Изобретение относится к области обработки металлов давлением и может быть использовано во всех областях народного хозяйства, где требуется образование.высококачественных отверстий в смешанных пакетах, содержащих заготовки из волокнистых композиционных материалов, и, в первую очередь, отверстий под механические точечные соединения.
Целью изобретения является расширение технологических возможностей за счет получения отверстий в пакетах, содержащих заготовку из металла и заготовку из волокнистого композиционного материала.
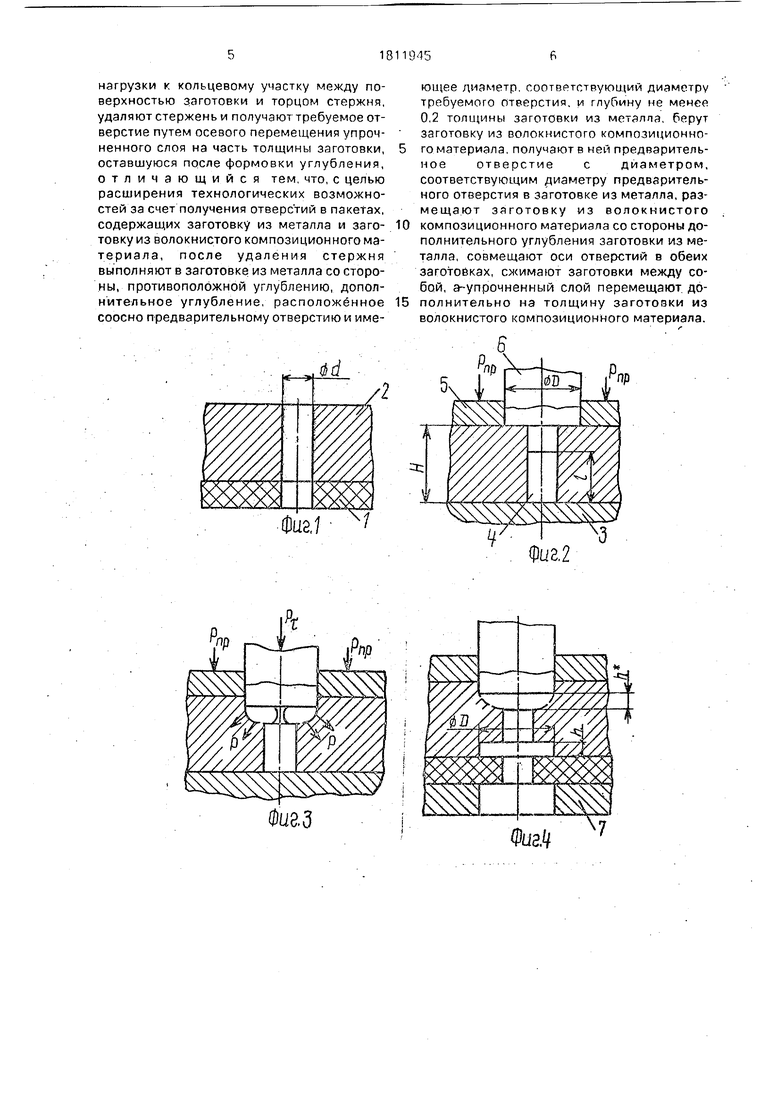
На фиг.1 показан смешанный пакет с выполненным предварительным отверстием диаметром d; на фиг.2 - исходное положение штамповой оснастки перед формированием упрочненного, слоя в заготовке из металла: на фиг.З - окончание стадии формирования упрочненного слоя; на фиг.4 - исходное положение штамповой оснастки перед пробивкой отверстия в смешанном пакете; на фиг.5 - стадия сдвига
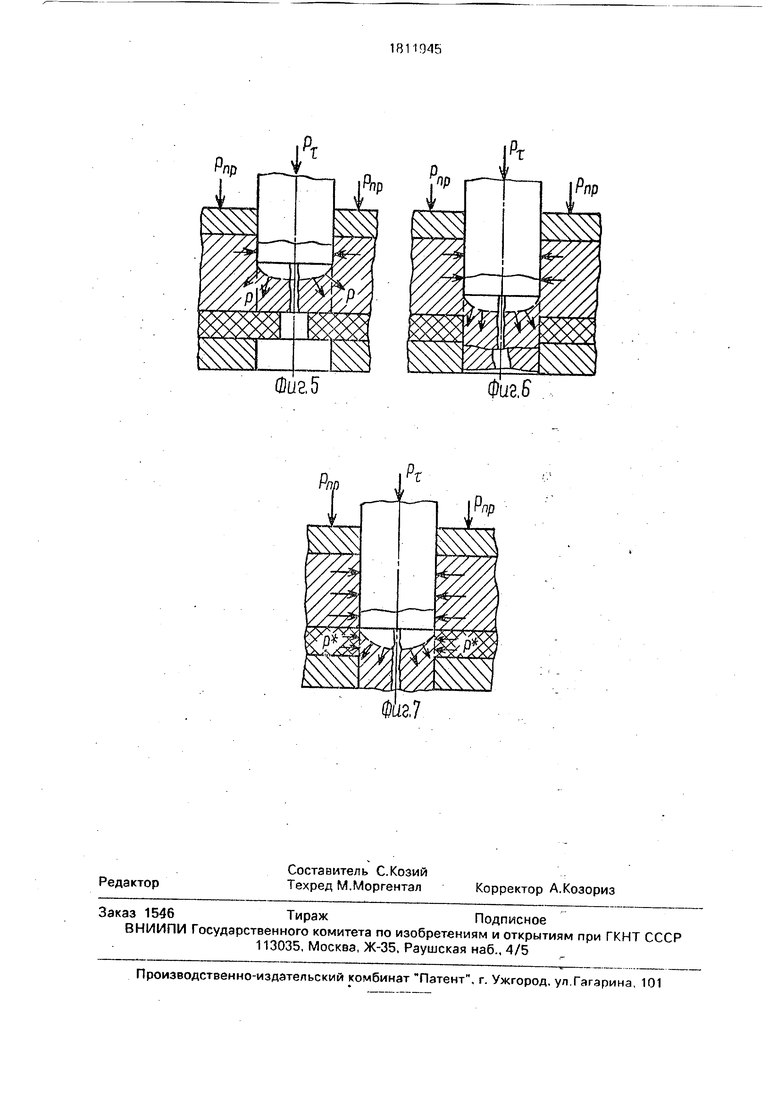
материала в заготовке из металла; на фиг.6 - окончание стадии процесса разделения в заготовке из волокнистого композиционного материала; на фиг.7 - стадия калибровки отверстия в заготовке из волокнистого композиционного материала.
В смешанном пакете, содержащем заготовку 1 из волокнистого композиционного материала, например бороалюминия, и заготовку 2 из металла, например алюминиевого сплава В95Т, образуют предварительное отверстие диаметром d, например, посредством пробивки (фиг.1). Далее пакет разбирают и заготовку 2 размещают на плите 3. Затем в отверстие заготовки 2 помещают цилиндрический стержень 4, имеющий длину I, меньшую толщины Н заготовки 2. Заготовку 2 фиксируют прижимом 5 с усилием Рприж. В прижиме 5 выполнено отверстие диаметром D, куда устанавливают пуансон 6 (фиг.2).
Производят формирование упрочненного слоя, для чего воздействуют импульсным усилием Р на торец пуансона 6. В
ел
результате пластического сжатия материала .заготовки 2 по периметру предварительного отверстия имеют место заполнение свободного объема с образованием линий максимальных сдвигов (фиг.З) и появление радиальных давлений р.
Далее стержень 4 удаляют из заготовки 2 и в последней со стороны плоскости разъема пакета выполняют дополнительное углубление с диаметром, равным диаметру числового отверстия, и глубиной h не менее 0,2 толщины заготовки 2 (фиг.4). При глубине дополнительного углубления менее 0,2 толщины Н заготовки 2 возможно неудовлетворительное качество отверстия в зато- товке 1 из-за появления утяжины, Вновь собранный пакет заготовок 1 и 2 размещают на матрице 7, имеющей отверстие, равное по диаметру и соосное отверстию в прижиме 5.
Реализация способа получения отверстий осуществляется следующим образом.
При воздействии импульсного усилия RЈ на пуансон 6 осуществляют перем.еще- ние упрочненного слоя толщиной h. В-силу наличия дополнительного углубления в заготовке 2 в первый момент наблюдается пластический сдвиг ее материала на диаметре, равном Диаметру чистового отверстия (фиг.5). Причем этот сдвиг (линии сдвига по- казаны вертикальными пунктирными линиями) не сопровождается изгибающим воздействием на отделяемую часть заготовки 1.
С момента, когда отделяемый материал заготовки 2 начинает контактировать с кольцевой поверхностью заготовки 1, имеет место разделение заготовки 1. При этом роль пуансона выполняет отделяемый материал заготовки 2 (фиг.6).
Следует подчеркнуть, что в результате перемещения упрочненного слоя в заготовке 2 формируется етенкз высококачественного отверстия. С момента, когда упрочненный слой достигнет поверхности заготовки 1, наблюдается калибровка отверстия в заготовке 1. Физически это объясняется следующим образом. Достигнув поверхности заготовки 1 (фиг.7), упрочненный слой частично разгружается и на стен- ках ее отверстия появляются радиальные давления р. В результате возможен массо- перенос материала заготовки 2 на стенки отверстия заготовки 1, т.е. имеет место процесс плакирования.
Способ прошел опытно-промышленную проверку при получении отверстий в смешанном пакете толщиной 7 мм. Пакет содержал заготовку из волокнистого композиционного материала - бороалюминия перекрестного армирования с объ м ной долей упрочняющих волокон в 50 и толщиной 1.2 мм. Вторая заготовка имхгпа толщину 5,8 мм и была изготовлена из алюминиевого сплава В95Т.
В пакете поэтапно пробивали предварительное отверстие диаметром 2,5 мм с использованием штамповой оснастки в условиях высокоскоростного деформировс ния.
Затем пакет разбирался и в заготовке и сплава В95Т формировали упрочненный слой толщиной 1,1 мм в процессе внедрения в эту заготовку пуансона.
После этого со стороны линии разъема пакета формировали режущими методами углубление диаметром 4,0 мм и глубиной 1,3 мм.
Производили сборку пакета и его фиксацию в штамповой оснастке с помощью ручного пресса, развивающего максимальное усилие в 40,0 кН.
Штамповая оснастка изготавливалась из инструментальной стали У8А по 7-му ква- литету точности и после закалки имела твердость HRC3 56-58 ед.
В качестве нагружающего устройства использовалась магнитно-импульсная установка МИУ-10, метающая ударник массой 450 г при энергиях разряда 2,6 кДж (формирование упрочненного слоя) и 3,2 кДж (при получении чистового отверстия).
Точность пробитых отверстий контролировалась на микроскопе УИМ-21 и лежала в пределах 7-8 квалитетов, на поверхности стенок отверстий отсутствовали какие-либо дефекты.. ,.
Проведенное поэтапное вытравливание алюминия из бороалюминиевой заготовки не выявило дробления волокон.
Способ получения отверстий по сравнению с прототипом эффективен, поскольку устраняет образование каких-либо дефектов на заготовке из волокнистого компози- ционного материала по периметру чистового отверстия; позволяет плакировать поверхность стенок чистового отверстия материалом заготовки из металла.
Формула изобретения
Способ получения отверстий, при котором берут листовую заготовку из металла, получают в ней предварительно сквозное отверстие, устанавливают в него на части его высоты с одной стороны заготовки стержень, опирают стержень и заготовку, формуют с другой стороны заготовку углубление с диаметром, равным диаметру требуемого отверстия, и с упрочненным слоем в донной части путем приложения осевой
нагрузки к кольцевому участку между поверхностью заготовки и торцом стержня, удаляют стержень и получают требуемое отверстие путем осевого перемещения упрочненного слоя на часть толщины заготовки, оставшуюся после формовки углубления, отличающийся тем, что, с целью расширения технологических возможностей за счет получения отверстий в пакетах, содержащих заготовку из металла и заготовку из волокнистого композиционного материала, после удаления стержня выполняют в заготовке из металла со стороны, противоположной углублению, дополнительное углубление, расположённое соосно предварительному отверстию и име0
5
ющее диаметр, соответствующий диаметру требуемого отверстия, и глубину не менее 0,2 толщины заготовки из металла, берут заготовку из волокнистого композиционного материала, получают в ней предварительное отверстие с диаметром, соответствующим диаметру предварительного отверстия в заготовке из металла, размещают заготовку из волокнистого композиционного материала со стороны дополнительного углубления заготовки из металла, совмещают оси отверстий в обеих заготовках, сжимают заготовки между собой, а-упрочненный слой перемещают дополнительно на толщину заготовки из волокнистого композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ одновременного получения по меньшей мере двух отверстий | 1990 |
|
SU1811946A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| Способ клепки | 1991 |
|
SU1784399A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1992 |
|
RU2007252C1 |
| Способ клепки | 1991 |
|
SU1794583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2043810C1 |
| Способ клепки | 1990 |
|
SU1771859A1 |
Использование: при обработке давлением. Сущность изобретения: в заготовке из металла получают предварительное отверстие. С одной его стороны получают углубление с упрочненным слоем в донной части, а с другой стороны - другое углубление. Его диаметр равен диаметру углубления с упрочненным слоем, а глубина равна 0,2 толщины заготовки из металла. Берут заготовку из волокнистого композиционного материала с предварительным отверстием. Складывают эти заготовки между собой и сжимают. Перемещают упрочненный слой за пределы заготовок. 7 ил.
| Способ получения отверстий в листовом материале | 1985 |
|
SU1269889A1 |
