Изобретение относится к сварочному производству, а именно к сварочным роликовым головкам, используемым в машинах при сварке трубчатых проволочных каркасов металлопластовых труб, сетчатых фильтров и т.д.
Известно устройство роликовой головки для контактной сварки, включающее статор, с вращающимся на нем ротором в виде сварочного кольца, и систему охлаждения, включающую канал для охлаждающей среды, выполненный в статоре (см. Головка сварочная, 1983 г., разработка Уральского завода пластмасс и полимерных материалов).
Недостатком известной конструкции роликовой сварочной головки при вращении сварочного кольца по статору является сильный нагрев, износ и высокая степень электроэрозии контактных поверхностей и, как следствие, изменение формы сварочного кольца, нарушение контакта между токопередающими поверхностями статора и сварочного кольца, снижение качества сварки. Необходима частая замена сварочного кольца и дополнительная зачистка токопередающих поверхностей статора.
Известно устройство роликовой головки для сварки, содержащее статор, ротор с жестко установленным на нем сменным сварочным кольцом, узел передачи тока, включающий гибкий токопередающий диск и контактные поверхности статора и ротора, пружинное устройство для поджатия токопередающих контактных поверхностей, расположенное внутри роликовой головки, и каналы для охлаждающей среды, выполненные в статоре, роторе и токопередающем диске (см. патент РФ 2038936, "Роликовая головка машины для шовной сварки", МПК 6 В 23 К 11/06, заявл. 04.03.92, опубл. 09.07.95).
К причинам, препятствующим достижению указанного ниже технического результата относится то, что в известной конструкции токопередающие поверхности не изолированы от охлаждающей среды и подвержены высокой электроэрозии, что говорит о недолговечности и ненадежности этой конструкции. Кроме того, отсутствует регулирование поджатия токопередающих поверхностей.
Наиболее близким к заявляемому изобретению по совокупности существенных признаков является устройство роликовой головки для сварки, содержащее роликовый электрод, выполненный в виде ротора с жестко установленным на нем сменным сварочным кольцом, установленный с возможностью вращения на статоре, узел передачи тока, включающий токопроводящий диск и кольцевые контактные поверхности статора или ротора, пружинное устройство, установленное внутри роликовой головки для поджатия токопроводящих поверхностей статора и ротора, систему охлаждения, включающую выполненные в статоре, роторе и токопроводящем диске каналы для охлаждающей среды (см. патент РФ 2051447, "Роликовая головка машины для контактной сварки", МПК 6 Н 01 R 39/00, В 23 К 11/06, заявл. 07.03.91, опубл. 27.12.95).
К причинам, препятствующим достижению указанного ниже технического результата в известной конструкции роликовой головки, принятой за прототип, относится то, что все токопередающие контактные поверхности деталей роликовой головки находятся в контакте с охлаждающей средой. При сварке и передаче тока детали нагреваются, а при их охлаждении нагнетаемой в систему охлаждающей средой, на контактных поверхностях создаются условия для электроэрозии, поверхности контакта разрушаются, нарушается токопередача, снижается долговечность и надежность роликовой головки в целом. Пружинное устройство для поджатия контактных поверхностей находится внутри роликовой головки и недоступно для регулирования. Сменное сварочное кольцо можно заменить только при полной разработке головки. Статор и ротор выполнены составным, что усложняет сборку и разборку, снижает ремонтопригодность роликовой головки.
Заявляемое техническое решение направлено на повышение надежности и долговечности работы роликовой головки, уменьшение электроэрозии контактных токопередающих поверхностей, упрощение конструкции и повышение ремонтопригодности устройства.
Указанный технический результат достигается тем, что в роликовой головке для контактной сварки, содержащей роликовый электрод, выполненный в виде ротора с жестко закрепленным на нем сварочным кольцом, установленный с возможностью вращения на статоре, выполненном из токопроводящего материала, узел передачи тока, включающий кольцевые контактные поверхности статора и ротора, пружинное устройство и систему охлаждения, имеющую выполненные в статоре и роторе каналы для охлаждающей жидкости, согласно изобретению ротор выполнен в виде диска с радиальными каналами и кольцевой крышки, установленной на торце диска герметично и образующей с ним испарительную полость, заполненную пористым материалом, причем сварочное кольцо установлено на наружной образующей диска, в каналах установлены клапаны с биметаллическими пластинами, пружинное устройство установлено снаружи роликовой головки на оси, жестко закрепленной в статоре, с возможностью аксиального перемещения совместно с ротором относительно статора, а система охлаждения выполнена незамкнутой, с возможностью вывода охлаждающей среды в атмосферу.
Выполнение в диске ротора радиальных каналов и установка в них клапанов с биметаллическими пластинами, закрывающих свободный выход охлаждающей среды из каналов, обеспечивает регуляцию вывода охлаждающей среды в испарительную полость при срабатывании биметаллической пластины и открытии клапана.
Выполнение закрепленной герметично на диске ротора кольцевой крышки, образующей с ним полость испарителя, заполнение этой полости пористым материалом для расщепления струи охлаждающей среды, обеспечивает переход охлаждающей среды из жидкого состояния в парообразное при работе роликовой головки в процессе поступления среды в полость испарителя. При этом происходит охлаждение роликовой головки.
Выполнение системы охлаждения незамкнутой с возможностью направленного вывода охлаждающей среды в атмосферу обеспечивает отвод тепла от зоны токопередающих контактирующих поверхностей и зоны сварочного кольца, что повышает надежность и долговечность работы головки.
Выполнение пружинного устройства снаружи роликовой головки на оси статора не только обеспечивает контакт токопередающих поверхностей статора и ротора, но и регулирование оптимального усилия поджатия в зоне контакта поверхностей без разборки конструкции, а установка сварочного кольца на наружной образующей диска также позволяет без разборки роликовой головки производить замену или ремонт сварочного кольца, что повышает ремонтопригодность устройства в целом.
Исключение попадания охлаждающей среды из каналов в узел передачи тока на токопередающие контактные поверхности статора и ротора, а также на сварочное кольцо, снижает факторы, способствующие электроэрозии и нарушению контакта на токопередающих поверхностях, чем улучшаются условия эксплуатации, повышается долговечность и надежность работы головки.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения не выявлено, что позволяет сделать вывод о соответствии изобретения критерию "новизна". Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "изобретательский уровень".
Роликовая головка для контактной сварки представлена на чертеже - общий вид роликовой головки в разрезе.
Роликовая головка включает в себя следующие составные узлы и детали.
Роликовая головка установлена на подводящей планшайбе 1 и содержит статор 2 и ротор 3. Ротор 3 в свою очередь состоит из диска 4, сварочного кольца 5, закрепляемого на диске 4 прижимными гайками 6. Диск 4 установлен на статоре 2 с помощью подшипника 7, гильзы 8 и изолятора 9. На торце диска 4 герметично установлена кольцевая крышка 10, образующая с диском 4 испарительную полость 11, заполненную пористым материалом 12. В крышке 10 установлен клапан 13 для отвода охлаждающей среды. В диске 4 выполнены радиальные каналы 14 для охлаждающей среды, в которых установлены клапаны 15 с биметаллическими пластинами 16. Пружинное устройство 17, например в виде тарельчатой пружины 18, расположено снаружи роликовой головки на упорном подшипнике 19, установленном на оси 20 статора 2, обеспечивающее возможность установления оптимального поджатия контактных поверхностей статора 2 и ротора 3 с помощью регулировочной гайки 21.
Роликовая головка для контактной сварки при производстве проволочных каркасов металлопластовых труб работает следующим образом.
Роликовую головку, установленную на планшайбе 1, подводят к месту сварки и включают сварочный ток. Ток по токопроводящим поверхностям статора 2 и ротора 3 подается к месту сварки на сварочное кольцо 5, исполняющее роль электрода. При контакте сварочного кольца 5 и проволоки происходит контактная сварка и формирование трубчатого каркаса. При движении каркаса диск 4 с установленным на нем жестко сварочным кольцом 5, начинает вращаться на подшипнике 7, установленном в статоре 2. Контактные поверхности статора 2 и ротора 3 приходят в относительное вращение.
При этом возникающая в зоне сварки высокая температура нагревает сварочное кольцо 5 и всю сварочную головку. На вращающихся контактных поверхностях статора 2 и ротора 3, а также в месте контакта сварочного кольца 5 и диска 4 возникают условия для проявления электроэрозии, ухудшающей эксплуатацию роликовой головки. Для охлаждения сварочной головки по каналам, выполненным в статоре 2, и по радиальным каналам 14, выполненным в диске 4, к зоне, нагреваемой сварочным кольцом 5, подается охлаждающая среда, например вода. Вода нагревается, отбирая тепло от ротора 3, и, при срабатывании биметаллических пластин 16 и открывании клапанов 15, попадает в испарительную полость 11, заполненную пористым материалом 12, например стекловатой. В испарительной полости 11 при прохождении в порах стекловаты вода расщепляется на мелкие струи, превращается в пар и выводится через клапан 13 в атмосферу, тем самым, предотвращая перегрев сварочной головки.
При износе кольцевых контактных поверхностей статора 2 и ротора 3 для установления их оптимального контакта и передачи тока производят зачистку или замену этих поверхностей, затем выполняется регулировка поджатия тарельчатой пружины 18 в аксиальном направлении с помощью регулировочной гайки 21.
При электроэрозионном износе сварочного кольца 5 и контактных с ним поверхностей на диске 4 производится замена или ремонт кольца 5 и зачистка контактных поверхностей диска 4.
Таким образом, предлагаемое техническое решение обеспечивает снижение электроэрозионных процессов на контактных поверхностях деталей роликовой головки за счет исключения попадания охлаждающей среды в зону токопередающих поверхностей ротора, статора и сварочного кольца. При выводе охлаждающей среды через радиальные каналы и испарительную камеру в атмосферу происходит охлаждение роликовой головки в процессе ее работы, чем достигается повышение долговечности и надежности работы роликовой головки. Упрощение конструкции головки в целом улучшает ремонтопригодность устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2038936C1 |
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1991 |
|
RU2051447C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2000 |
|
RU2173925C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2206019C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАШИНЫ ДЛЯ СВАРКИ ТРУБ | 2012 |
|
RU2481933C1 |
Роликовая головка предназначена для использования при сварке трубчатых проволочных каркасов металлопластовых труб, сетчатых фильтров. Роликовый электрод головки выполнен в виде ротора с жестко закрепленным на нем сварочным кольцом и установлен с возможностью вращения на статоре. Ротор выполнен в виде диска с радиальными каналами и кольцевой крышки, которая установлена на торце диска герметично и образует с ним заполненную пористым материалом испарительную полость. Сварочное кольцо установлено на наружной образующей диска. Снаружи роликовой головки на жестко закрепленной в статоре оси установлено пружинное устройство. Система охлаждения выполнена с возможностью вывода охлаждающей среды в атмосферу. Такое выполнение роликовой головки позволяет повысить надежность и долговечность работы роликовой головки, упростить ее конструкцию и повысить ремонтопригодность. 1 ил.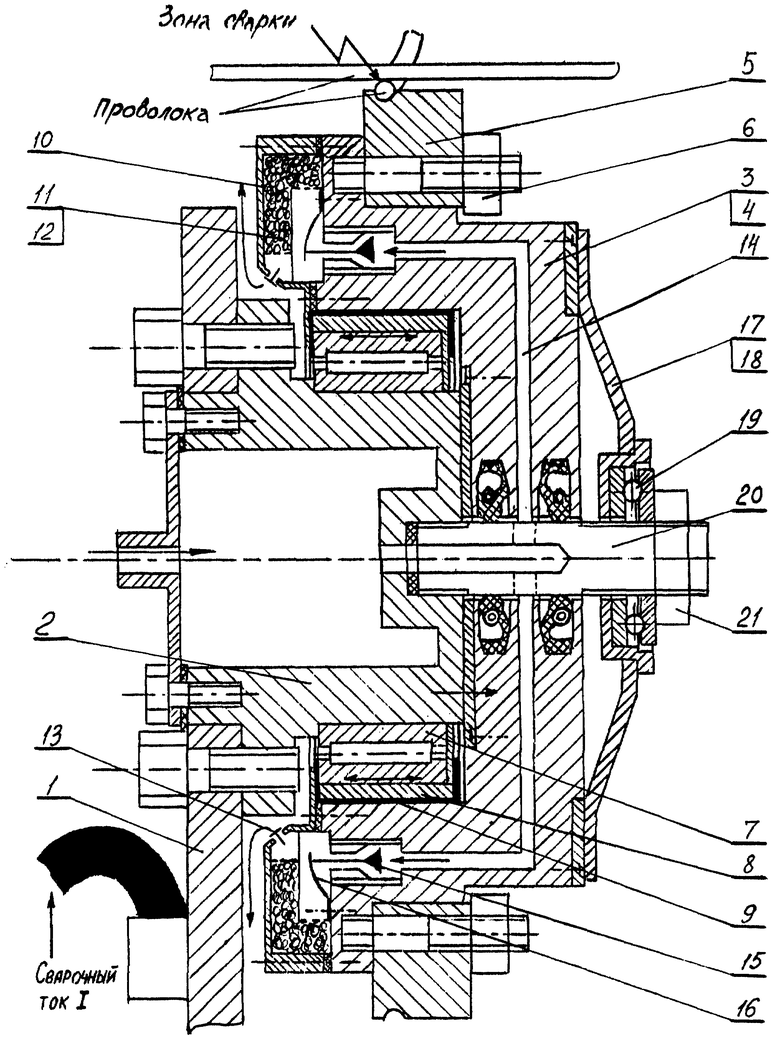
Роликовая головка для контактной сварки, содержащая роликовый электрод, выполненный в виде ротора с жестко закрепленным на нем сварочным кольцом, установленный с возможностью вращения на статоре, выполненном из токопроводящего материала, узел передачи тока, включающий кольцевые контактные поверхности статора и ротора, пружинное устройство и систему охлаждения, имеющую выполненные в статоре и роторе каналы для охлаждающей жидкости, отличающаяся тем, что ротор выполнен в виде диска с радиальными каналами и кольцевой крышки, установленной на торце диска герметично и образующей с ним испарительную полость, заполненную пористым материалом, причем сварочное кольцо установлено на наружной образующей диска, в каналах установлены клапаны с биметаллическими пластинами, пружинное устройство установлено снаружи роликовой головки на оси, жестко закрепленной в статоре, с возможностью аксиального перемещения совместно с ротором относительно статора, а система охлаждения выполнена незамкнутой, с возможностью вывода охлаждающей среды в атмосферу.
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 1991 |
|
RU2051447C1 |
| RU 94039697 А1, 10.09.1996 | |||
| РОЛИКОВАЯ ГОЛОВКА МАШИНЫ ДЛЯ ШОВНОЙ СВАРКИ | 1992 |
|
RU2038936C1 |
| US 5676858, 14.10.1997. | |||

