Изобретение относится к ремонтному производству, в частности к способам восстановления цилиндрических поверхностей трения деталей типа «вал», имеющих упорные торцевые поверхности (буртики или щеки) по длине с двух сторон, например шеек коленчатых валов, изношенных сверх последнего ремонтного размера.
Известны способы восстановления изношенных поверхностей валов нанесением различных покрытий (наращиванием) после предварительной механической обработки: наплавка, напыление, гальванические покрытия. Известен способ восстановления шеек коленчатых валов электроконтактной приваркой стальной ленты. Указанные способы восстановления широко описаны как в научной, так и учебно-методической литературе [Курчаткин В.В. Надежность и ремонт машин: учебник / В.В. Курчаткин, Н.Ф. Тельнов, К.А. Ачкасов и др. - М.: Колос, 2000. - 776 с.], [Корнеев В.М. Технология ремонта машин: учебник / В.М. Корнеев, В.С. Новиков, И.Н. Кравченко и др. - Москва: ИНФРА-М, 2018. - 314 с.]. Основным недостатком указанных способов восстановления валов является высокое температурное воздействие, то есть сильный нагрев детали, что приводит к искажению ее геометрической формы. Особенно такой недостаток нежелателен для коленчатых валов, к которым предъявляются высокие требования к уравновешиванию, достигаемому динамической балансировкой, а также к допускам расположения поверхностей. Что касается нанесения гальванических покрытий, то недостатком этого способа восстановления коленчатых валов является высокая трудоемкость и сложность нанесения покрытия относительно большой толщины, сложность самого технологического процесса.
Указанные недостатки обуславливают необходимость поиска технологического решения, направленного на снижение температурного воздействия на восстанавливаемую деталь. В этой связи в качестве аналога следует рассмотреть следующий способ восстановления коленчатых валов [Патент РФ №2235009 (авторы Зуев А.А., Цыплаков В.Г., Федорищев А.А.)]. Суть предложенного способа состоит в том, что после предварительной механической обработки изношенных шеек коленчатого вала на обработанную поверхность устанавливаются стальные полукольцевые накладки с соответствующей термообработкой, толщина которых предусматривает припуск на шлифование в номинальный размер шейки вала. Затем стыки накладок завариваются с приваркой к шейке вала. После охлаждения накладок образуется соединение с натягом между шейкой вала и установленными накладками. Для дополнительной прочности соединения накладок с шейкой вала авторы изобретения также предусматривают установку электрозаклепок по окружности шейки вала. В связи с тем, что основное температурное воздействие на шейку вала осуществляется в стыке полукольцевых накладок, а не по всей площади цилиндрической поверхности шейки, как, например, при наплавке, данный способ обеспечивает значительно меньшее искажение геометрической формы коленчатого вала. Тем не менее, хоть и не значительное, но температурное воздействие на коленчатый вал при рассмотренном способе восстановления все-таки имеет место. Поэтому до настоящего времени остается актуальным поиск технологического способа восстановления шеек коленчатых валов с минимальным термическим воздействием или устранением его вовсе.
Известен способ восстановления коленчатых валов [Патент РФ №2007287], который устраняет недостаток аналога и принят за прототип. Отличительной особенностью прототипа является предварительная механическая обработка по всей ширине шейки с образованием галтелей с поднутрением в щеках коленчатого вала, установка с натягом полукольцевых накладок на демпфирующем клеевом покрытии, торцы которых соответствуют профилю прилегающих галтелей. Таким образом, способ восстановления шеек коленчатых валов, принятый за прототип, полностью устраняет термическое воздействие на шейки валов и, как следствие, искажение геометрической формы вала. К недостаткам данного способа можно отнести относительную сложность механической обработки галтелей с поднутрением в щеках коленчатого вала и торцевых поверхностей полукольцевых накладок, форма которых должна соответствовать галтелям. Также не предусмотрено создание искусственной шероховатости на шейках вала и на внутренних поверхностях полукольцевых накладок для более прочного клеевого соединения, например, когда в качестве клея используется эпоксидная композиция.
Технической задачей изобретения является разработка способа восстановления шеек коленчатых валов приклеиванием полукольцевых накладок, обеспечивающего:
- относительно простую с технологической точки зрения механическую обработку изношенных шеек коленчатого вала перед установкой полукольцевых накладок;
- создание искусственной шероховатости на шейках вала после предварительной обработки и на внутренних поверхностях полукольцевых накладок для боле прочного клеевого соединения;
- правильное место расположения стыков полукольцевых накладок на шейках вала при приклеивании;
- обеспечение равномерного прилегания внутренних поверхностей полукольцевых накладок к шейкам коленчатого вала, как по ширине, так и по общей окружности накладок;
- обеспечение полного и качественного пропитывания клеем соприкасаемых поверхностей и отдельных участков полукольцевых накладок и шеек коленчатого вала.
Поставленная задача решается предлагаемым способом в следующей последовательности:
1. Изготавливаются стальные кольца, диаметр и толщина которых выбираются с учетом номинального диаметра шейки вала, последнего ремонтного размера, остаточной толщины после возможного шлифования шейки после восстановления на последний ремонтный размер, припусков на механическую обработку внутренней и наружной поверхностей.
2. В кольцах сверлятся отверстия под масляные каналы шеек коленчатого вала. Снимаются фаски в отверстиях.
3. Производится термообработка колец, например, закалка в масле и низкий отпуск.
4. Для удаления окалины после термообработки механически обрабатываются торцевые поверхности колец.
5. Кольца разрезаются на две полукольцевые накладки, например, абразивным диском с помощью углошлифовальной машинки. При этом необходимо обеспечить условие, чтобы после совмещения отверстий в накладках с отверстиями масляных каналов в шейках коленчатого вала вектор максимального усилия, которое при работе двигателя будет действовать со стороны шатуна на шатунную шейку вала, и реакция опоры (коренного подшипника), которая будет действовать на коренную шейку вала, были перпендикулярны прямой линии, соединяющей стыки полукольцевых накладок в поперечном разрезе шейки.
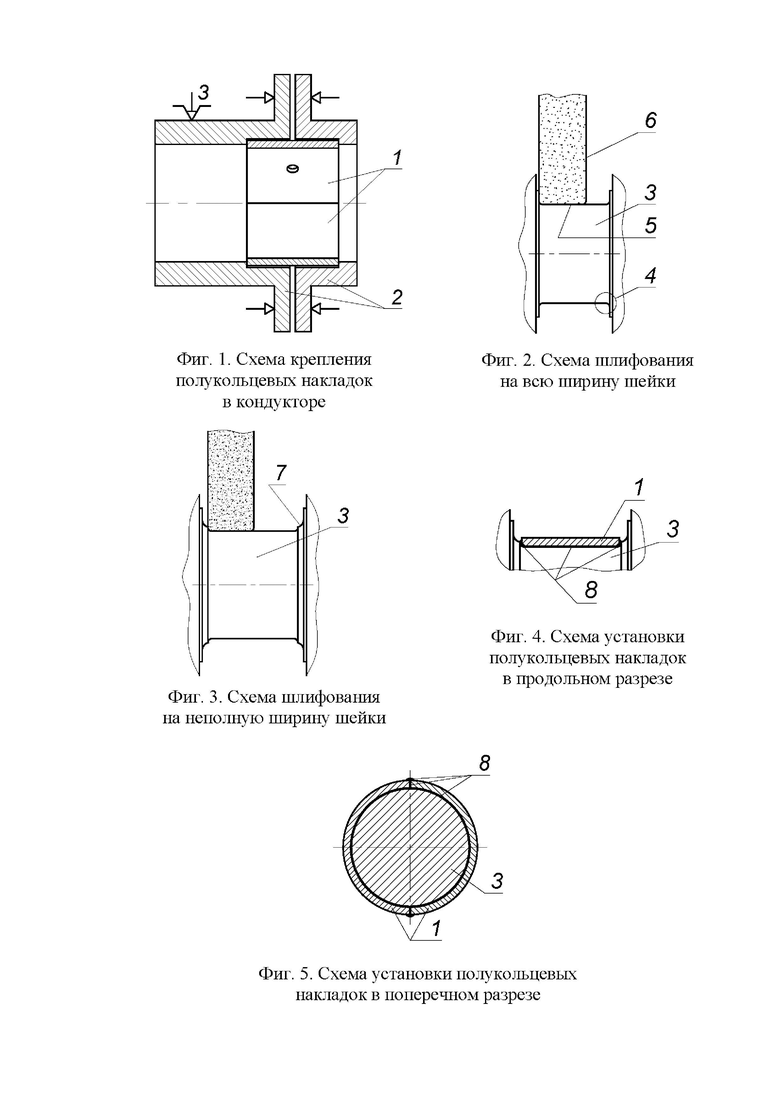
6. Производится чистовая механическая обработка внутренних поверхностей пары полукольцевых накладок 1 при одновременном их закреплении в кондукторе 2 (фиг. 1) таким образом, что бы усилие закрепления было приложено к торцевым поверхностям накладок равномерно по окружности и направлено вдоль оси их общей цилиндрической поверхности. На внутренних поверхностях с обеих сторон снимаются фаски, предотвращающие контакт полукольцевых накладок с поверхностями галтелей коленчатого вала при последующей установке.
Производить чистовую обработку внутренних поверхностей полукольцевых накладок именно после термической обработки и разрезания кольца предлагается с целью обеспечения требуемой общей цилиндричности обрабатываемых поверхностей, так как при термообработке кольца неизбежно искажение его геометрической формы, а при разрезании кольца происходит искажение формы полукольцевых накладок под действием внутренних напряжений.
7. На внутренних поверхностях полукольцевых накладок при неизменном закреплении, достигнутом при их чистовой обработке, создается искусственная шероховатость, например, нарезается «рваная» резьба.
8. Производится шлифование изношенных шеек коленчатого вала до диаметра, равному внутреннему диаметру изготовленных полуколец:
- либо на всю ширину шейки 3, если радиус галтелей 4 после шлифования может быть равен радиусу перехода периферийной поверхности 5 шлифовального круга к его торцевой поверхности 6 (фиг. 2);
- либо на длину, несколько меньшую ширины шейки, если первоначальный радиус галтели 7 существенно больше радиуса перехода периферийной и торцевой поверхностей круга (фиг. 3).
9. На поверхностях шеек коленчатого вала также создается искусственная шероховатость. Например, нарезается «рваная» резьба, но возможны и другие способы создания искусственной шероховатости.
10. Путем прикладывания и прижимания полукольцевых накладок к шейке коленчатого вала проверяется наличие зазора 0,2…0,3 мм в обоих стыках накладок. При отсутствии зазора производится дополнительная механическая обработка стыковых поверхностей накладок, например, с использованием обдирочно-шлифовального станка.
11. Полукольцевые накладки обезжириваются и приклеиваются по всей общей внутренней цилиндрической поверхности к обработанной шейке коленчатого вала, поверхность которой также должна быть обезжирена. В качестве клея может использоваться эпоксидная композиция (эпоксидная смола и отвердитель) с наполнителем (например, алюминиевой пудрой). Для поджатия накладок к шейкам вала используется струбцина с призматическими губками.
После установки полукольцевых накладок, клей будет заполнять поры поверхностей, на которых была создана искусственная шероховатость. Поэтому, для повышения прочности клеевого соединения необходимо периодически дополнительно наносить клей в стыках накладок и вдоль их торцевых поверхностей до прекращения процесса впитывания клея. После затвердевания клея в зонах проклеивания 8 не должно оставаться непроклеенных участков между внутренними поверхностями полукольцевых накладок и обработанными поверхностями шеек коленчатого вала (фиг. 4), а в стыках накладок должен оставаться бугорок (валик) застывшего клея (фиг. 5).
12. После окончательного затвердевания клея производится шлифование шеек коленчатого вала в номинальный размер.
Таким образом, предлагаемый способ восстановления коленчатых валов решает техническую задачу, поставленную выше, и направлен на обеспечение необходимой прочности и долговечности соединения полукольцевых накладок с шейками коленчатого вала при его нормальной эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления цилиндрических поверхностей деталей путем приклеивания полукольцевых накладок | 2022 |
|
RU2791718C1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
Изобретение относится к ремонтному производству, в частности к восстановлению цилиндрических поверхностей трения деталей, в том числе шеек коленчатых валов, изношенных сверх последнего ремонтного размера. На внутренних поверхностях полукольцевых накладок с обеих сторон снимают фаски. Шлифование изношенных шеек коленчатого вала до диаметра, равного общему внутреннему диаметру изготовленных полукольцевых накладок, производят в зависимости от начального радиуса галтелей коленчатого вала: на всю ширину шейки вала, если радиус галтелей равен радиусу перехода периферийной поверхности шлифовального круга к его торцевой поверхности, или на неполную ширину шейки вала, если радиус галтелей больше радиуса перехода периферийной и торцевой поверхностей шлифовального круга, при этом на внутренних поверхностях полукольцевых накладок и на шейках коленчатого вала перед приклеиванием упомянутых накладок создают искусственную шероховатость путем нарезания «рваной» резьбы. Изобретение обеспечивает равномерное прилегание внутренних поверхностей полукольцевых накладок к шейкам коленчатого вала за счет создания искусственной шероховатости на шейках вала и на внутренних поверхностях накладок для более прочного клеевого соединения. 5 ил.
Способ восстановления шеек коленчатых валов, включающий изготовление полукольцевых накладок путем разрезания прошедших термическую обработку стальных колец, в которых заранее просверливают отверстия под масляные каналы коленчатого вала, при этом осуществляют шлифование изношенных шеек коленчатого вала до диаметра, равного общему внутреннему диаметру изготовленных полукольцевых накладок, приклеивание полукольцевых накладок к шейкам коленчатого вала и шлифование наружных поверхностей полукольцевых накладок до номинального размера шеек коленчатого вала, отличающийся тем, что разрезание стальных колец на полукольцевые накладки осуществляют с учетом того, что после совмещения отверстий в упомянутых накладках с отверстиями масляных каналов в шейках коленчатого вала вектор максимального усилия, которое при работе двигателя будет действовать со стороны шатуна на шатунную шейку вала, и максимальная реакция опоры коренного подшипника, которая будет действовать на коренную шейку вала, перпендикулярны прямой линии, соединяющей стыки полукольцевых накладок в поперечном разрезе шейки,
- дополнительно проводят чистовую механическую обработку внутренних поверхностей полукольцевых накладок с обеспечением общей цилиндричности обрабатываемых поверхностей, которую осуществляют в кондукторе таким образом, что усилие закрепления прикладывается к торцевым поверхностям упомянутых накладок равномерно по окружности и направлено вдоль оси их общей цилиндрической поверхности,
- на внутренних поверхностях полукольцевых накладок с обеих сторон снимают фаски, которые предотвращают контакт полукольцевых накладок с поверхностями галтелей коленчатого вала при последующей установке,
- шлифование изношенных шеек коленчатого вала до диаметра, равного общему внутреннему диаметру изготовленных полукольцевых накладок, производят в зависимости от начального радиуса галтелей коленчатого вала: на всю ширину шейки вала, если радиус галтелей равен радиусу перехода периферийной поверхности шлифовального круга к его торцевой поверхности, или на неполную ширину шейки вала, если радиус галтелей больше радиуса перехода периферийной и торцевой поверхностей шлифовального круга, при этом на внутренних поверхностях полукольцевых накладок и на шейках коленчатого вала перед приклеиванием упомянутых накладок создают искусственную шероховатость путем нарезания «рваной» резьбы.
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| СПОСОБ РЕМОНТА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2074802C1 |
| Индикатор токов утечки | 1940 |
|
SU68114A1 |
| US 3254970 A, 07.06.1966. | |||

