Изобретение относится к области порошковой металлургии, в частности к способу изготовления высокоплотных биметаллических изделий бронза-железо.
Известен способ изготовления порошковых биметаллических изделий, включающий подготовку компактной подложки, нанесение порошкового слоя покрытия с последующей термической и термомеханической обработкой.
Данный способ не позволяет получить высокую прочность соединения подложки и покрытия, ввиду недостаточной разветвленной поверхности соединения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления высокоплотных порошковых биметаллических изделий, включающий формирование биметаллической заготовки, осуществляемое засыпкой порошка подложки (железного) и порошка покрытия (бронзового) в пресс-форму, разделенную стенкой из жести на две части, последующую утряску, удаление перегородки и прессование до пористости 35% ее спекание, кратковременный нагрев и горячее доуплотнение.
Данный способ не обеспечивает изготовление высококачественных биметаллических изделий с прочностью соединения разнородных слоев на уровне свойств компактного материала покрытия бронзы. Это обусловлено тем, что в известном способе не определены оптимальные режимы формирования биметаллической заготовки: значения пористостей подпрессованной подложки и биметаллической заготовки.
Задачей предлагаемого способа является повышение качества двухслойных изделий бронза-железо, путем обеспечения прочности соединения разнородных слоев на уровне компактного материала бронзового слоя.
Поставленная цель достигается тем, что в известном способе изготовления высокоплотных порошковых биметаллических изделий, заключающемся в формировании биметаллической заготовки, ее спекании, кратковременном нагреве и горячем доуплотнении, формирование биметаллической заготовки осуществляют первоначальной засыпкой первого слоя с подпрессовкой его по пористости 40 - 45% и дальнейшей засыпкой второго слоя с окончательным прессованием обоих слоев до пористости 25 20%
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый способ отличается от известного новыми режимами формирования биметаллической заготовки: подпрессовка первого слоя до пористости 40 45% и окончательное прессование обоих слоев до пористости 15 20% При этом обеспечивается новое свойство улучшение качества сращивания переходной зоны бронза-железо, заключающееся в повышении прочности соединения разнородных слоев до уровня предела прочности на срез компактной бронзы, за счет увеличения площади контакта в зоне сращивания, вследствие обеспечения более интенсивного внедрения частиц разнородных материалов. Данное свойство обеспечивает положительный эффект сформулированный в цели изобретения - повышения качества двухслойных изделий бронза-железо. Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Признак, отличающий заявляемое техническое решение от прототипа, не выявлен в других технических решениях данной и смежных областей техники и, следовательно, обеспечивает заявляемому решению соответствие критерию "существенные отличия".
На чертеже представлена схема осуществления предлагаемого способа: а - слева от осевой линии железный порошок в насыпном состоянии, справа от осевой линии подпрессованный материал подложки усилием P1 до пористости 42 44% б слева от осевой линии засыпка бронзового порошка, справа от осевой линии окончательно спрессованная биметаллическая заготовка усилием P2 до пористости 16 18% в горячее доуплотнение биметаллической заготовки клиновидным инструментом в поперечном направлении усилием P3.
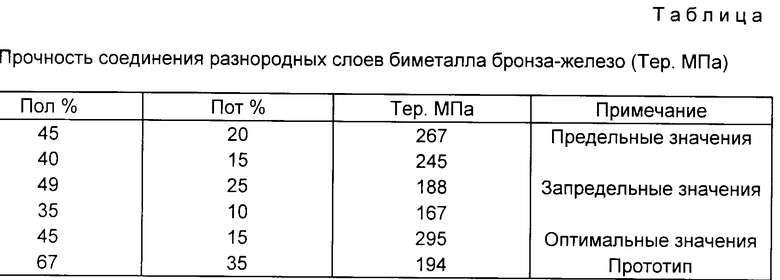
Проведенные экспериментальные исследования показали, что с увеличением пористости подпрессованного первого слоя (Поп) и уменьшением пористости спрессованной биметаллической заготовки (Пот) повышается качество двухслойного изделия бронза-железо, оцениваемое по пределу прочности на срез переходной зоны биметалла (см. таблицу) достигаемого максимального значения σср = 295 МПа при оптимальных значениях Поп 45% и Пот 15%
Выявленные закономерности можно объяснить следующим. С увеличением пористости первого слоя повышается возможность взаимного внедрения частиц разнородных порошков, что приводит к формированию более развитой поверхности соединяемых слоев. Уменьшение пористости биметаллической заготовки за счет повышения степени деформации приводит к увеличению контактной площади между разнородными слоями биметаллического материала.
Пример конкретного выполнения.
Изготовление порошковых биметаллических призматических образцов 10х10х15 мм производят по следующей технологии.
Засыпка в пресс-форму железного порошка материала подложки и его предварительная подпрессовка до пористости 35 49% (поз. а): засыпка порошка бронзы и совместное прессование двухслойной заготовки до пористости 10 25% (поз. б): спекание биметаллической заготовки при температуре 850oС в течение 3 ч, в среде осушенного водорода, кратковременный нагрев (850oС, 9 мин) в среде диссоциированного аммиака, горячее двуплотнение клиновидным инструментом на кривошипном прессе К2130. При предварительной подпрессовки и совместном прессовании заготовки использовали упоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2167741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1994 |
|
RU2061581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2336146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| ЗАЖИМ ДЛЯ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2219079C1 |
Способ изготовления высокоплотных порошковых биметаллических изделий бронза-железо включает формирование биметаллической заготовки, ее спекание, кратковременный нагрев и горячее доуплотнение. Формирование биметаллической заготовки осуществляют первоначальной засыпкой первого слоя с подпрессовкой его до пористости 40 - 45% и дальнейшей засыпкой второго слоя с окончательным совместным прессованием обоих слоев до пористости 15 - 20%. 1 ил., 1 табл.
Способ изготовления высокоплотных порошковых биметаллических изделий бронза железо, включающий формование биметаллической заготовки, ее спекание, кратковременный нагрев и горячее доуплотнение, отличающийся тем, что формование биметаллической заготовки осуществляют первоначальной засыпкой первого слоя с подпрессовкой его до пористости 40 45% и дальнейшей засыпкой второго слоя с окончательным совместным прессованием обоих слоев до пористости 15 20%
| Дорофеев Ю.Г | |||
| Динамическое горячее прессование в металлокерамике | |||
| М.: Металлургия, 1972, с.161 - 164. |
