Изобретение относится к области порошковой металлургии, в частности к способу изготовления триметаллических порошковых изделий бронза-железо-бронза.
Известен способ изготовления порошковых многослойных изделий, включающий подготовку компактной подложки, нанесение порошкового слоя покрытия с последующей термической и термомеханической обработкой (Н.В.Авдеев. Металлирование. М. Машиностроение, 1978, 184с.). Данная технология характеризуется низким качеством биметаллических изделий, ввиду низкой прочности соединения компактной подложки и порошкового слоя.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовление триметаллических пластин (Ю.Г.Дорофеев. Динамическое горячее прессование в металлокерамике. М. Металлургия, 1972, 176 с.). Способ включает подготовку подложки из малоуглеродистой стали путем пробивки отверстий по всей поверхности листовой жести, формирование трехслойной заготовки порошок-жесть-порошок, ее спекание и горячее доуплотнение.
Однако известный способ, характеризующийся применением в качестве подложки листовой жести с пробитыми отверстиями, не обеспечивает получение качественных многослойных порошковых изделий бронза-железо. Решаемая задача - повышение качества порошковых многослойных изделий бронза-железо за счет формования бездефектных заготовок, характеризующихся отсутствием расслоения между поверхностями порошкового покрытия и подложки.
Задача решается путем подготовки подложки, формования трехслойной заготовки порошок-подложка-порошок, ее спекания и горячего доуплотнения. Причем подготовка подложки включает формирование в компактной заготовке цилиндрических отверстий, имеющих заходные конические, с углом при вершине 60-120o, а также переходную цилиндрическую поверхности, расположенные с шагом, равным диаметру основания конуса, и обеспечивающих повышение объема внутренних полостей отверстий до 30-60 об. подложки.
На чертеже представлена схема осуществления предлагаемого способа: а - нижний порошковый слой в насыпном состоянии; б подложка с коническо-цилиндрическими отверстиями, установленная на нижний порошковый слой; в трехслойная порошковая заготовка в исходном насыпном состоянии; г - спрессованная давлением Pxп трехслойной заготовки.
Примеры конкретного выполнения.
Изготовление трехслойных порошковых дисков триботехнического назначения производят по следующей технологии.
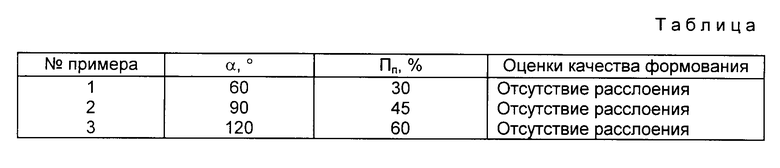
Засыпка в пресс-форму бронзового порошка Бр010; установка подложки с объемом внутренних полостей отверстий, составляющим 30 об. подложки (пример 1), 45 об. подложки (пример 2), 60 об. подложки (пример 3), и цилиндрическими отверстиями, расположенными с шагом 5 мм, имеющими заходные конуса с углом 60o (пример 1), 90o (пример 2), 120o (пример 3), (см. табл.): засыпка бронзового порошка верхнего слоя, совместное прессование трехслойной заготовки давлением Pхп=300 МПа, ее спекание при температере 780oC в течение 2 ч в среде диссоциированного аммиака и последующая горячая штамповка при температуре 780oC и удельной работе уплотнения 140 МДж/м3. При этом расслоения при холодном формовании, спекании и горячем воздухе доуплотнении не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ БРОНЗА - ЖЕЛЕЗО | 1993 |
|
RU2090311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1994 |
|
RU2061581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРИРОВАННЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090308C1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ДИСКОВ | 1991 |
|
RU2026155C1 |
Изобретение относится к порошковой металлургии и может быть использовано для изготовления изделий триботехнического назначения. Сущность изобретения. Предложен способ изготовления порошковых многослойных изделий, включающий подготовку подложки, формование трехслойной заготовки порошок-подложка-порошок, ее спекание и горячее доуплотнение. В подложке предварительно формируют цилиндрические отверстия, объем внутренних полостей которых составляет 30-60 об.% подложки, имеющих заходные конические поверхности с углом при вершине 60-120o и расположенных с шагом, равным диаметру основания конуса. 4 ил. 1 табл.
Способ изготовления порошковых многослойных изделий, включающий подготовку подложки путем формирования в ней отверстий, подготовку трехслойной заготовки порошок подложка порошок, ее спекание и горячее доуплотнение, отличающийся тем, что в подложке формируют цилиндрические отверстия, имеющие заходные конические поверхности с углом при вершине 60 120o, расположенные с шагом, равным диаметру основания конуса, при этом объем внутренних полостей отверстий составляет 30 60 от объема подложки.
| Дорофеев Ю.Г | |||
| Динамическое горячее прессование в металлокерамике | |||
| - М.: Металлургия, 1972, с.162 и 163. |
