Изобретение относится к порошковой металлургии, в частности к способу изготовления изделий с высокими механическими свойствами и повышенной износостойкостью.
Известен способ получения поверхностно-легированных горячештампованных порошковых материалов (Дорофеев В.Ю., Лозовой В.И. Поверхностно-легированные горячештампованные порошковые материалы. - Порошковая металлургия. - 1989. - N 4. - С. 11-15), включающий в себя приготовление шихты на основе железа или железоуглеродистых композиций, формование заготовки, нагрев перед пропиткой, пропитку на требуемую глубину путем погружения в расплав упрочняющего материала и горячее доуплотнение. При этом для пропитки используется расплав хромистого чугуна эвтектического состава (Cr - 8; C - 4 мас.%).
Недостатком известного способа являются технологические трудности при пропитке, которая осуществляется в муфеле печи из жаропрочной стали. В муфель подается защитная среда, однако при пропитке пробка из огнеупорного материала удаляется. В этот момент происходит окисление заготовки, которую погружают в расплав, выдерживают и затем переносят в матрицу штампа для уплотнения. Получаемые изделия характеризуются нестабильностью размеров и свойств, обусловленной окислением заготовки, трудностью поддержания на постоянном уровне глубины пропитанного слоя, наличием на поверхности отдельных капель застывшего расплава. Эти капли окисляются при переносе заготовки в штамп, а в процессе допрессовки деформируются. Поэтому соответствующие участки изделия имеют отклонения формы и размеров, низкую чистоту поверхности. При эксплуатации или испытаниях они выкрашиваются ввиду плохого качества их сращивания с основой.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ получения борированных изделий, включающий приготовление шихты на основе железа или железоуглеродистых композиций, формование заготовки, ее диффузионное борирование в порошковой засыпке, нагрев и горячее доуплотнение по схеме свободной ковки. При этом борирование проводят при 1080-1100oC в течение 3 ч, а нагрев перед горячим доуплотнением осуществляют при 1050-1080oC в течение 900 с в печи (Кулу П. Износостойкость порошковых материалов и покрытий. - Таллин: Валгус, 1988. - 120 с.).
Однако известный способ не позволяет изготавливать высококачественные порошковые изделия: в борированном слое образуются трещины, снижающие износостойкость материала, слой остается пористым и после ковки. Кроме того, ковка предварительно борированных материалов не позволяет получать относительные плотности выше 90%.
Решаемая задача - повышение физико-механических свойств и износостойкости борированных порошковых материалов.
Согласно предлагаемому способу задача решается путем приготовления шихты на основе железа или железоуглеродистых композиций, формования заготовки, ее диффузионного борирования в порошковой засыпке, нагрева и горячего доуплотнения. При этом перед борированием заготовки покрываются слоем никеля толщиной 20-30 мкм, борирование и горячее доуплотнение проводятся при температуре, на 20-30oC превышающей температуру образования эвтектики в системе Fe-B, время борирования составляет 1,5-2,5 ч, нагрев перед горячим доуплотнением осуществляется с помощью ТВЧ в течение 30-40 с, горячее доуплотнение проводится по схеме осадки в матрице, а после горячего доуплотнения изделия подвергают закалке в воду и низкому отпуску.
Примеры конкретного выполнения
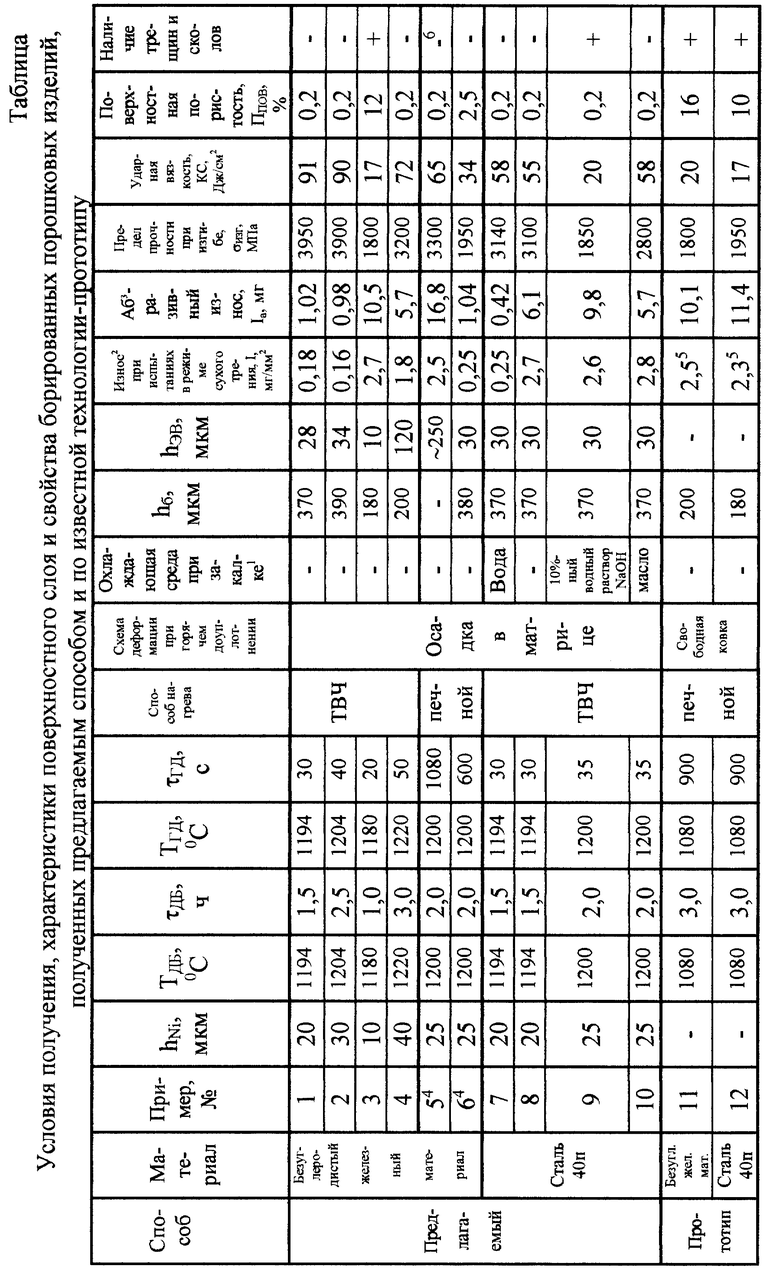
Условия получения и свойства борированных порошковых изделий, изготовленных предлагаемым способом, представлены в таблице. Для сравнения приведены характеристики материалов, условия получения которых не соответствовали оптимальным, а также изготовленных по технологии способа-прототипа.
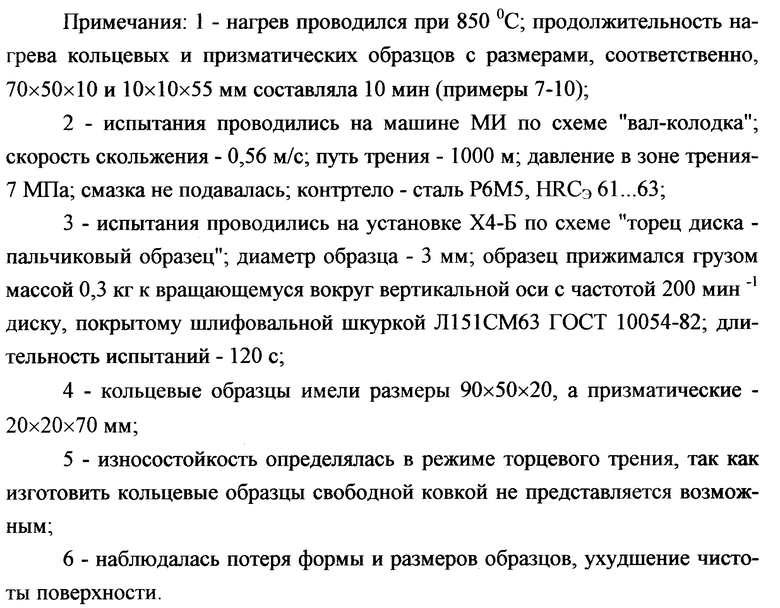
Для определения физико-механических свойств и износостойкости изготавливались кольцевые и призматические образцы с размерами соответственно 70х50х10 и 10х10х55 мм.
Пример 1. При изготовлении борированных порошковых изделий предлагаемым способом в качестве исходного материала используют распыленный железный порошок ПЖР2.200.28 ГОСТ 9849-86, в который добавляют 0,5 мас.% стеарата цинка. Приготовление шихты осуществляется в планетарной центробежной мельнице САНД-1 с отношением массы шаров к массе шихты 2,5:1 при диаметре шаров 5-10 мм и частоте вращения ротора 300 мин-1.
Формование заготовок путем статического холодного прессования (СХП) проводят на гидравлическом прессе модели 2ПГ-125 в разъемных пресс-формах при давлении 500 МПа. Пористость заготовок - 20%.
После СХП перед диффузионным борированием заготовки покрывают никелем методом химического осаждения из кислого раствора, содержащего, г/л: сернокислого никеля NiSO4•7H2O - 200; винной кислоты C4H6O6 - 10; pH раствора 4,5-5,0; температура 92±2oC; плотность загрузки 1-2 дм2/л. Время осаждения τOC - 50 мин. Толщина покрытия - 20 мкм.
Диффузионное борирование осуществляется при ТДБ=1194oC в контейнере из жаропрочной стали 20Х23Н18 ГОСТ 5632-72 с плавким затвором. Время борирования τДБ = 1,5 ч. В состав применяемой для борирования порошковой смеси входят следующие компоненты, мас.%: карбид бора (B4C) - 75, оксид алюминия (Al2O3) - 20 и фторид натрия (NaF) - 5.
Борированные заготовки нагревают в индукторе до ТГД=1194oC в течение τГД = 30 с, после чего проводят их горячее доуплотнение в матрице штампа при давлении 600 МПа на кривошипном прессе К2232. На этом технологический цикл получения изделий из шихты на основе железа заканчивается.
Полученный материал характеризуется высокой износостойкостью как при сухом трении скольжения, так и при абразивном изнашивании. Соответствующие величины износа, методики определения которых указаны в примечаниях 2, 3 к таблице, составили I= 0,18 мг/мм2; Ia=1,02 мг. У безуглеродистого материала, полученного по способу-прототипу, I=2,5 мг/мм2; Ia=10,1 мг. Таким образом, использование предлагаемого способа обеспечило увеличение износостойкости при сухом трении в 13,9 раза; при абразивном изнашивании - в 9,9 раза. Кроме того, увеличились механические свойства: σизг составила 3950 МПа, КС - 91 Дж/см2, что выше соответствующих показателей прототипа в 2,2 и 4,5 раза. При этом поверхностная пористость снизилась в 80 раз, а на самой поверхности трещины и сколы отсутствуют (таблица).
Покрытие холодно-прессованной заготовки слоем никеля толщиной hNi=20мкм обеспечивает формирование в процессе диффузионного борирования высокотвердого борида NiB с микротвердостью Hμ = 24 ГПа, а также никельсодержащих фаз Ni2B, (FeNi)2B в боридном подслое. Никель частично растворяется в железе, образуя твердый раствор. В сочетании с другими отличительными признаками предлагаемого способа это обеспечивает получение практически беспористого материала с высокой износостойкостью как при абразивном изнашивании, так и особенно при износе в режиме сухого трения скольжения. При hNi < 20 мкм слой борида NiB тонкий с разрывами сплошности, что обусловливает низкие показатели износостойкости (таблица, пример 3). При hNi > 30 мкм на начальной стадии борирования образуется плотный и относительно толстый слой борида NiB, который препятствует насыщению железной основы бором, поэтому общая толщина сплошного слоя боридов (NiB+FeB+Fe2B+Ni2B) уменьшается. Это также приводит к снижению износостойкости (таблица, пример 4).
Проведение диффузионного борирования при температуре ТДБ=1194oC в течение τДБ = 1,5 ч обеспечивает формирование сплошного слоя боридов толщиной hб = 370 мкм с микротвердостью Hμ = 15-22 ГПа и эвтектического подслоя с Hμ = 7 ГПа толщиной hЭВ = 28 мкм. Это обусловливает отсутствие трещин, сколов, пор в поверхностном слое получаемого изделия и его высокую износостойкость. При ТДБ < 1194oC - hЭВ < 20 мкм, поэтому в процессе последующего горячего доуплотнения количество жидкой фазы в подслое оказывается недостаточным для бездефектного деформирования, в поверхностном слое образуются сколы и трещины, уменьшаются как механические свойства (прочность, ударная вязкость), так и износостойкость (таблица, пример 3). При ТДБ > 1204oC уменьшается hб за счет увеличения hЭВ, происходит инфильтрация пор заготовки расплавом. Снижение hб вызывает ухудшение износостойкости (пример 4). Отрицательное воздействие на износостойкость оказывает также проведение процесса в течение τДБ < 1,5 ч и при τДБ > 2,5 ч. В обоих случаях hб не превышает 200 мкм, хотя причины формирования слоя боридов недостаточной толщины при этом разные. При τДБ < 1,5 ч мала продолжительность насыщения, что обусловливает сравнительно низкие значения hб и hЭВ. Поэтому в процессе горячего доуплотнения образуются сколы и трещины, как и в описанном выше случае, когда ТДБ < 1194oC (таблица, пример 3). Увеличение τДБ свыше 2,5 ч приводит к росту hЭВ и уменьшению hб, что также снижает износостойкость материала (пример 4).
Нагрев борированных заготовок перед горячим доуплотнением с помощью ТВЧ в течение τГД 30 с при температуре ТГД = 1194oC обеспечивает равномерный прогрев и расплавление эвтектики в боридном подслое. Количество жидкой фазы при ТГД= 1194oC и τГД =30 с составляет ~ 45%. Это обусловливает оптимальные условия деформации заготовки в процессе горячего доуплотнения, высокую плотность материала по всему сечению, максимальные показатели прочности, ударной вязкости и износостойкости. При ТГД < 1194 oC и τГД < 30 с эвтектика расплавиться не успевает и в процессе по следующей допрессовки в поверхностном слое образуются сколы и трещины, снижающие механические свойства и износостойкость (таблица, пример 3). При ТГД > 1204oC и τГД > 40 с происходит инфильтрация пор расплавом и растворение им боридного слоя, hб уменьшается, что вызывает снижение износостойкости (таблица, пример 4). В случае использования печного нагрева, применяемого в прототипе, практически не представляется возможным выбрать оптимальную его продолжительность, так как для равномерного прогрева требуется выдержка из расчета 50-60 с/мм сечения. При этом эвтектика в боридном подслое расплавляется и пропитывает поры заготовки. Кроме того, жидкая фаза по мере прогрева сердцевины растворяет слой боридов, hб уменьшается. В случае нагрева массивной заготовки (таблица, пример 5) происходит выход расплава на поверхность, неконтролируемым образом изменяются ее форма и размеры, резко ухудшается чистота поверхности и износостойкость. При уменьшении продолжительности печного нагрева массивной заготовки (пример 6) несмотря на хорошую износостойкость, полученный материал обладает низкими механическими свойствами, обусловленными большой пористостью сердцевины.
Проведение горячего доуплотнения по схеме осадки в матрице сводит к минимуму условия возникновения растягивающих напряжений и образования трещин на боковых поверхностях заготовки. Это обеспечивает достижение высоких показателей механических свойств и износостойкости в сравнении с прототипом, когда в процессе свободной ковки происходило формирование большого количества дефектов (таблица, примеры 6, 11, 12).
Пример 2. Выполняют аналогично примеру 1, отличие в том, что τOC = 70 мин; hNi = 30 мкм; ТДБ=ТГШ=1204oC; τДБ = 2,5 ч; τГД = 40 с. Свойства полученного материала приведены в таблице.
Пример 7. При изготовлении борированных порошковых изделий предлагаемым способом из шихты на основе железоуглеродистой композиции в качестве исходного материала используют распыленный железный порошок ПЖР2.200.28 ГОСТ 9849-86, в который добавляют 0,5 мас.% стеарата цинка и 0,6 мас.% карандашного графита ГК-1, что обеспечивает содержание 0,4 мас.% углерода в готовом материале (сталь 40 п). Приготовление шихты, формование заготовок, покрытие их никелем, диффузионное борирование, нагрев перед горячим доуплотнением и горячее доуплотнение выполняют аналогично примеру 1. Отличие в том, что после горячего доуплотнения производится закалка в воду и отпуск. Нагрев под закалку осуществляется при 850oC в течение 10 мин (см. примечание 1 к таблице). Низкий отпуск производят при 200oC в течение 1 ч.
Полученный материал характеризуется высокими показателями физико-механических свойств и износостойкости: Ппов = 0,2%; σизг = 3140 МПа; КС=58 Дж/см2; I = 0,25 мг/мм2; Ia = 0,42 мг. По сравнению с материалом, изготовленным по способу-прототипу износостойкость при сухом трении увеличилась в 9,2 раза, при абразивном износе - в 27,1 раза; σизг повысилась в 1,6 раза; КС - в 2,9 раза, а Ппов снизилась в 50 раз, причем трещины и сколы на поверхности отсутствуют.
Существенным условием, обеспечившим решение поставленной задачи при получении борированных порошковых изделий из железоуглеродистой композиции, явилось проведение закалки в воду и низкого отпуска. В случае борирования безуглеродистого материала на основе железа такая необходимость отсутствует. Возможность использования железоуглеродистых композиций в прототипе предусматривается, однако окончательная термическая обработка (закалка и отпуск) не проводится (пример 12). Между тем в процессе закалки в переходной зоне и сердцевине материала формируется мартенсит с микротвердостью Hμ 8-9,5 ГПа, который препятствует продавливанию боридного слоя и его выкрашиванию, что увеличивает износостойкость.
Пример 8. Выполняют аналогично примеру 7, однако закалка и низкий отпуск не проводятся. Это обусловило большой разброс значений микротвердости переходной зоны: Hμ = 4-7 ГПа, что вызвало продавливание боридного слоя в процессе испытаний и ухудшение износостойкости: I = 2,7 мг/мм2; Ia = 6,1 мг.
В случае увеличения скорости охлаждения (пример 9) при закалке в поверхностном слое образуются трещины, а при ее уменьшении (пример 10) в переходной зоне формируется троостито-мартенситная структура с большим разбросом значений Hμ в пределах от 6 до 9 ГПа. Это приводит к продавливанию боридного слоя, его выкрашиванию и снижению износостойкости.
Таким образом, использование предлагаемого способа позволяет повысить износостойкость при сухом трении скольжения в 9-14 раз, при абразивном износе - в 10-27 раз. Изгибная прочность увеличивается в 1,6-2 раза, ударная вязкость - в 3-4,5 раза, существенно снижается поверхностная пористость и улучшается качество поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| Способ термообработки борированных стальных изделий | 1990 |
|
SU1740448A1 |
| СПОСОБ БОРИРОВАНИЯ ПОВЕРХНОСТИ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ | 1997 |
|
RU2135631C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению изделий с высокими механическими свойствами и повышенной износостойкостью. Способ включает приготовление шихты на основе железа или железоуглеродистых композиций, формование заготовки, ее диффузионное борирование в порошковой засыпке, нагрев и горячее доуплотнение, при этом перед борированием заготовку покрывают слоем никеля толщиной 20-30 мкм, борирование и горячее доуплотнение проводят при температуре, на 20-30oС превышающей температуру образования эвтектики в системе Fe-B, время борирования составляет 1,5-2,5 ч, нагрев перед горячим доуплотнением осуществляют с помощью ТВЧ в течение 30-40 с, горячее доуплотнение проводят по схеме осадки в матрице, а после горячего доуплотнения изделие подвергают закалке в воду и низкому отпуску. Способ позволяет повысить физико-механические свойства и износостойкость борированных порошковых материалов. 1 табл.
Способ изготовления борированных порошковых изделий, включающий приготовление шихты на основе железа или железоуглеродистых композиций, формование заготовки, ее диффузионное борирование в порошковой засыпке, нагрев и горячее доуплотнение, отличающийся тем, что перед борированием заготовку покрывают слоем никеля толщиной 20 - 30 мкм, борирование и горячее доуплотнение проводят при температуре, на 20 - 30oC превышающей температуру образования эвтектики в системе Fe-B, время борирования составляет 1,5 - 2,5 ч, нагрев перед горячим доуплотнением осуществляют с помощью ТВЧ в течение 30 - 40 с, горячее доуплотнение проводят по схеме осадки в матрице, а после горячего доуплотнения изделие подвергают закалке в воду и низкому отпуску.
| КУЛУ П | |||
| Износостойкость порошковых материалов и покрытий | |||
| - Таллин: Валгус, 1988, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Способ изготовления металлокерами-чЕСКиХ издЕлий HA OCHOBE жЕлЕзА | 1976 |
|
SU818749A1 |
| Способ изготовления изделий из порошков углеродистых сталей | 1983 |
|
SU1155358A1 |
| DE 3301541 A1, 19.07.1984 | |||
| US 3834004, 10.09.1971 | |||
| US 5628045 A, 06.05.1997. | |||
