Изобретение относится к клепально- сборочным работам, в частности; к способам получения заклепок, преимущественно для клепки пакетов из волокнистых композиционных материалов.
Известен способ изготовления заклепок, заключающийся в выполнении следующей последовательности операций: отрезка мерной длины заготовки, фиксация части ее в штамповой оснастке и последующее образование закладной головки в процессе осевого пластического сжатия свободной длины заготовки...
Недостатком известного способа являются относительно большие геометрические размеры заклепок для передачи больших по величине эксплуатационных нагрузок; последнее существенно повышает концентрацию напряжений и, особенно, в
пакетах из волокнистых композиционных материалов.
. Известен также способ изготовления заклепок, заключающийся в отрезке мерной длины заготовки, фиксации части ее длины в штамповой оснастке и последующем образовании закладкой головки путем осевого пластического сжатия свободной части заготовки.
Недостатком известного способа является тот факт, что увеличение прочностных характеристик заклепки на срез, наряду с уменьшением геометрических размеров заклепки, не обеспечивает адекватного повышения прочностных -характеристик закладной головки на отрыв. В результате при работе силовой точки предсказуемы место и вид ее разрушения.
О
ю
л Ov
Целью изобретения является повышение прочностных характеристик заклепки в области закладной головки.
Поставленная цель достигается тем, что в способе изготовления заклепок, при кото- ром отрезают мерную длину заготовки, фиксируют часть ее длины в штамповой оснастке с последующим образованием закладной головки путем осевого пластического сжатия свободной части заготовки, со стороны головки выполняют глухой осевой канал, устанавливают в канал цилиндрический вкладыш с длиной, меньшей глубины канала, выполненный из высокопрочного материала, затем производят пластическое сжатие головки заклепки на поверхности с диаметром, меньшим диаметра стержня, с заполнением свободного объема полости над вкладышем материалом головки, после чего осуществляют осевой сдвиг стержня заклепки относительно закладной головки путем приложения усилия к торцу стержня заклепки.
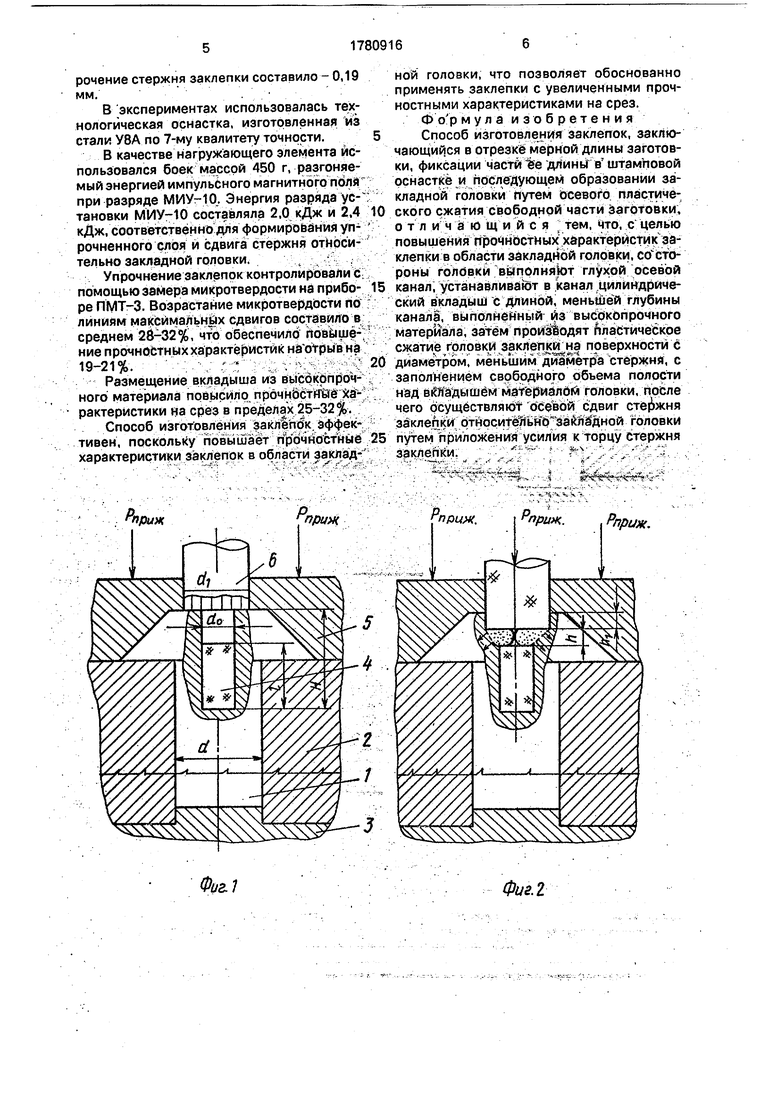
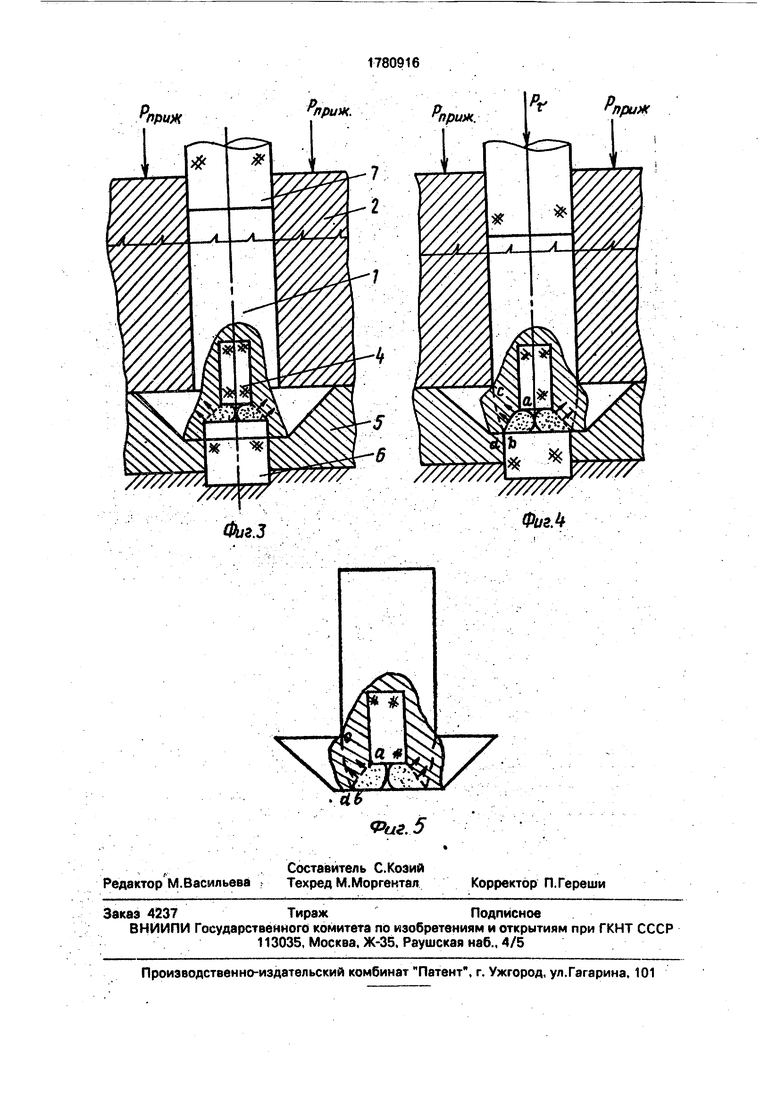
На фиг.1 показано исходное положение заклепки и штамповой оснастки перед осу- щеетвлением пластического сжатия материала заклепки, на диаметре, меньшем диаметра стержня; на фиг.2 - окончание стадии пластического сжатия материала заклепки; на фиг.З - исходное положение за- клепки и штамповой оснастки перед осуществлением осевого сдвига стержня заклепки относительно закладной головки; на фиг.4 - стадия окончания осевого сдвига стержня заклепки относительно закладной головки; на фиг.5 - упрочненная заклепка.
В заклепке 1, например из алюминиевого сплава В65, со стороны закладной головки образуют глухой осевой канал диаметром do и глубиной h. Затем заклепку 1 размещают в контейнере 2, при этом торец заклепки 1 контактирует с цилиндрическим выступом плиты 3. Далее в канал заклепки 1 устанавливают цилиндрический вкладыш 4 из высокопрочного материала. Причем длина I цилиндрического вкладыша 4 меньше глубины канала h.
Затем производят фиксирование усилием Рприж заклепки 1 с помощью прижима 5, имеющего отверстие, соосное оси глухого осевого канала в заклепке 1. В отверстие прижима 5 устанавливают цилиндрический пуансон б с диаметром di, меньшим диаметра стержня заклепки 1.
Реализация изобретения осуществля- ется следующим образом.
При воздействии импульсным усилием Р на торец пуансона 6 создают контактные давления, обуславливающие пластическое течение материала заклепки 1 в свободный
п
объем глухого осевого канала. В результате этого течения над цилиндрическим вкладышем 4t формируют упрочненный слой толщиной h и образуют углубление диаметром di и глубиной hi.
Толщина упрочненного слоя h рассчитывается по формуле;
(d -dlKh-Q d
Формирование упрочненного слоя вызывает на поверхности, образуемой линиями максимального сдвига ab, появление радиального давления (показано на фиг.2 стрелками).
С целью интенсификации процесса упрочнения материала заклепки 1 в области закладной головки дополнительно производят сдвиг стержня заклепки 1 относительно ее закладной головки, для чего плиту 3 заменяют на пуансон 7, а пуансон 5 удаляют из углубления в заклепке 1 и устанавливают таким образом, чтобы рабочий его торец располагался в плоскости недеформированной поверхности закладной головки. Через контейнер 2 осуществляют фиксацию заклепки 1 усилием прижима Рприж.
При воздействии импульсным усилием RЈ на торец пуансона 7 вызывают выдавливание материала из области стержня в свободный объем углубления. Тем самым обеспечивается осевой сдвиг материала заклепки на поверхности, определяемой диаметром ее стержня (фиг.4), и образование линий максимальных сдвигов (cd).
Процесс осевого Сдвига стержня заклепки 1 завершают на стадии, когда поверхность упрочненного слоя достигнет плоскости рабочего торца пуансона 6.
Способ прошел опытно-промышленную проверку при изготовлении упрочненных заклепок из алюминиевого сплава В65.
В качестве заготовок выбирались заклепки С плЪс коскругленной головкой диаметром 4,0 мм и длиной стержня 11 мм (ГОСТ 34073-85).
В заклепках производили высверливание глухих осевых каналов диметром 1,5 мм и глубиной 5,2 мм. В глухой канал плотно устанавливали цилиндрический стержень из стали ЗОХГСА длиной, равной 4,0 мм.
Затем производили пластичное сжатие материала заклепки на диаметре, равном 2,5 мм.
В результате формировали упрочненный слой толщиной 0,77 мм и образовывали углубление с глубиной 0.5 мм, после чего выполняли сдвиг стержня заклепки с заполнением свободного объема углубления. Укорочение стержня заклепки составило - 0,19 мм.
В экспериментах использовалась технологическая оснастка, изготовленная из стали У8А по 7-му квалитету точности.
В качестве нагружающего элемента использовался боек массой 450 г, разгоняемый энергией импульсного магнитного поля при разряде МИУ-10. Энергия разряда установки МИУ-10 составляла 2,0 кДж и 2,4 кДж, соответственно для формирования уп- рочненного слоя и сдвига стержня относительно закладной головки.
Упрочнение заклепок контролировали с помощью замера микротвердости на прибо- ре ПМТ-3. Возрастание микротвердости по линиям максимальных сдвигов составило в среднем 28-32%, что обеспечило повышение прочностных характеристик на отрыв на 19-21%.- ,/
Размещение вкладыша из высокопрочного материала повысило прочностНШ характеристики на срез в пределах 25-32%.
Способ изготовления закл1пок эффективен, поскольку повышает прочностные характеристики заклепок в области закладной головки, что позволяет обоснованно применять заклепки с увеличенными прочностными характеристиками на срез. Ф о р мула изобретения Способ изготовления заклепок, заключающийся в отрезке мерной длины заготовки, фиксации части ее длины в штамповой оснастке и последующем образовании закладной головки путем осевого пластического сжатия свободной части заготовки, отличающийся тем, что, с целью повышения прочностных характеристик заклепки в области закладной головки, соьстороны головки выполняют глухой осевой канал, устанавливают в канал цилиндрический вкладыш с длиной, меньшей глубины канала, выполненный из высокопрочного материала, затем производят пластическое сжатие головки заклепки на поверхности с диаметром, меньшим диаметра стержня, с заполнением свободного объема полости над вкладышем материалом головки, после чего осуществляют осевой сдвиг стержня заклепки относителъноЧзакла дной головки путем приложения усилия к торцу стержня заклепки. ч 

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| Способ изготовления полутрубчатых заклепок | 1991 |
|
SU1787645A1 |
| Способ изготовления заклепок | 1991 |
|
SU1766574A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ клепки | 1990 |
|
SU1771859A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| Способ клепки | 1991 |
|
SU1794583A1 |
| Способ клепки | 1991 |
|
SU1787644A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2015784C1 |
Использование : отрасли народного хозяйства, где требуется клепка конструкций с элементами из волокнистых композиционных материалов. Сущность изобретения: в заклепке образуют глухой осевой канал со стороны закладной головки и устанавливают в него цилиндрический вкладыш из высокопрочного материала, длина которого меньше глубины канала. После фиксации пакета прикладывают деформирующее усилие к поверхности закладной головки нд диаметре, меньшем диаметра стержня, с обеспечением заполнения свободно го объема полости над вкладышем материалом головки. Формируют закладную головку путем осевого сдвига стержня заклепки относительно закладной головки, приклады- ьая усилие к торцу стержня заклепки. Способ обеспечивает повышение прочностных характеристик заклепок в области закладной головкит что позволяет .обоснованно применять заклепки с увеличенными прочностными характеристиками на срез. бил..
Фиг.1
Гч& « чГ Г«й
при.
Фиг. 2
При
/7///////
7///// ФигА
| Григорьев В.П., Голдовский П.Б | |||
| Клёпка конструкций из легких сплавов | |||
| М.: Обррон- гиз, 1954.С.102, рис.101, 103. |
