Изобретение относится к порошковой металлурги и, а именно к способам изготовления высокоплотной беспористой конструкционной порошковой стали общемашиностроительного назначения улучшенной обрабатываемости резанием.
Известен способ получения конструкционных износостойких порошковых сталей (Дорофеев Ю.Г. Динамическое горячее прессование пористых порошковых заготовок. - М.: Металлургия, 1977), включающий операции приготовления порошковой смеси компонентов, входящих в состав стали; прессование порошковой смеси компонентов, входящих в состав стали, прессование порошковой смеси с получением пористого брикета с остаточной пористостью 20-30%, спекание брикета в защитной атмосфере в течение 40-60 мин, горячую обработку давлением нагретого брикета с получением беспористого материала.
Сталь, полученная по этому способу, имеет высокие физико-механические свойства: предел прочности 300-400 МПа, твердость 60-120 HRB. Сталь, полученная таким способом, обладает низкой износостойкостью.
В качестве прототипа принят способ получения порошковых износостойких конструкционных сталей (Ю.Г. Дорофеев "Динамическое горячее прессование пористых порошковых заготовок", М.: Металлургия, 1977), включающий операции приготовления порошковой смеси компонентов, входящих в состав стали, прессование порошковой смеси в закрытой пресс-форме с получением пористого брикета с остаточной пористостью 20-30%, нагрев брикета в защитной атмосфере в течение 7-15 мин при температуре 1000-1100oC, что соответствует скорости нагрева 1,1-2,6oC/мин, горячую обработку давлением нагретого брикета с получением беспористого материала. Сталь, полученная по этому способу, имеет высокие физико-механические показатели, которые в зависимости от состава стали изменяются в интервале: предел прочности 290-390 МПа, твердость 60-120 HRB. Однако сталь, полученная этим способом, имеет низкую износостойкость.
Перед авторами стояла задача повышения износостойкости конструкционной порошковой стали путем легирования ее высокотемпературным полимером.
Поставленная задача решена тем, что в порошковую смесь компонентов, входящих в состав стали, дополнительно вводят высокотемпературный полимер, в качестве которого используют фтор-лигнин в количестве 2,0-10,0 мас.%. Затем последовательно производят прессование порошковой смеси в закрытой пресс-форме до получения пористого брикета с пористостью 7-17%, нагрев этого брикета в защитной атмосфере со скоростью нагрева 15-25oC/с до 1000-1100oC и выдерживают в течение 7-17 мин.
Для предотвращения интенсивного выгорания высокотемпературного фтор-лигнина пористый порошковый брикет выполняют более плотным, с остаточной пористостью 7-17%. При такой остаточной пористости количество открытых пор в брикете резко сокращается, сужается сечение открытых пор, и в результате выгорание фтор-лигнина незначительное.
Введение фтор-лигнина способствует получению плотного брикета, т.к. уменьшает трение между частицами железного порошка.
При нагреве пористого брикета перед горячей обработкой давлением в защитной среде в интервале 1000-1100oC высокотемпературный полимер фтор-лигнин разлагается на составляющие элементы. Водород, выделяясь, взаимодействует с оксидами, восстанавливая их, углерод и фтор взаимодействуют с частицами стального порошка, образуя на их поверхности оболочку из карбида (цементита) и фторида железа, которые повышают и твердость, и прочность поверхности частиц. При этом пластические свойства самих частиц остаются высокими. Таким образом, разложение фтор-лигнина создает условия формирования структуры прессовки, характеризующейся высокими прочностными характеристиками, повышенной твердостью и износостойкостью без снижения пластических свойств.
Сущность предлагаемого изобретения поясняется примером осуществления способа, который заключается в проведении следующих операций.
1. Приготовление порошковой смеси из железного порошка ПЖВ 2.160.26 ГОСТ 9849-86 и порошка высокотемпературного полимера фтор-лигнина 2-10 мас.%.
2. Прессование порошковой смеси в закрытой пресс-форме с получением пористого брикета с остаточной пористостью 7-17%.
3. Нагрев брикета со скоростью 15-25oC/с до температуры 1000-1100oC в защитной атмосфере, выдержку его при этой температуре 7-17 мин.
4. Горячую обработку давлением методом осадки в закрытой пресс-форме при величине удельной приведенной работы уплотнения 220-250 МДж/м3.
Результаты испытаний образцов стали, полученных в соответствии с предлагаемым способом, представлены в табл. 2-6.
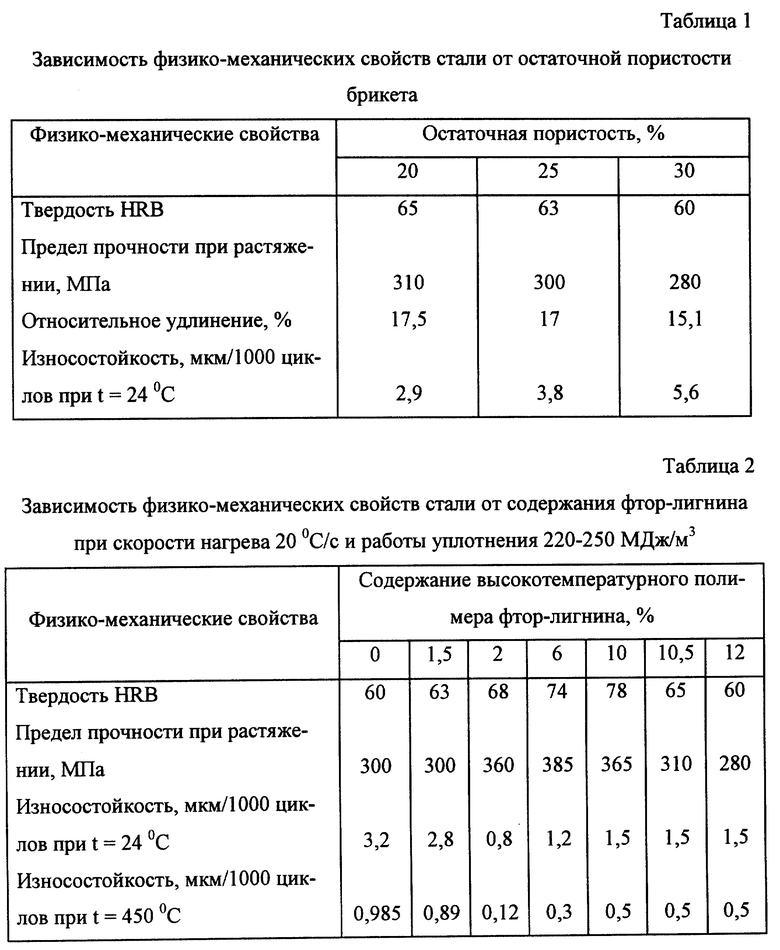
Свойства порошковой стали существенно зависят от используемого железного порошка, поэтому для сравнения физико-механических свойств были изготовлены образцы из железного порошка ПЖВ 2.160.26 ГОСТ 9849-86 по способу-прототипу. В табл. 1 приведены результаты испытания образцов, изготовленных по способу-прототипу.
Из приведенных данных следует, что при содержании высокотемпературного полимера фтор-лигнина менее 2 мас.% износостойкость не лучше, чем у прототипа, а при содержании его более 10 мас.% механические свойства хуже, чем у прототипа.
При содержании высокотемпературного полимера фтор-лигнина в пределах 2-10 мас. % физико-механические свойства лучше, чем у прототипа, а износостойкость выше в 2,5-4 раза. Таким образом, оптимальным следует считать количество вводимого высокотемпературного полимера фтор-лигнина в пределах 2-10 мас.%.
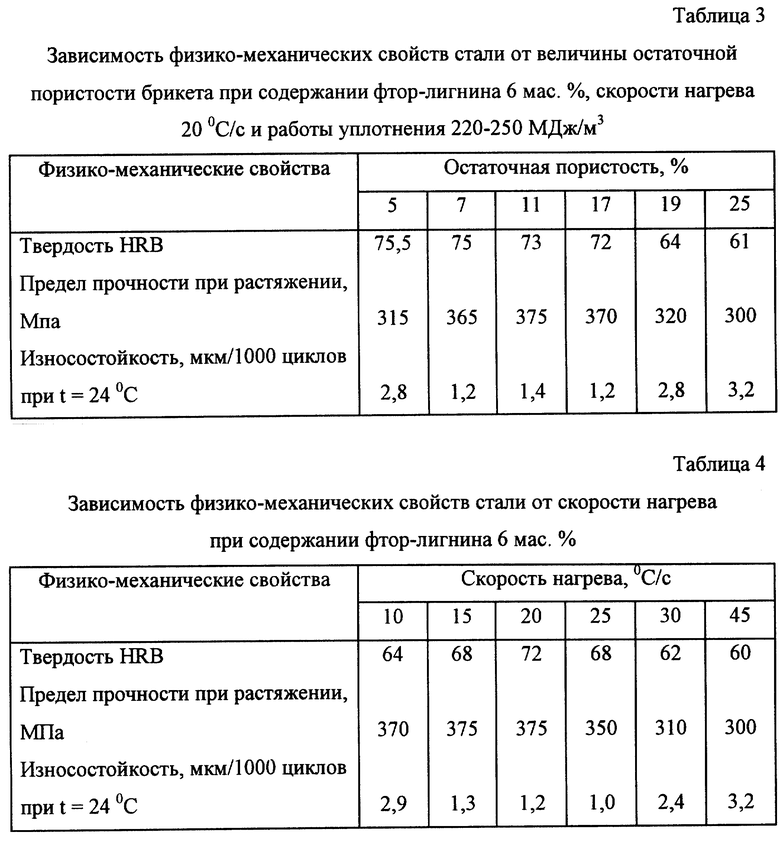
Для определения оптимальной остаточной пористости заготовки по вышеописанной технологии получены образцы по остаточной пористости от 5 до 20%. Результаты испытаний образцов приведены в табл. 3.
Из приведенных данных следует, что при остаточной пористости менее 7% физико-механические свойства хуже, чем у прототипа, а при остаточной пористости более 17% износостойкость на уровне прототипа. При остаточной пористости 7-17% физико-механические свойства лучше, чем у прототипа, а износостойкость возрастает в 3-4,5 раза. Таким образом, оптимальным следует считать остаточную пористость 7-17%.
Для определения оптимальной скорости нагрева получены образцы по вышеописанной технологии при различной скорости нагрева пористых брикетов с 10 до 30oC.
Результаты испытаний приведены в табл. 4.
Из приведенных данных следует, что при скорости нагрева менее 15oC/с износостойкость не лучше, чем у прототипа, а при скорости нагрева более 25oC/с наблюдается ухудшение физико-механических свойств. При скорости нагрева в пределах 15-25oC/с физико-механические свойства и износостойкость лучше, чем у материала, полученного по технологии, принятой в качестве прототипа. Таким образом, оптимальной следует считать скорость нагрева 15-25oC/с.
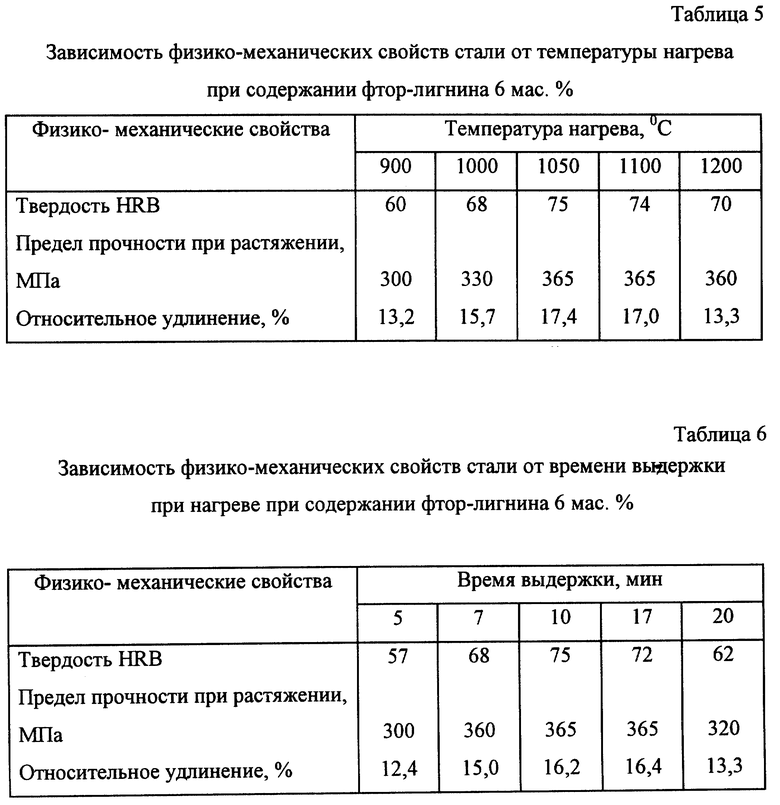
Из табл. 5 видно, что оптимальной температурой нагрева является интервал 1000-1100oC.
Из табл. 6 видно, что оптимальным временем выдержки является временной интервал 7-17 мин.
Выдержка при температуре 1000-1100oC нужна для того, чтобы образующиеся при разложении фтор-лигнина углерод и фтор диффундировали в частицы железного порошка. При выдержке менее 7 мин диффузия происходит недостаточно полно. При выдержке более 17 мин диффузия углерода и фтора вглубь порошка приводит к обеднению его поверхностных слоев, из-за чего ухудшаются механические характеристики стали. Дополнительного насыщения поверхностных слоев углеродом и фтором не происходит, т.к. фтор-лигнин за это время разлагается полностью.
Таким образом, из результатов испытания опытных образцов стали видно, что оптимальные режимы осуществления способа следующие:
- количество вводимого высокотемпературного полимера фтор-лигнина 2-10 мас.%;
- прессование пористого брикета при остаточной пористости 7-17%;
- скоростной режим нагрева брикета 15-25oC/с.
Как видно из описания, предлагаемый способ обладает изобретательским уровнем. Так, полученные результаты испытаний позволяют судить о высокой износостойкости порошковой конструкционной стали при сохранении высоких физико-механических характеристик.
Проведенный патентно-информационный поиск показал, что объектов, обладающих совокупностью основных отличительных признаков предлагаемого способа, не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ ПОРОШКОВОЙ СТАЛИ | 1995 |
|
RU2090309C1 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |
| Способ получения конструкционной порошковой стали | 1991 |
|
SU1803264A1 |
| Способ получения высокоплотной конструкционной порошковой стали | 1989 |
|
SU1678882A1 |
| ГРАНУЛЯТОР | 1999 |
|
RU2168352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
| ГРАНУЛЯТОР | 2001 |
|
RU2194568C1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КОМПОЗИЦИОННЫХ ПОЛИМЕРНЫХ ПОКРЫТИЙ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УГЛЕГРАФИТОВОЙ ОСНОВЫ | 1999 |
|
RU2186796C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МОЛИБДЕНА | 2014 |
|
RU2570273C1 |
Изобретение относится к порошковой металлургии. Способ включает приготовление порошковой смеси компонентов, входящих в состав стали, прессование смеси в закрытой пресс-форме до получения пористого брикета, нагрев его в защитной атмосфере до 1000-1100oC и горячую обработку давлением, при этом в порошковую смесь дополнительно вводят высокотемпературный полимер фтор-лигнин в количестве 2,0-10 мас. %; прессование брикета из порошковой смеси в закрытой пресс-форме проводят до достижения остаточной пористости 7-17%, а последующий нагрев брикета проводят со скоростью 15-25oC/c и выдерживают 7-17 мин. Изобретение позволяет повысить износостойкость стали. 6 табл.
Способ получения конструкционной порошковой износостойкой стали, заключающийся в приготовлении порошковой смеси компонентов, входящих в состав стали, прессовании этой смеси в закрытой пресс-форме до получения пористого брикета, нагреве его в защитной атмосфере до 1000-1100oC и горячей обработке давлением до получения беспористого материала, отличающийся тем, что в порошковую смесь дополнительно вводят высокотемпературный полимер фтор-лигнин в количестве 2-10 мас. %, прессование брикета порошковой смеси в закрытой пресс-форме проводят до достижения пористости 7-17%, а последующий его нагрев до 1000-1100oC осуществляют со скоростью 15-25oC/с и выдерживают брикет при 1000-1100oC в течение 7-17 мин.
| ДОРОФЕЕВ Ю.Г | |||
| Динамическое горячее прессование пористых порошковых заготовок | |||
| - М.: Металлургия, 1977, с.69-101 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ ПОРОШКОВОЙ СТАЛИ | 1995 |
|
RU2090309C1 |
| EP 0457418 A1, 21.11.1991 | |||
| ПАТЕНТНО-ТЕХШ1Е:ИД|1 | 0 |
|
SU339436A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2301137C2 |
| ВОЛНОВОЙ ДЕТАНДЕР-КОМПРЕССОР | 2002 |
|
RU2250423C2 |
| US 5552109 A, 03.09.1996 | |||
| US 4588441, 13.05.1986. | |||
