Изобретение относится к области обработки металлов давлением, в частности к разделительным процессам, и может быть использовано во всех отраслях народного хозяйства для получения высококачественных полос произвольной длины преимущественно из волокнистых композиционных материалов на металлической основе.
Улучшение тактико-технических характеристик летательных аппаратов невозможно без применения новых материалов и, прежде всего, волокнистых композиционных материалов на металлической основе. При этом, как известно, наиболее эффективной областью их применения является местное упрочнение конструкции высокопрочными и высокомодульными накладками, что существенно увеличивает жесткость конструкции, обеспечивая последней требуемую размерную стабильность.
Вместе с тем, одним из определяющих условий эффективного применения усиливающих полос (накладок) является их качественное изготовление. При этом имеется ввиду не только их соответствие геометрическим стандартам, но и степень дробления упрочняющих волокон по периметру полос (накладок), имеющая место в процессе изготовления полос (накладок).
Известен способ отрезки припуска слоисто-волокнистых композиционных материалов, включающий фиксацию заготовки в штампе путем приложения сжимающих усилий, направленных параллельно плоскости разделения, а также приложение фиксирующих усилий, направленных перпендикулярно указанному и последующее разделение путем приложения усилия в направлении, параллельном плоскости заготовки (авторское свидетельство 1263398, В 26 D 1/04, 1986 г.).
В основу изобретения положена задача создания способа получения полос путем отрезки припуска, при котором листовую заготовку размещают на матрице, ее фиксируют и, прикладывая усилие в направлении, перпендикулярном плоскости заготовки, осуществляют процесс разделения по двум плоскостям, согласно изобретению, применительно к длинномерным полосам из волокнистого композиционного материала на металлической основе, фиксирование заготовки производят путем приложения сжимающего усилия к ее боковым поверхностям, далее осуществляя локальное нагружение центральной части заготовки, вызывают внедрение в нее режущих кромок матрицы, после чего производят перемещение локально приложенного усилия по длине заготовки с последующим повторением операций до окончательного формирования полосы.
В процессе патентно-технического поиска заявителем не были обнаружены технические решения, имеющие сходные отличительные признаки.
Осуществление предлагаемого способа получения полос позволяет изготавливать высококачественные длинномерные полосы без привнесения фактора дробления упрочняющих волокон. Это обьясняется тем, что в предлагаемом решении:
реализуется обьемная схема всестороннего неравномерного сжатия в очаге деформации;
устраняется возможность изгиба отделяемой части в процессе получения полосы;
процесс разделения дозируется этапами, в пределах которых деформации сдвига заготовки по толщине могут быть эффективно управляющими.
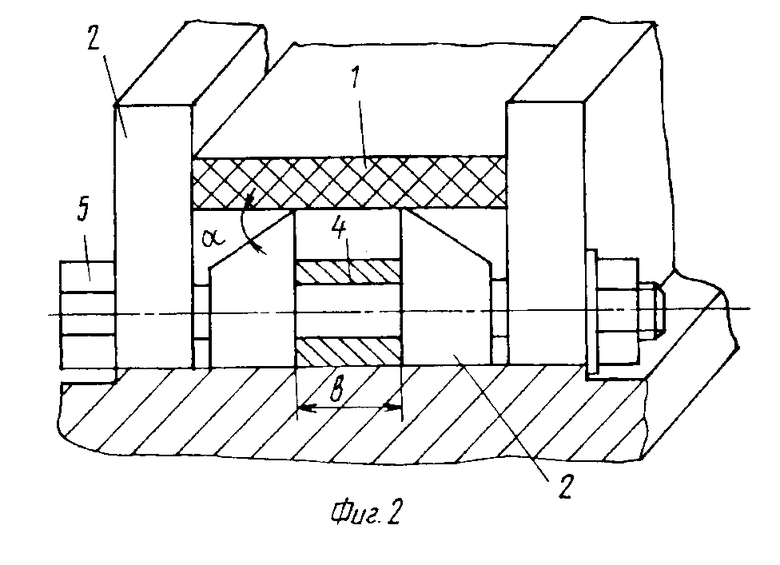
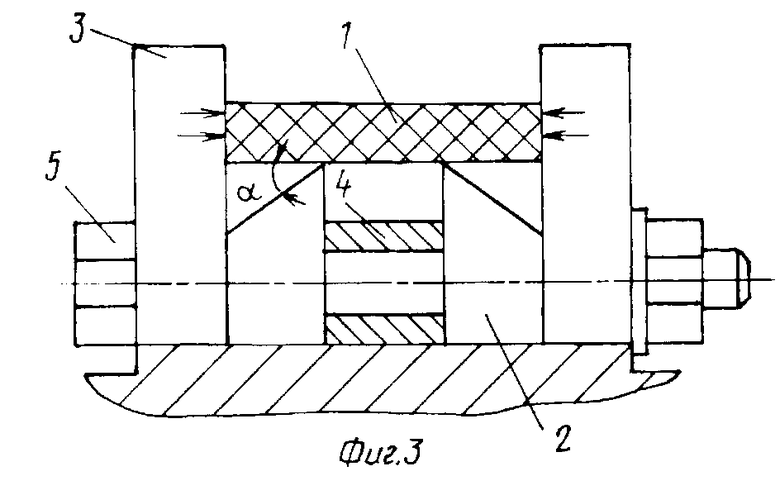
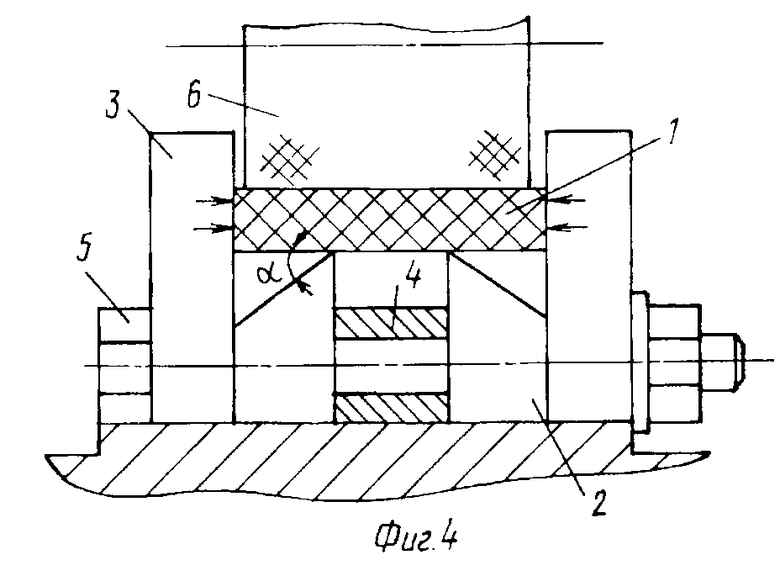
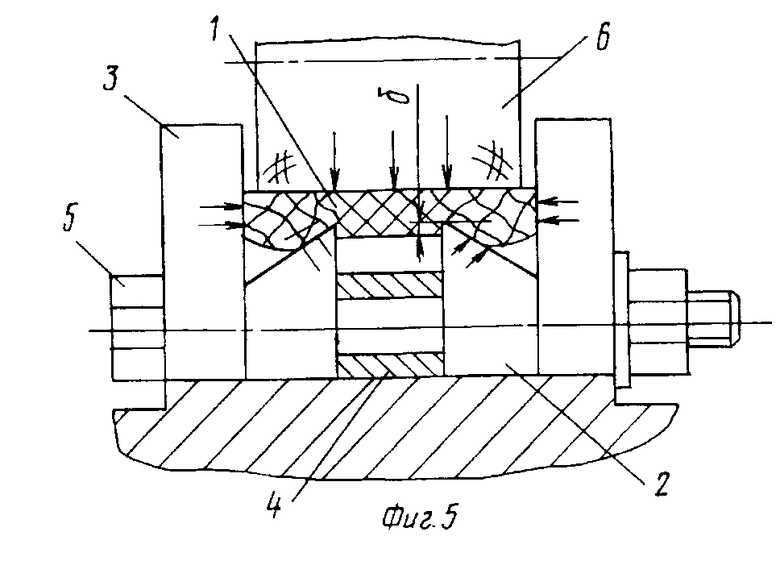
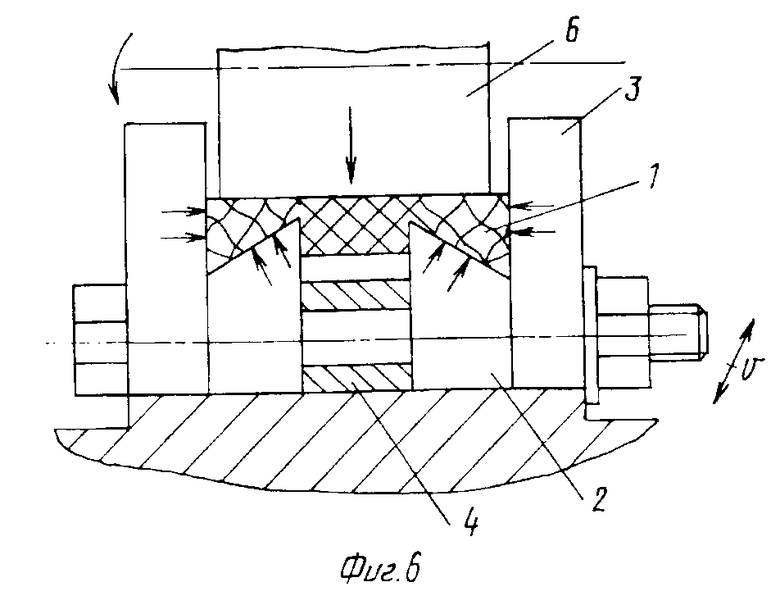
На фиг. 1 показана листовая заготовка, например бороалюминиевая, полученная методом прокатки или шагового диффузионного прессования и имеющая геометрические размеры: длину"L", ширину "В" и толщину "n"; на фиг.2 - исходное положение листовой заготовки и фрагмента технологической оснастки перед фиксированием заготовки; на фиг. 3 зафиксированная листовая заготовка в технологической оснастке посредством приложения сжимающего усилия "P" к боковым ее поверхностям; на фиг.4 исходное положение технологической оснастки с зафиксированной в ней листовой заготовкой перед локальным нагружением центральной части последней; на фиг. 5 стадия окончания локального нагружения центральной части листовой заготовки; на фиг.6- перемещение локально приложенного усилия к листовой заготовке по ее длине.
Лучший вариант реализации способа получения полос состоит в следующем.
Листовую заготовку 1, например из бороалюминия, перекрестного армирования получают прокаткой в валках или шаговым диффузионным прессованием. Геометрические размеры заготовки 1: длина "L", толщина "n", ширина "B", причем ширина "B" несколько большая, чем требуемая, т.е. B = в+Δв где в чистовой размер полосы по ширине, Δв припуск. Длина "L", как впрочем и другие геометрические размеры, может быть произвольной (фиг.1).
Для получения полос используется технологическая оснастка, состоящая из ножей 2, имеющих наклонные подвижные режущие кромки, направляющих планок 3. Последние посредством резьбовых соединений закреплены с ножами 2. Такое разьемное соединение позволяет обеспечивать легкость шлифовки режущих кромок ножей 2 при их затуплении.
В комплекте технологической оснастки предусмотрены размерные втулки 4 и болтовые соединения 5.
Число размерных втулок 4 и болтовых соединений 5 выбирается из условия обеспечения требуемой жесткости технологической оснастки.
Далее листовую заготовку 1 размещают на ножах 2 (фиг.2) и, прикладывая крутящий момент к гайкам болтовых соединений 5, осуществляют нагружение болтовых ее поверхностей сжимающих усилием "P" (фиг.3). Затем производят локальное нагружение центральной части листовой заготовки 1 с помощью ролика 6 (фиг. 4). На окончательной стадии локального нагружения листовой заготовки 1 имеет место внедрение в нее режущих кромок ножей 2 на глубину δ (фиг. 5).
После чего производят перемещение локально приложенного усилия по длине "L" заготовки 1, например, перемещением технологической оснастки относительно ролика 6 (фиг.6).
Таким образом, повторяя операции локального нагружения центральной части листовой заготовки 1 с перемещением приложенного усилия по ее длине и обеспечивает процесс окончательного формирования полосы.
На завершающей стадии процесса формирования полосы, если требуется, возможно использование технологических прокладок из мягкого материала, например технически чистого алюминия АДО, с целью повышения стойкости режущих кромок ножей 2.
Чем же обеспечивается повышенное качество получаемых полос? Геометрический размер "B" по ширине определяется точностью изготовления размерных втулок 4 по длине. Целостность же упрочняющих волокон композиционного материала обеспечивается устранением возможной их деформации, созданием обьемной схемы всестороннего неравномерного сжатия; невозможностью распространения магистральной разрушающей трещины на любом из этапов деформирования листовой заготовки 1; локальностью очага деформации; одновременным перемещением всего поперечного сечения заготовки относительно режущих кромок ножей 2.
Объемная же схема напряженно-деформированного состояния в очаге деформации обеспечивается равенством объемов припуска свободным объемом, образуемым наклоном режущих кромок ножей 2 на угол a
Следовательно, технологическими параметрами, определяющими новый технологический процесс, являются:
величина одностороннего припуска в/2;
глубина внедрения d режущих кромок ножей 2 в заготовку 1 на каждом из этапов локального ее нагружения;
угол наклона ножей к горизонтальной плоскости;
радиус ролика 6;
скорость перемещения "V" полосы относительно ролика 6.
В отработке технологических режимов получения полос использовалась листовая заготовка из бороалюминия перекрестного армирования толщиной 1,1 мм, шириной 26 мм и длиной 650 мм. Обьемная доля упрочняющих волокон составляла 50% Схема армирования предусматривала расположение четырех слоев плазменной ленты вдоль листовой заготовки и двух слоев плазменной ленты в поперечном направлении. Исходная ширина полосы составляла 32 мм.
Полосы изготавливались с чистовым размером по ширине, равным 22±0,1 мм. Технологическая оснастка, а также ролик изготавливались из инструментальной стали У8А с твердостью после закалки HRCэ 50-52 ед.
Pежущие кромки ножей составляли с горизонталью угол a45o. Pадиус ролика был выбран 50мм.
В качестве технологического оборудования использовался горизонтальный фрезерный станок, обеспечивающий шаг подъема стола через 0,1 мм. Металлографические исследования боковых поверхностей полос не выявили какого-либо дробления упрочняющих волокон в пределах всей длины полосы, привносимого процессом разделения. Шероховатость поверхностей разделения лежала в пределах Rа 1,25-2,5.
Изобретение применимо для изготовления полос произвольных геометрических размеров из металлокомпозитов, типа бороалюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2015784C1 |
| Способ получения отверстий | 1991 |
|
SU1811945A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ обрезки припуска по контуру листовых заготовок | 1988 |
|
SU1669715A1 |
| Способ изготовления заклепок | 1991 |
|
SU1780916A1 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
| Способ получения отверстий в листовом материале | 1990 |
|
SU1810179A1 |
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Способ усталостных испытаний листовых материалов с отверстиями под крепежные элементы | 1984 |
|
SU1225934A1 |
Использование: отрасли народного хозяйства, получение высококачественных полос произвольной длины преимущественно из волокнистых композиционных материалов на металлической основе. Сущность изобретения: заготовку фиксируют путем приложения сжимающего усилия к ее боковым поверхностям. Далее осуществляют локальное нагружение в центральной части заготовки. Внедряют в нее режущие кромки матрицы. После чего производят перемещение локально приложенного усилия по длине заготовки с последующим повторением операции до окончательного формирования полосы. 6 ил.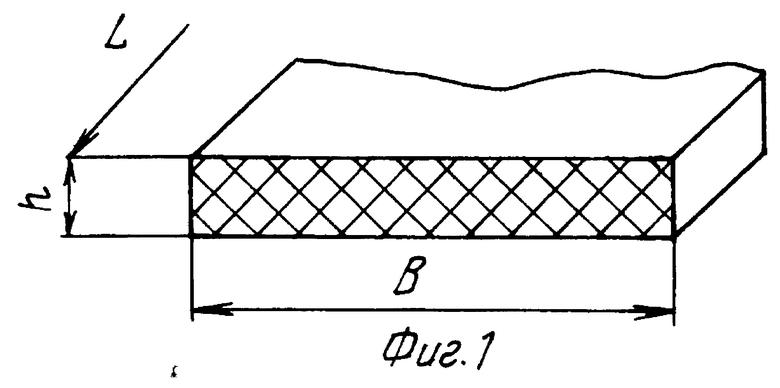
Способ отрезки припуска преимущественно на листовых заготовках из волокнистых композиционных материалов, при котором заготовку фиксируют на штампе путем приложения сжимающих усилий, направленных перпендикулярно плоскости разделения, и последующего разделения относительно режущих кромок матрицы путем приложений сжимающих усилий в направлении, параллельном плоскости разделения заготовки, отличающийся тем, что фиксирующие заготовку на штампе усилия прикладывают с обеих ее сторон, а последующее разделение осуществляют приложением сжимающих усилий только с одной стороны заготовки, для чего первоначально нагружают центральную часть заготовки, вызывая внедрение в нее режущих кромок матрицы, и затем производят перемещение локально приложенных усилий в направлении длины заготовки с необходимым повторением операций до окончательного отделения припуска.
| SU, авторское свидетельство, 1263398, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
