Изобретение относится к области порошковой металлургии, в частности к способу изготовления низкопористых инфильтрованных медными сплавами порошковых материалов на основе железа.
Известен способ изготовления газонепроницаемых низкопористых материалов. /Ю.Г.Дорофеев, С.Н.Сергеенко // Опубл. Бюл. 1996, №2). Способ заключается в формовании двухслойной пористой порошковой заготовки, ее спекании и инфильтрации расплавами медных сплавов. Спекание совмещают с инфильтрацией, а двухслойную заготовку формуют путем засыпки в пресс-форму порошка подложки и его подпрессовки давлением 50...400 МПа с последующей засыпкой порошка легкоплавкого материала 10...25 мас.% от массы подложки и окончательного прессования давлением 400...700 МПа. Данный способ характеризуется высокой стоимостью технологии получения низкопористых порошковых материалов, ввиду необходимости использования порошков легкоплавких материалов.
Известен способ изготовления порошковых материалов, включающий формование пористой заготовки на основе порошка меди и ее спекание в расплаве стекла. Способ позволяет снизить затраты на изготовление порошковых материалов за счет использования расплава стекла вместо защитно-восстановительных газовых сред, однако данный способ характеризуется низким качеством порошковых материалов, связанным с их высокой пористостью / Гриценко С.В. "Порошковые бронзы, полученные с использованием обработанных в аттриторе порошков меди и бронзовой стружки"//Автореферат к диссертации на соискание ученой степени к.т.н. по специальности 05.16.06 "Порошковая металлургия и композиционные материалы". - Новочеркасск, 1996. - 21 с.
Наиболее близким техническим решением является способ изготовления низкопористых порошковых материалов (Патент РФ, 2167741 / Ю.Г.Дорофеев, С.Н.Сергеенко, А.В.Ганшин // Опубл. Бюл. №15, 27.05.2001). Способ заключается в формовании двухслойной пористой порошковой заготовки путем засыпки порошка тугоплавкой основы, его подпрессовки давлением 50...400 МПа с последующей засыпкой легкоплавкого материала в количестве 15...25 мас.% от массы подложки и окончательного прессования двухслойной заготовки давлением 600...800 МПа, ее спеканием, совмещенным с пропиткой, причем в качестве легкоплавкого материала инфильтрата используются стружковые отходы медных сплавов. Способ позволяет изготавливать низкопористые порошковые материалы с применением недорогого сырья, однако характеризуется малым количеством утилизируемой стружки.
Решаемая задача - снижение себестоимости получения низкопористых порошковых материалов при утилизации стружки медных сплавов.
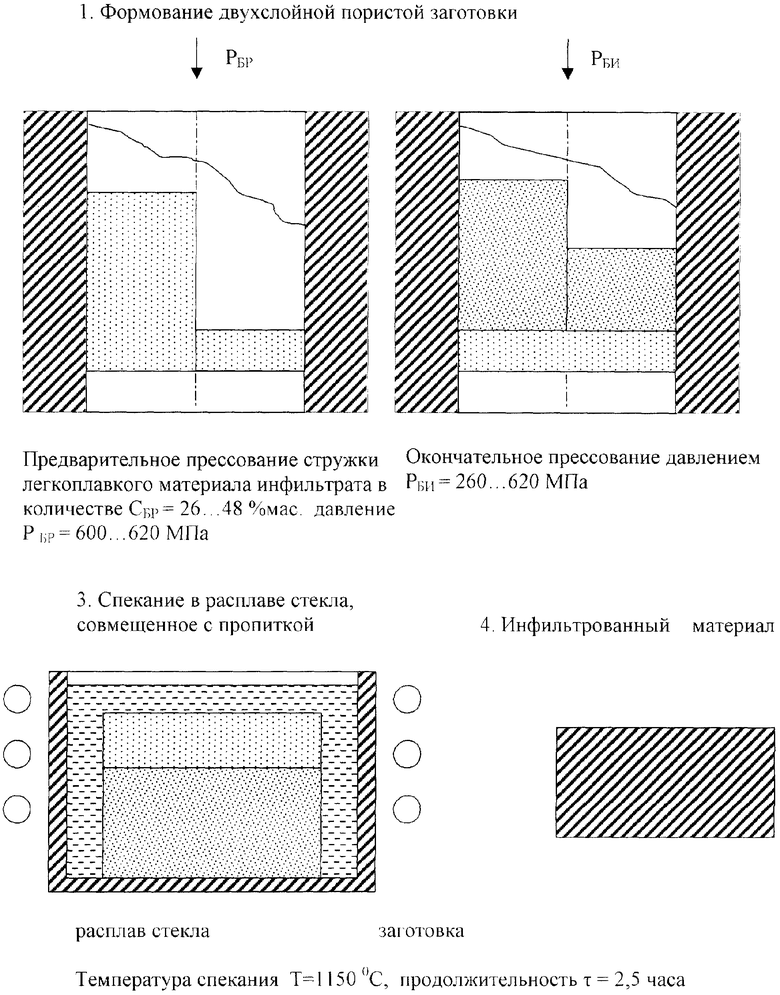
Задача решается путем формования двухслойной пористой порошковой заготовки, состоящей из тугоплавкого материала основы и легкоплавкого стружкового материала инфильтрата, ее спекания в расплаве стекла, совмещенного с пропиткой. Двухслойную заготовку формуют путем предварительного прессования стружки легкоплавкого материала инфильтрата с его расчетным количеством в заготовке 26...48 мас.% давлением 600...620 МПа с последующей засыпкой порошка тугоплавкого материала основы и проведения окончательного прессования давлением 260...620 МПа. Технология изготовления инфильтрованных материалов представлена на чертеже.
Пример 1. Формование стружкового брикета легкоплавкого материала инфильтрата давлением 600 МПа, с расчетным количеством стружки БрОЦС 5-5-5 (фракция 0,63...1,0 мм) в заготовке 26 мас.%. Засыпка тугоплавкого материала основы - железного порошка ПЖ 2.200.28 и формование двухслойной заготовки давлением 260 МПа. Спекание формовки, совмещенное с пропиткой, проводится в расплаве стекла (Na2SiO3) при температуре 1150°С в течение 2,5 часа. Содержание бронзы в инфильтрованном материале после спекания составляет 18,2 мас.%, а предел прочности при испытании на срез 334 МПа.
Пример 2. Формование стружкового брикета легкоплавкого материала инфильтрата давлением 610 МПа с расчетным количеством стружки БрОЦС 5-5-5 (фракция 0,63...1,0 мм) в заготовке 34 мас.%. Засыпка тугоплавкого материала основы - железного порошка и (формование двухслойной заготовки давлением 410 МПа. Спекание формовки, совмещенное с пропиткой, проводится в расплаве стекла (Na2SiO3) при температуре 1150°С в течение 2,5 часа. Содержание бронзы в инфильтрованном материале после спекания составляет 27,2 мас.%, а предел прочности при испытании на срез 370 МПа.
Пример 3. Формование стружкового брикета легкоплавкого материала инфильтрата давлением 620 МПа с расчетным количеством стружки БрОЦС 5-5-5 (фракция 0,63...1,0 мм) в заготовке 48 мас.%. Засыпка тугоплавкого материала основы - железного порошка и формование двухслойной заготовки давлением 620 МПа. Спекание формовки, совмещенное с пропиткой, проводится в расплаве стекла (Na2SiO3) при температуре 1150°С в течение 2,5 часа. Содержание бронзы в инфильтрованном материале после спекания составляет 32 мас.%, а предел прочности при испытании на срез 340 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2167741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ СТРУЖКОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234394C2 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |
| Способ получения сплава из порошка свинцовой латуни ЛС58-3 | 2023 |
|
RU2810417C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1994 |
|
RU2061581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2080210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2277457C2 |
| Способ получения инфильтрованных порошковых материалов на основе железа | 1990 |
|
SU1792804A1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению низкопористых порошковых материалов на основе железа. В пресс-форму засыпают стружку легкоплавкого материала в количестве 26-48 мас.% и проводят предварительное прессование при давлении 600-620 МПа. Затем засыпают порошок железа и проводят окончательное прессование при 260-620 МПа с получением двухслойной заготовки. Полученную заготовку спекают в расплаве стекла с одновременной пропиткой легкоплавким материалом. Способ позволяет увеличить количество утилизируемой стружки и снизить себестоимость получаемых материалов. 1 ил.
Способ изготовления низкопористых порошковых материалов, включающий формование двухслойной порошковой заготовки путем засыпки в пресс-форму порошка железа и стружки легкоплавкого материала, предварительное и окончательное прессование и спекание заготовки в расплаве стекла с одновременной пропиткой легкоплавким материалом, отличающийся тем, что сначала в пресс-форму засыпают стружку легкоплавкого материала в количестве 26-48 мас.%, проводят предварительное прессование при давлении 600-620 МПа, затем засыпают порошок железа и проводят окончательное прессование при 260-620 МПа.
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2167741C2 |
| RU 2052322 C1, 20.01.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

