и совмещения продольной оси верхнего и нижнего моноблоков в одной плоскости.
Таким образом, новая конструкция сушильной части позволяет упростить устройство станин приводной стороны и системы смазки зубчатых передач, улучшить условия смазки и контакта зубьев в зацеплениях шестерен, а также снизить пожароопасность и вредное воздействие на окружающую среду.
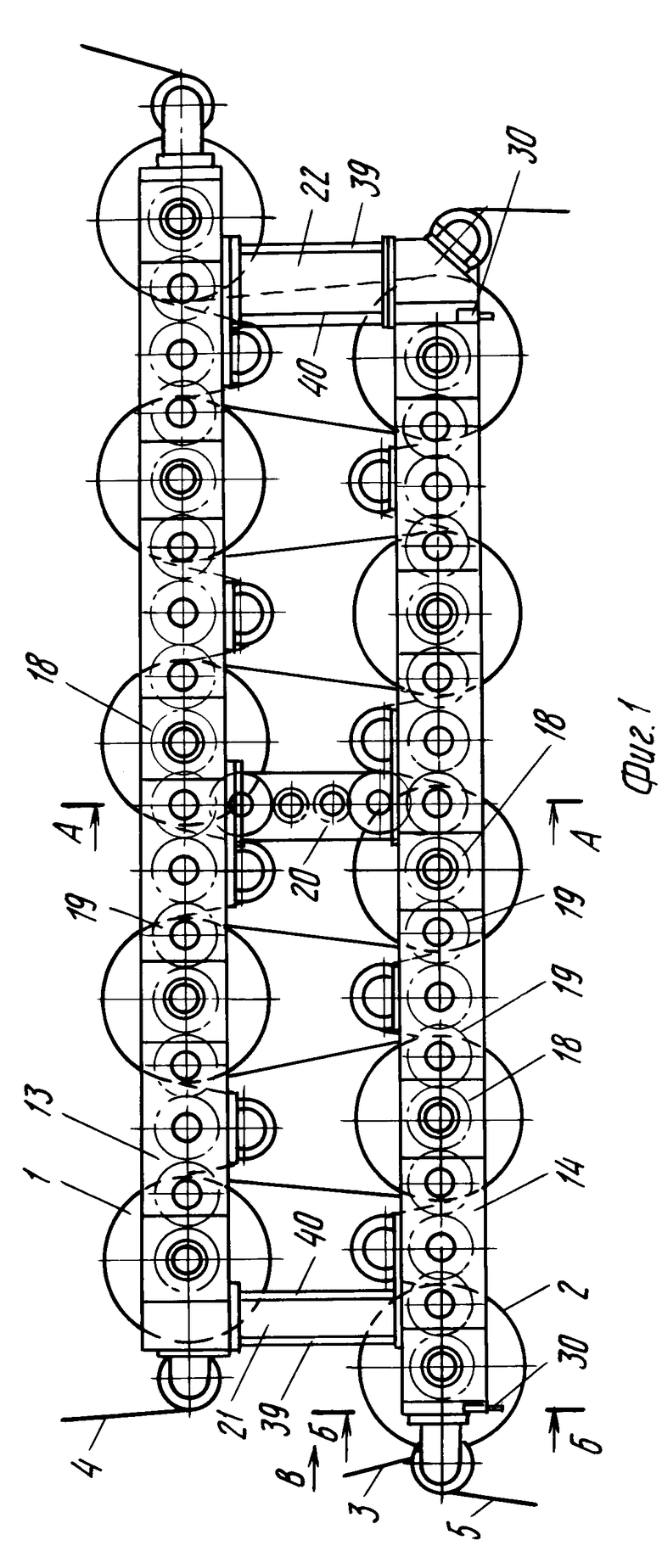
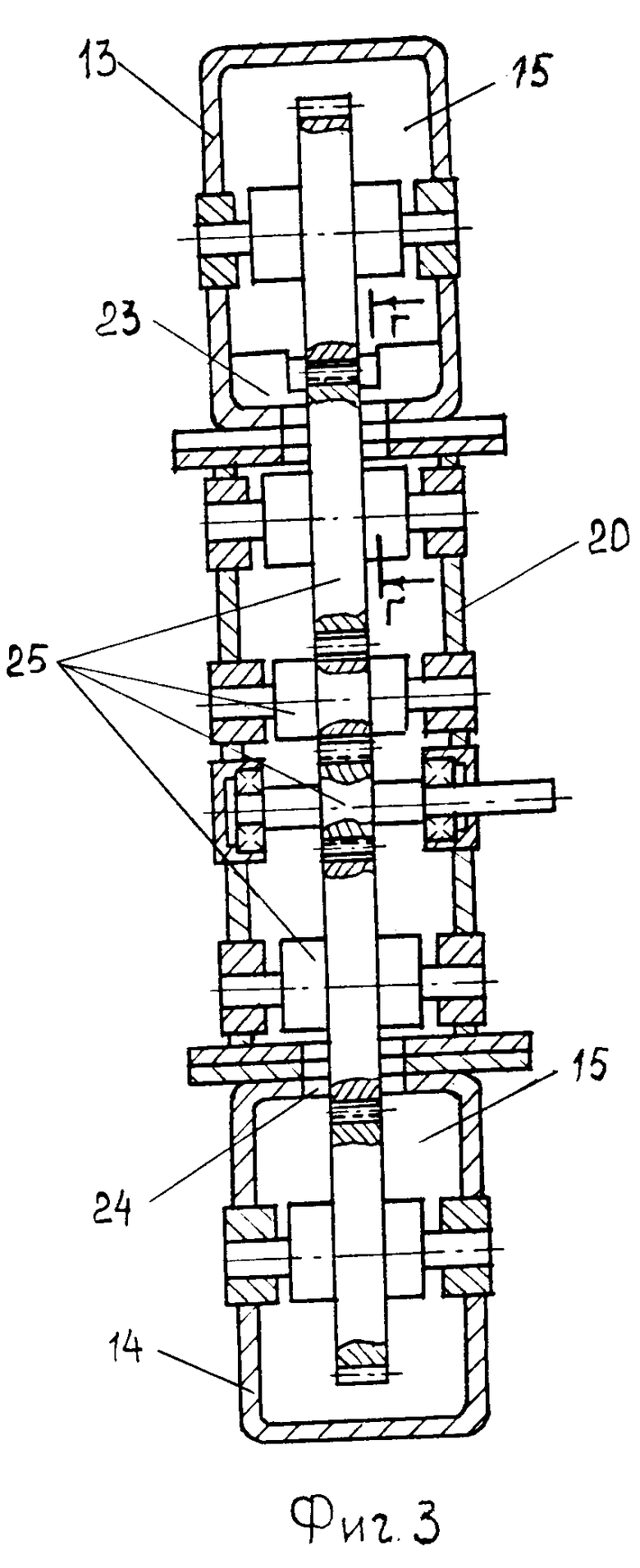
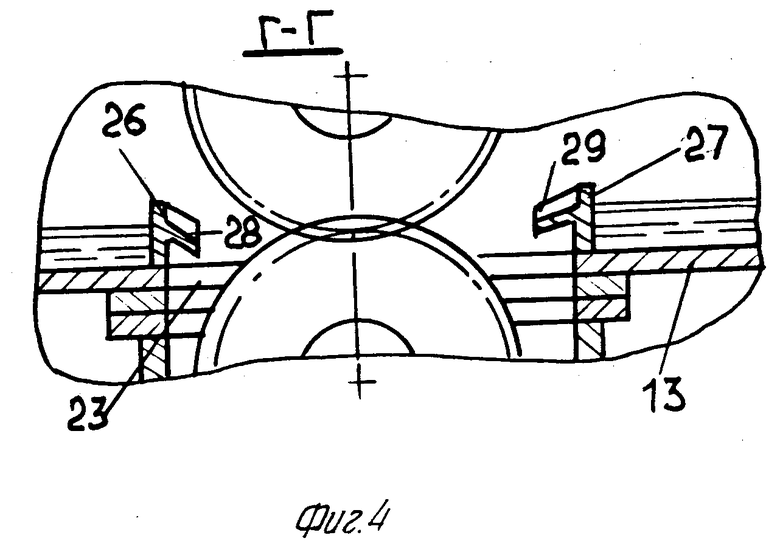
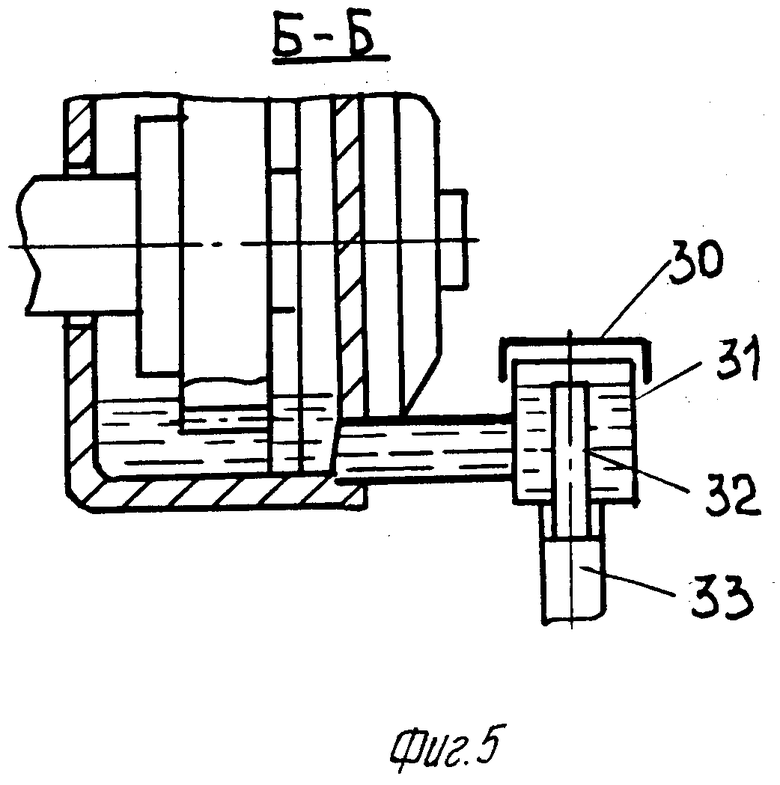
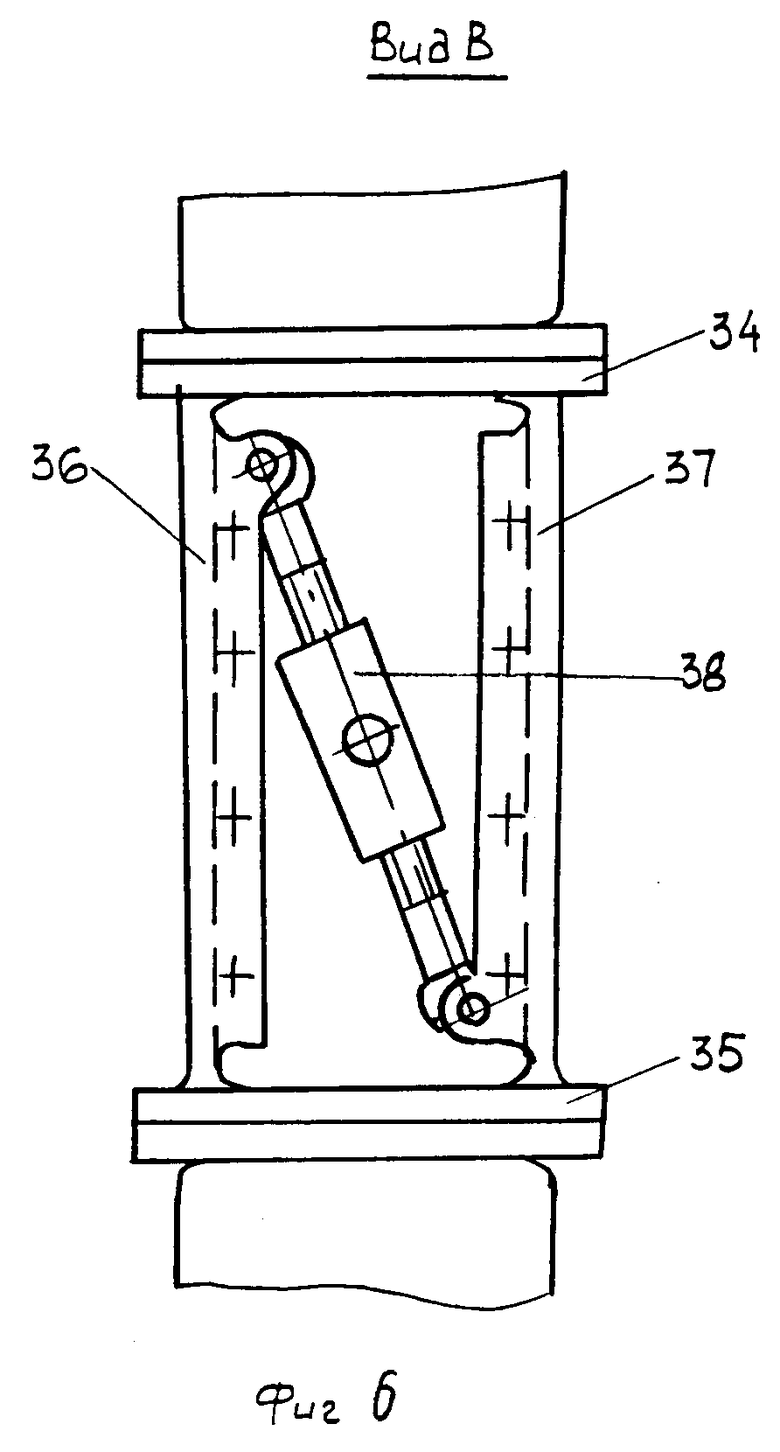
На фиг. 1 изображен вид на сушильную часть с приводной стороны; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 поперечный разрез станин по оси центральной стойки; на фиг. 4 сечение Г-Г на фиг. 3; на фиг. 5 сечение Б-Б на фиг. 1; на фиг. 6 вид по стрелке В на фиг. 1 со снятой крышкой одной из крайних опорных стоек.
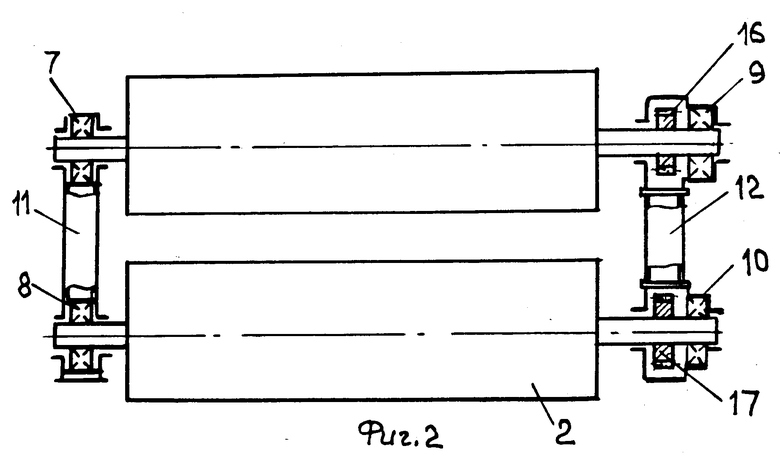
Сушильная часть (см. фиг. 1 и 2) содержит расположенные двумя горизонтальными рядами один над другим сушильные цилиндры 1 и 2. Через сушильную часть пропускается зигзагообразно охватывающее сушильные цилиндры полотно материала 3. Полотно прижимается к поверхностям сушильных цилиндров бесконечными сукнами: верхним сукном 4 и нижним сукном 5. Огибание сукнами сушильных цилиндров обеспечивается с помощью сукноведущих валов 6. Сушильные цилиндры 1 и 2 (фиг. 2) опираются с помощью подшипников 7, 8 и 9, 10 на станины лицевой стороны 11 и станины приводной стороны 12. Станины приводной стороны состоят в каждой сушильной группе из установленных один над другим двух моноблоков: верхнего 13 и нижнего 14, служащих кожухами 15 для размещения внутри них зубчатых передач 16 и 17. Каждая из зубчатых передач 16 и 17 состоит из шестерен сушильных цилиндров 18 и паразитных шестерен 19, нижний край которых в каждой из зубчатых передач 16 и 17 располагается на одной горизонтальной линии.
Верхний моноблок 13 (см. фиг. 1) установлен на нижнем моноблоке 14 с помощью опорных стоек: центральной (средней) 20 и двух периферийных (крайних) 21 и 22. Средняя опорная стойка 20 (см. фиг. 3) выполнена пустотелой и установлена напротив окон 23 и 24 в моноблоках 13 и 14, соединяя таким образом между собой полости моноблоков. Внутри средней опорной стойки 20 помещены шестерни 25 соединительного звена. Внутри верхнего моноблока 13 (см. фиг. 4) на противоположных краях окна 23 установлены перегородки 26 и 27 со сливными козырьками 28 и 29. Перегородки предназначены для накопления и поддержания уровня смазки в верхнем моноблоке 13, достаточного для окунания в образующуюся ванну нижней части шестерен, а козырьки 28 и 29 на перегородках 26 и 27 служат для подачи переливающейся смазки на зубчатые венцы шестерен 25 соединительного звена.
В нижней части моноблока 14 (см. фиг. 5) с двух сторон по его концам установлены переливные устройства 30, состоящие из стакана 31 и регулятора уровня в виде патрубка 32, ввинчиваемого в сливную трубу 33. Переливные устройства предназначены для накопления и поддержания уровня смазки в нижнем моноблоке 14.
Работа сушильной части осуществляется следующим образом.
Процесс сушки полотна материала 3 происходит при его перемещении по зигзагообразной траектории каждой сушильной группы с поочередным охватом сушильных цилиндров 1 верхнего ряда и сушильных цилиндров 2 нижнего ряда. Для улучшения контакта полотна с нагретой поверхностью сушильных цилиндров используются верхнее сукно 4 и нижнее сукно 5, огибающие сушильные цилиндры при прохождении через сукноведущие валы 6. Перемещение полотна материала 3 и сушильных сукон 4 и 5 осуществляется с использованием сил трения в контакте с вращающимися сушильными цилиндрами 1 и 2. Сушильные цилиндры 1 и 2 вращаются в подшипниках 7, 8 и 9, 10, опирающихся на станины лицевой стороны 11 и станины приводной стороны 12.
Для приведения во вращение сушильных цилиндров 1 и 2 в каждой сушильной группе используются зубчатые передачи 16 и 17, кинематически соединенные шестернями 25 соединительного звена.
Вращающий момент, подводимый, например, к одной из шестерен 25 соединительного звена через паразитные шестерни 19 и шестерни сушильных цилиндров 18 передается по кинематической цепи зубчатых передач 16 и 17 на все сушильные цилиндры. Смазка шестерен зубчатых передач 16 и 17 осуществляется при их вращении путем окунания в масляную ванну, уровень которой в верхнем моноблоке 13 задается при помощи перегородок 26 и 27, а в нижнем моноблоке 14 с помощью переливных устройств 30. Шестерни 25 соединительного звена смазываются поливом путем подачи с помощью козырьков 28 и 29 переливающейся смазки на зубчатые ванны шестерен.
Для смазки зацеплений зубчатых передач 16 и 17 и шестерен 25 используется масло, подводимое к подшипникам 9 и 10 сушильных цилиндров, которое, отработав в подшипнике, сливается в полости моноблоков 13 и 14 и накапливается в нижней части моноблоков до уровня, обеспечиваемого перегородками 26 и 17 и переливными устройствами 30.
При превышении уровня, задаваемого перегородками 26 и 27, масло из верхнего моноблока 13 переливается в нижний 14 через окно 23, 24 моноблоков, проходя внутри средней стойки 20 и попутно смазывая шестерни 25 соединительного звена.
Предлагаемая моноблочная конструкция кожухов зубчатых передач позволяет исключить многочисленные разъемы между блоками, установить жесткую связь во взаимном расположении шестерен и исключить погрешности контакта зубьев в зацеплениях зубчатых передач верхнего и нижнего рядов сушильных цилиндров, надежно герметизировать внутреннюю полость кожухов от утечек смазки, организовать более эффективную смазку зацеплений зубчатых передач при одновременном упрощении циркуляционной смазки и снижении расхода масла. Возникающие при монтаже и в процессе эксплуатации погрешности в относительном положении верхнего моноблока 13 относительно нижнего моноблока 14 и их совместного расположения относительно сушильных цилиндров устраняются путем регулировки с помощью направленного упруго-деформационного перемещения опорных фланцев 34 и 35 крайних опорных стоек 21 и 22 (см. фиг. 1) в нужном направлении через стенки 36 и 37 посредством стяжки 38. Устанавливаемые по завершении регулировки на боковые проемы стоек 21 и 22 съемные крышки 39 и 40 придают конструкции стоек 21 и 22 необходимую для длительной эксплуатации жесткость и устойчивость.
Таким образом, использование конструкции сушильной части позволяет упростить устройство станин приводной стороны за счет выполнения их из минимального числа составных частей, исключения разъемов с качественно изготовленными поверхностями, упрощения системы смазки, а также повысить эксплуатационную надежность зубчатого привода сушильных цилиндров за счет улучшения контакта зубьев и эффективности смазки зацеплении зубчатых передач привода. Упрощение станин обеспечивает снижение затрат на изготовление, а повышение эксплуатационной надежности позволяет уменьшить издержки эксплуатации, связанные с техническим обслуживанием и ремонтом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шабер для сушильных цилиндров бумагоделательной машины | 1981 |
|
SU971975A1 |
| Картоноделательная машина для производства многослойного картона | 1982 |
|
SU1105532A1 |
| Групповой привод сушильной части бумагоделательной машины | 1991 |
|
SU1784703A1 |
| МАШИНА ДЛЯ ИСПЫТАНИЯ НА УСТАЛОСТЬ СТЕРЖНЕВЫХ ОБРАЗЦОВ | 1956 |
|
SU107236A1 |
| Сушильная часть бумагоделательной машины | 1977 |
|
SU654717A1 |
| Устройство для сушки рулонных материалов | 1982 |
|
SU1121341A1 |
| ЛЕСТНИЧНЫЙ ПОДЪЕМНИК | 2019 |
|
RU2703812C1 |
| Бесшатунный пресс | 1991 |
|
SU1782212A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1999 |
|
RU2148454C1 |
| Стенд для сборки тяговой цепи | 1983 |
|
SU1088909A1 |
Использование: в целлюлозно-бумажной промышленности при сушке бумажно-картонной продукции. Сущность изобретения: сушильная часть содержит расположенные двумя рядами один над другим и разделенные по технологическому потоку на группы сушильные цилиндры. Сушильные цилиндры установлены в подшипниках на станинах лицевой и приводной сторон. На приводной стороне станины состоят из соединенных в два ряда и смонтированных на периферийных и центральной опорных стойках один над другим пустотелых кожухов. Имеются звенья приводной шестерни и смонтированных в пустотелых кожухах паразитных шестерен и шестерен сушильных цилиндров со средством для циркуляции смазки. Кожухи станин приводной стороны выполнены в каждой из групп сушильных цилиндров неразъемными по длине в виде двух моноблоков. Моноблоки снабжены устройствами для накопления, поддержания уровня и перелива циркулирующей смазки. Паразитные шестерни и шестерни сушильных цилиндров расположены внутри моноблоков нижними кромками на одной горизонтальной линии. Звено приводной шестерни смонтировано в центральной стойке. Периферийные стойки снабжены регуляторами взаимного положения сушильных цилиндров и моноблоков. 6 ил.
СУШИЛЬНАЯ ЧАСТЬ ДЛЯ СУШКИ ПОЛОТНА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА, преимущественно бумажного или картонного, содержащая расположенные двумя горизонтальными рядами один над другим и разделенные по технологическому потоку на группы сушильные цилиндры для сушки при транспортировании зигзагообрано охватывающего их полотна материала, контактирующие с поверхностями цилиндров и огибающие их через сукноведущие валы бесконечные сукна, при этом сушильные цилиндры установлены в подшипниках на станинах лицевой и приводной сторон, состоящих на приводной стороне из соединенных в два ряда и смонтированных на периферийных и центральной опорных стойках, один над другим пустотелых кожухов, и звенья приводной шестерни и смонтированных в пустотелых кожухах паразитных шестерен и шестерен сушильных цилиндров со средством для циркуляции смазки, отличающаяся тем, что, с целью упрощения конструкции при обеспечении эксплуатационной надежности привода сушильных цилиндров, кожухи станин приводной стороны выполнены в каждой из групп сушильных цилиндров неразъемными по длине в виде двух моноблоков, снабженных устройствами для накопления, поддержания уровня и перелива циркулирующей смазки, паразитные шестерни и шестерни сушильных цилиндров расположены внутри моноблоков нижними кромками на одной горизонтальной линии, звено приводной шестерни смонтировано в центральной стойке, выполненной в виде пустотелого кожуха, а периферийные стойки снабжены регуляторами взаимного положения сушильных цилиндров и моноблоков, содержащими каждый две деформируемые по горизонтали опорными стяжками стенки соответствующей стойки.
| Патент ФРГ N 3643725, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
