Изобретение относится к машинам для контактной роликовой сварки, в частности к роликовой головке машины для контактной роликовой сварки.
Известна роликовая головка машины для контактной роликовой сварки, содержащая электродный ролик, установленный в качестве ротора с возможностью вращения на статоре, и расположенный между рототорм и статором узел передачи тока, выполненный в виде сменных подпружиненных щеток, находящихся в контакте скольжением с цилиндрической внутренней поверхностью ротора, причем в роторе, статоре и узле передачи тока выполнены каналы охлаждения.
Недостаток известной роликовой головки заключается в сложности конструкции. Кроме того, вибрации оказывают отрицательное влияние на усилие контакта между щетками и взаимодействующей с ними контактной поверхностью ротора, создаваемое радиальными пружинами сжатия, размещенными центрально под каждой щеткой. Таким образом, характеристика передачи тока не является полностью удовлетворительной, что отрицательно сказывается на надежности работы роликовой головки.
Цель изобретения упрощение конструкции роликовой головки машины для контактной роликовой сварки при одновременном повышении надежности ее работы.
Цель достигается предлагаемой роликовой головкой, содержащей электродный ролик, установленный в качестве ротора с возможностью вращения на статоре, узел передачи тока, расположенный между статором и ротором и прижатый пружинным усилием по меньшей мере к статору или ротору, и каналы, выполненные в статоре, роторе и узле передачи тока, за счет того, что узел передачи тока выполнен по меньшей мере из одного кольцевого диска, расположенного радиально между ротором и статором и выполненного упругим в своей перемычковой части, расположенной внутри внутренней и наружной окружностей.
В предлагаемой роликовой головке поступающий от хобота машины сварочный ток передается на электродный ролик через зажатый в нем статор и по меньшей мере один упругий контактный диск. Благодаря упругому выполнению диска в перемычковой части последняя может аксиально и радиально перемещаться при эксцентричности, вибрациях и т.д. так что наружные механические влияния отрицательно не сказываются на окружной зоне диска, по которой имеет место передача тока. Таким образом и усилие контакта не подвергается отрицательному воздействию наружных влияний. Кроме того, благодаря минимальному числу отдельных деталей предлагаемая роликовая головка позволяет значительно снизить расходы на изготовление и обслуживание.
В изобретении предусмотрено очень простое выполнение перемычковой части, что позволяет осуществлять передачу очень больших сварочных токов.
В изобретении возможно цельное изготовление диска со статором или ротором.
Предлагаемое устройство обеспечивает подвижность перемычковой части в аксиальном направлении и при большей толщине диска.
Кроме того, предлагаемое устройство обеспечивает интенсивное охлаждение электродного ролика и контактных поверхностей.
Предлагаемое устройство позволяет производить распределение нагрузки током на два диска. Таким образом возможны меньшие поперечные сечения. Данный вариант также позволяет создание усилия контакта простыми средствами, например, путем размещения между обоими дисками пакета тарельчатых пружин или же за счет выполнения самих дисков в качестве упругих мембран.
В предлагаемом устройстве могут быть предусмотрены два диска. Если перемычковые части выполнены из медной оплетки, то целесообразно размещать между обоими дисками пакет тарельчатых пружин, обеспечивающий создание необходимого усилия контакта. Если перемычковые части выполнены в качестве мембраны из пружинящего материала (и поэтому одновременно могут приниматься в качестве пружины), то взаимное расстояние контактных поверхностей промежуточных колец в смонтированном состоянии меньше, чем расстояние, которое имеют контактные поверхности контактных колец в несмонтированном состоянии. Поэтому каждая мембрана может сама создавать усилие, требуемое для обеспечения надежного контакта скольжения.
На фиг.1 представлена первая форма выполнения предлагаемой роликовой головки; на фиг.2 вторая форма выполнения предлагаемой роликовой головки; на фиг.3 третья форма выполнения предлагаемой роликовой головки; на фиг.4 вид А на фиг. 3; на фиг.5 четвертая форма выполнения предлагаемой роликовой головки; на фиг. 6 пятая форма выполнения предлагаемой роликовой головки; на фиг. 7 различные формы выполнения используемых в предлагаемой роликовой головке спицевых мембран.
На фиг.1 изображена первая форма выполнения роликовой головки в разрезе, используемой в неизображенной машине для контактной роликовой сварки корпусов банок. Согласно изображенному примеру выполнения роликовая головка имеет выполненный в виде состоящей из двух частей оси статор 1, на котором установлен с возможностью вращения ротор 2 посредством шарикоподшипников 3. При этом роликовая головка имеет закрепленный на статоре 1 наружный корпус 4 и закрепленный на роторе 2 внутренний корпус 5, между которым установлены шарикоподшипники 3. Наружный 4 и внутренний 5 корпусы выполнены из нержавеющей, антимагнитной стали и таким образом потери от вихревых токов минимальны. Во всех изображенных примерах выполнения внешние кольца 6 шарикоподшипников 3 электрически изолированы от наружного корпуса 4 посредством изоляции 7. Вместо этого или дополнительно к этому посредством неизображенной изоляции можно также изолировать внутренние кольца 8 шарикоподшипников 3 от внутреннего корпуса 5.
Статор 1 закрепляется с обеспечением хорошей электропроводности на свободном конце хобота (не показано) машины для контактной сварки. Во время работы машины для контактной роликовой сварки по хоботу и статору 1 подается сварочный ток и поэтому они выполнены (как и ротор 2) из материала с хорошей электропроводностью, в частности из меди. Сварочный ток передается статором 1 на ротор 2, который далее передает ток к месту сварки, предпочтительно через электродную проволоку (не показано). Для передачи тока между статором 1 и ротором 2 предусмотрен узел 9 передачи тока (фиг.1), который имеет два кольцевых диска 10 и 11, расположенных на взаимном аксиальном расстоянии радиально между ротором и статором и выполненных упругими в расположенной между внутренней и наружной окружностью перемычковой части 12 и 13 соответственно.
Упругие диски 10 и 11 выполнены из медной оплетки, где по наружной окружности диска на перемычковой части 12 и 13 аксиально закреплено (например, сваркой) контактное кольцо 14, а по внутренней окружности диска 10 и 11, соответственно, на соответствующей перемычковой части аксиально закреплено, например, сваркой электронным лучом контактное кольцо 15. Ротор 2 имеет на внутренней окружности фланец 16, на котором диски 10 и 11 закреплены с обеспечением хорошей электропроводности посредством винтов (не показаны) или только путем прессования. Каждое контактное кольцо 15 находится в контакте аксиальным скольжением с кольцевой контактной поверхностью 17 статора 1. Каждая часть статора 1 снабжена кольцевым буртиком 18, на котором образована кольцевая контактная поверхность 17. Для прижатия дисков 10 и 11 к статору 1 предусмотрено пружинное приспособление в виде пакета 19 тарельчатых пружин, расположенного между дисками. Тарельчатые пружины создают необходимое усилие контакта между контактными кольцами 15 и взаимодействующими с ними контактными поверхностями 17 статора 1.
Внутреннее пространство между статором 1 и ротором 2 уплотнено посредством колец круглого сечения и волновых уплотнений (фиг.1). Поскольку ротор 2 и контактные поверхности 17 следует интенсивно охлаждать, для прохода охлаждающего агента через роликовую головку в статоре 1 предусмотрены каналы 20-23, в роторе 2 каналы 24 и 25, а в упругих дисках 10 и 11 каналы 25 (соответствующие каналам 25 каналы, предусмотренные в диске 10, не изображены на фиг. 1). Во время работы машины охлаждающий агент подают в канал 20, далее он течет через канал 21, каналы диска 10 (не показаны), каналы 24 и 25 и затем обратно течет через каналы 22 и 23.
Для охлаждения и одновременной смазки в качестве охлаждающего агента можно использовать стабильную и прежде всего допущенную к употреблению в области производства продовольственных продуктов эмульсию, состоящую из 82% воды, 15% рапсового масла и 3% эмульгатора. Особенно пригодным является эмульгатор МЛ-55-Ф фирмы Хефти АГ, Церих, Швейцария (паспорт N 3201-d фирмы Хефти АГ).
Температура охлаждающего агента при поступлении в роликовую головку может составлять 20-25оС. При этом образование конденсата в основном исключается.
Конструкция вышеупомянутого узла 9 передачи тока между ротором 2 и статором 1 роликовой головки позволяет его радиальное и аксиальное относительное перемещение без отрицательного влияния на усилие контакта. Такую относительную подвижность обеспечивает медная оплетка дисков 10 и 11. Постоянство усилия контакта обеспечивает пакет 19 тарельчатых пружин, на усилие которого относительное движение не имеет никакого влияния.
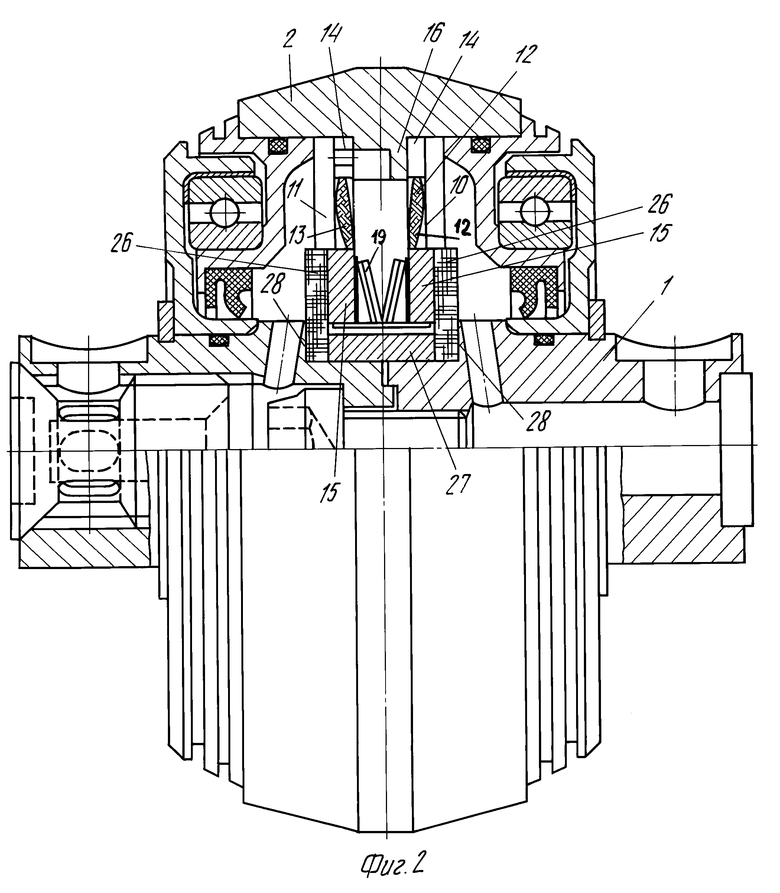
На фиг. 2 изображена вторая форма выполнения предлагаемой роликовой головки, при которой контактные кольца 14 и 15 радиально установлены на соответствующей перемычковой части 12 и 13. При этом внутренние контактные кольца 25 выполнены не из серебра или смеси серебра и графита (фиг.1), а из меди, и они приварены или припаяны к упругой медной оплетке, образующей перемычковую часть 12 и 13 дисков 10 и 11. Взаимодействующие с кольцами 15 кольцевые контактные поверхности 17, которые выполнены на кольцевых буртиках 18 (фиг.1), выполнены на связанных со статором 1 промежуточных кольцах 26 из серебра, или смеси серебра и графита, или из серебреной или золоченой меди (фиг. 2). Промежуточные кольца 26, представляющие собой дешевые изнашивающиеся детали, насажены на статор 1. Для этой цели между ними установлено зажимное кольцо 27, которое при смонтированном статоре 1 прижимает промежуточные кольца 26 к его кольцевым заплечиками 28. Контактные кольца 14 и фланец 16 (фиг.2) снабжены каналами (не показаны) для подачи охлаждающего агента.
Преимущество формы выполнения согласно фиг.2 по сравнению с фиг.1 заключается в том, что контактные кольца из меди можно лучше соединять сваркой или пайкой с медной оплеткой, и что возможно использовать простые промежуточные кольца из серебра или смеси серебра и графита или серебреной или золоченой меди, которые не должны запаиваться или свариваться, и, кроме того, которое можно использовать с обеих сторон. Хотя на поверхности раздела между промежуточными кольцами 26 и статором 1 имеются дополнительные переходные контактные места, они являются неподвижными, то есть скольжение не имеет место, так что они не вызывают значительных потерь.
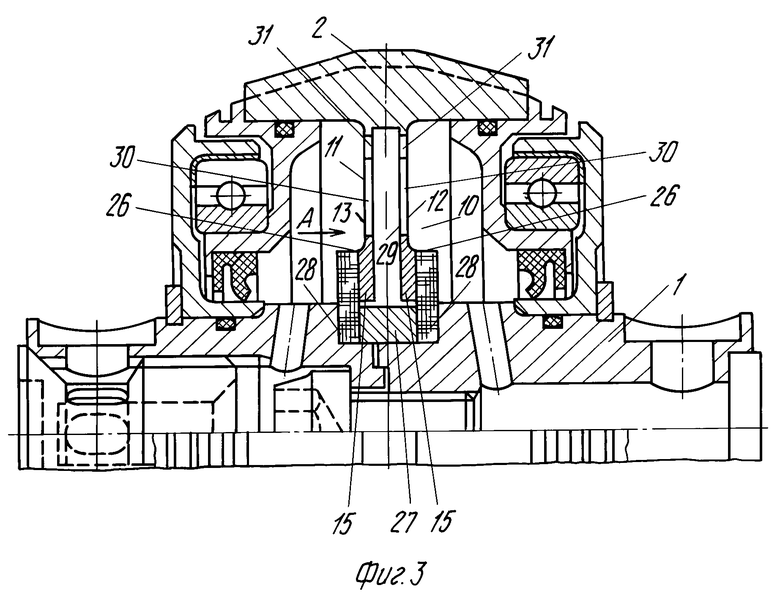
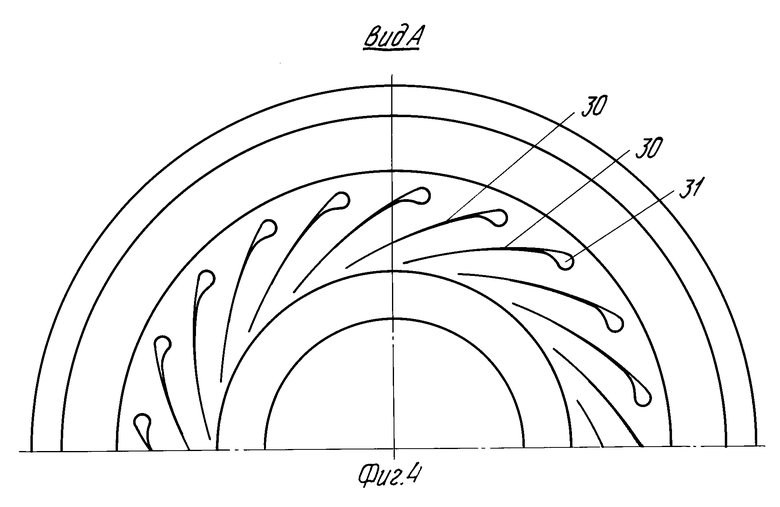
На фиг. 3 изображена третья форма выполнения предлагаемой роликовой головки, при которой медная оплетка перемычковых частей 12 и 13 (фиг.2) заменена тонкими металлическими мембранами 29 (фиг.4). Размещение и выполнение промежуточных колец 26 и взаимодействующего с ними зажимного кольца 27 соответствует форме выполнения на фиг.2.
На фиг.3 ротор выполнен цельным. Мембраны 29 приформованы к ротору 2, т. е. они выполнены цельными с ним. К мембранам 29 приформованы контактные кольца 15. Возможно выполнение мембран 29 в качестве отдельных частей и, например, соединенных сваркой или пайкой, с контактными кольцами 15, а также с ротором 2. В данном случае выполнения ротор, мембраны и контактные кольца выполнены из цельной заготовки путем снятия стружек.
С целью обеспечения относительной аксиальной подвижности между ротором 2 и статором 1 мембраны 29 снабжены шлицами 30. Эти шлицы выполнены в мембранах при помощи лазера или другим образом. С целью прохода охлаждающего агента мембраны 29 дополнительно снабжены отверстиями 31.
Мембраны 29, ротор 2 и контактные кольца 15 (фиг.3) состоят из пружинящего материала, и поэтому их можно одновременно использовать в качестве пружины. Вследствие этого можно отказаться от пакета тарельчатых пружин. С целью создания усилия прижатия дисков расстояния между контактными поверхностями контактных колец 15 и ширину между промежуточными кольцами 26 выбирают так, что во встроенном состоянии каждая мембрана предварительно натянута, и таким образом сама создает необходимое усилие контакта. Вследствие расположения шлицев 30 в мембранах 29 коэффициент жесткости и толщина мембран могут колебаться в широких пределах. В качестве материала используют сплав меди, кобальта и бериллия. В случае необходимости упругость можно улучшить путем повышения содержания бериллия в сплаве, что может отрицательно сказываться на электропроводности.
Расход охлаждающего агента можно регулировать путем соответствующего выполнения шлицев, в частности отверстий 31.
Особое преимущество формы выполнения согласно фиг.3 заключается в том, что ротор 2 с приформованными мембранами 29 и контактными кольцами 16 можно легко заменять. При износе промежуточные кольца 26 должны лишь поворачиваться. Такая форма выполнения отличается минимальным числом отдельных деталей и точным подразделением на изнашивающиеся и повторно используемые детали.
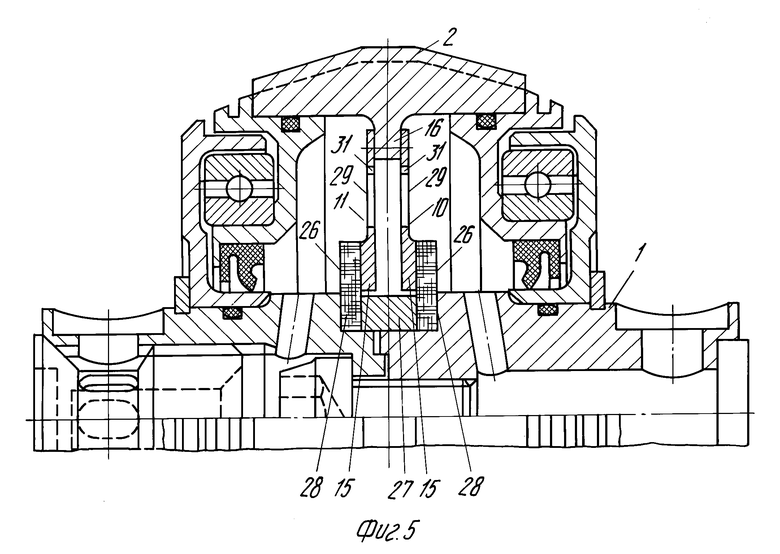
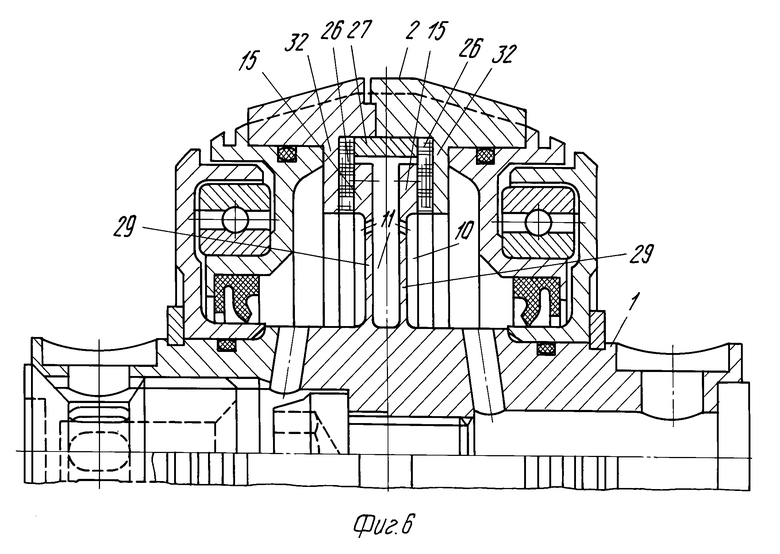
На фиг.5 и 6 изображены варианты формы выполнения согласно фиг.3.
Диски 11 и 12 (фиг.5) выполнены в виде мембран 29 и контактные кольца 15 в качестве отдельных деталей, причем диски прикреплены к фланцу 16 ротора 2, например, посредством винтов. Контактные кольца 15 прилегают к промежуточным кольцам 26. Данная форма выполнения соответствует форме выполнения на фиг.3 и 4.
На фиг.6 статор 1 выполнен цельным, а ротор 2 из двух частей. Данный вариант является обратным форме выполнения на фиг.3. Кроме того, диски 10 и 11 с мембранами 29 приформованы не к ротору 2, а к статору 1, а промежуточные кольца 26 и их зажимное кольцо 27 предусмотрены на роторе 2, а не на статоре 1, как это изображено на фиг.3. Приформованные к мембранам 29 контактные кольца 15 прилегают к промежуточным кольцам 26, которые со своей стороны опираются на кольцевые буртики 32 ротора 1. В остальном форма выполнения согласно фиг. 6 соответствует варианту по фиг.3 и 4. Возникающие при форме выполнения по фиг.6 трение может быть незначительно больше, чем в случае варианта по фиг.3 и 4.
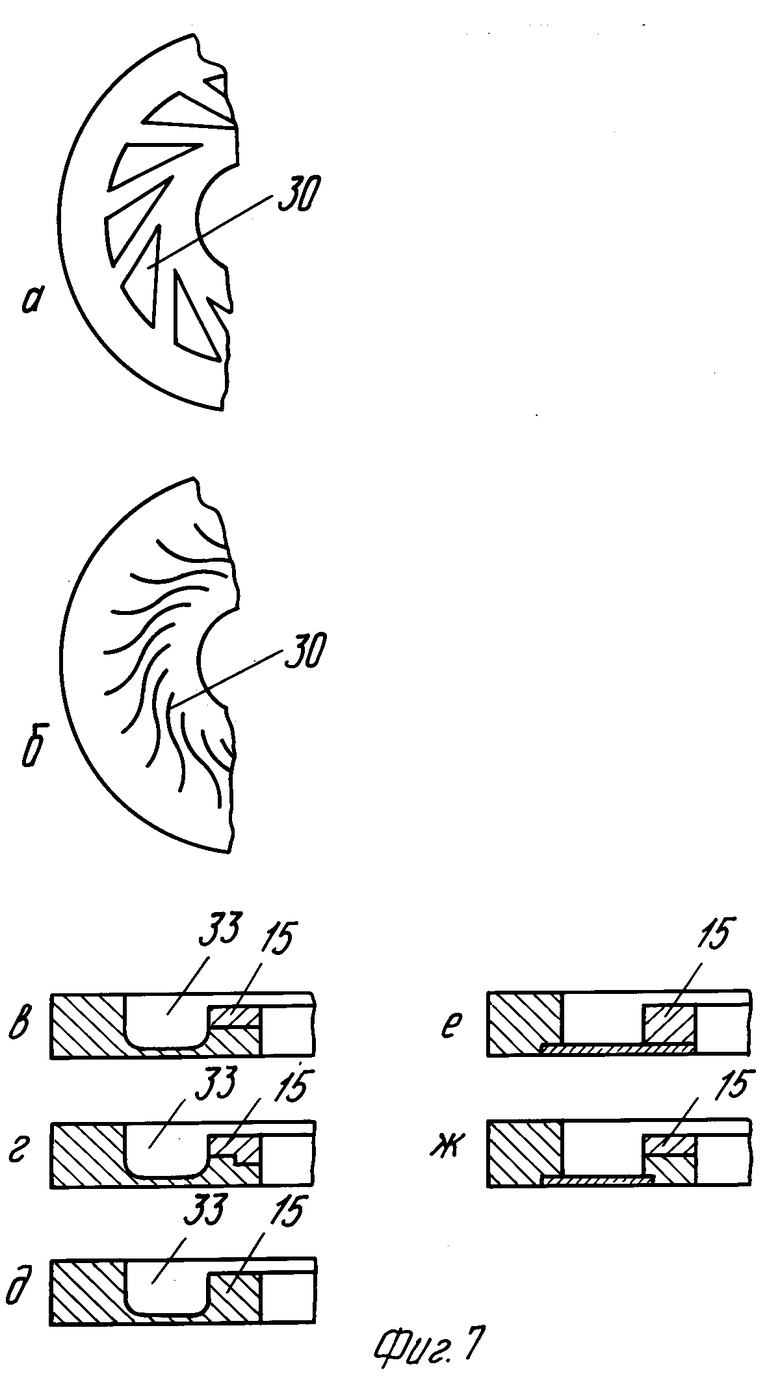
Благодаря наличию шлицев 30 в мембранах 29 (фиг.4) между шлицами образуются спицы, так что мембраны превращаются в так называемые спицевые мембраны. На фиг.7 изображены различные формы выполнения таких спицевых мембран.
На фиг.7,а и б изображены два вида шлицев 30 или шлицеподобных выемок 30 в мембранах 29. На фиг.7,в-ж изображены различные виды поперечного сечения спицевых мембран, изображенного на фиг.7а и б. Шлицеподобные выемки могут выполняться путем вырезания при помощи лазера. Согласно фиг.7,д предусмотренное на внутренней окружности контактное кольцо 15 может быть приформованной частью мембраны. Согласно фиг.7,в и г контактное кольцо 15 выполнено в качество насаженного на мембрану и соединенного с ней кольца. Согласно фиг. 7,е и ж контактное кольцо 15 может быть соединено с внешней окружностью мембраны путем пайки или спекания.
Кроме того, варианты выполнения согласно фиг.7 показывают, что спицы можно выполнять в виде лопастных элементов 33 для прохода охлаждающего агента, как это в частности изображено на фиг.7,в-д.
Хотя на чертеже представлены лишь формы выполнения, при которых узел передачи тока имеет два диска, возможно также выполнение узла только с одним диском. Конкретное число дисков зависит лишь от имеющихся в распоряжении места и поперечных сечений передачи тока. Так, например, форму выполнения по фиг. 1 можно было бы изменять за счет того, что вместо второго диска на фланце 16 закреплена тарельчатая пружина или пакет пружин, который обеспечивает необходимое для контакта диска с контактной поверхностью 17 усилие. Подобным же образом можно также видоизменять форму выполнения согласно фиг.2. В случае форм выполнения согласно фиг.3-7 создание усилия контакта не требует дополнительного пружинного средства, в данных случаях каждый диск сам выполнен в качестве пружины.
Если в случае форм выполнения согласно фиг.3-7 не сами мембраны выполнены в качестве пружины, то для обеспечения необходимого для контакта усилия можно использовать пакет тарельчатых пружин, например, тот, который представлен на фиг.1 и 2.
Сущность изобретения: роликовая головка машины для контактной роликовой сварки содержит статор 1, выполненный в виде токопроводящей оси. Роликовый электрод в виде ротора 2 установлен на статоре с возможностью вращения. Узел передачи тока выполнен в виде, по крайней мере одного, токопроводящего соосного статору и ротору кольцевого диска. Дисков может быть и два 11 и 12. На статоре выполнены контактные поверхности 18. Диски 11 и 12 жестко связаны с ротором 2, установлены с возможностью относительного скольжения с контактными поверхностями 18 и подпружинены к ним. Возможно выполнение контактных поверхностей на роторе. В этом случае диски жестко закрепляются на статоре. По крайней мере не контактирующая с ротором и статором часть диска выполнена упругой. Диск можно выполнить целиком из упругого материала. Диск может быть выполнен составным, в этом случае контактирующую с контактной поверхностью ротора или статора часть диска выполняют в виде контактного кольца, закрепленного на основной части диска концентрично. Аналогичным образом может быть выполнена жестко связанная с ротором или статором часть диска. Изобретением достигается упрощение конструкции роликовой головки при одновременном повышении ее надежности. 17 з. п. ф-лы, 7 ил.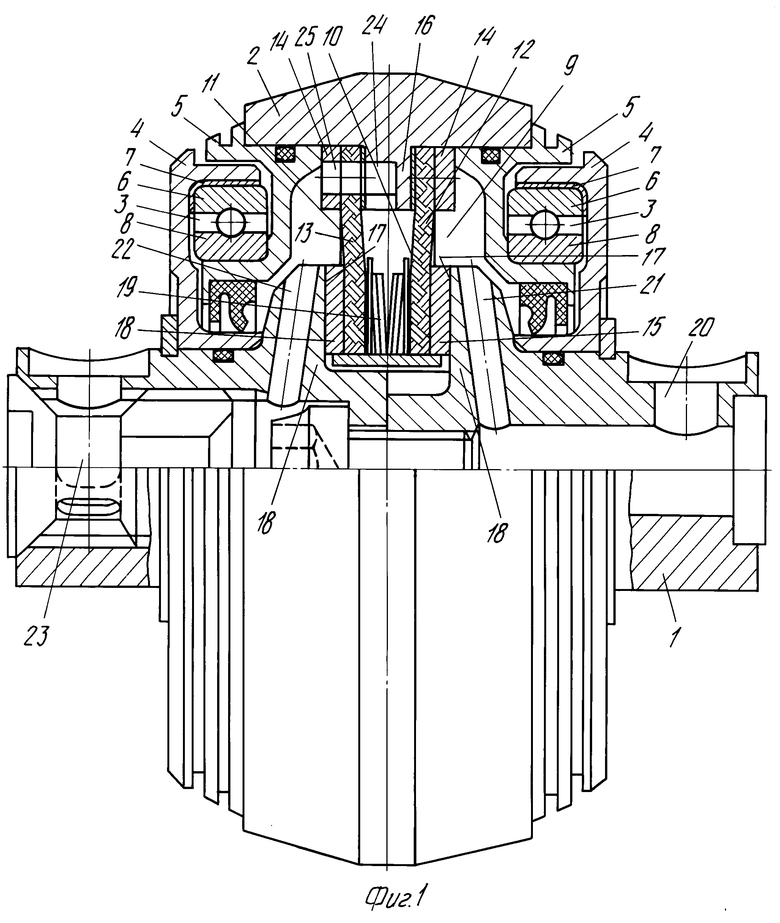
| Патент США N 3596225, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

