Изобретение относится к обработке металлов давлением и может быть использовано для зачистки толстолистовой заготовки из волокнистого композиционного материала для получения изделий, имеющих как прямолинейные, так и симметричные криволинейные контуры.
Цель изобретения - повышение экономичности процесса за счет снижения себестоимости производства изделий и утилизации отходов.
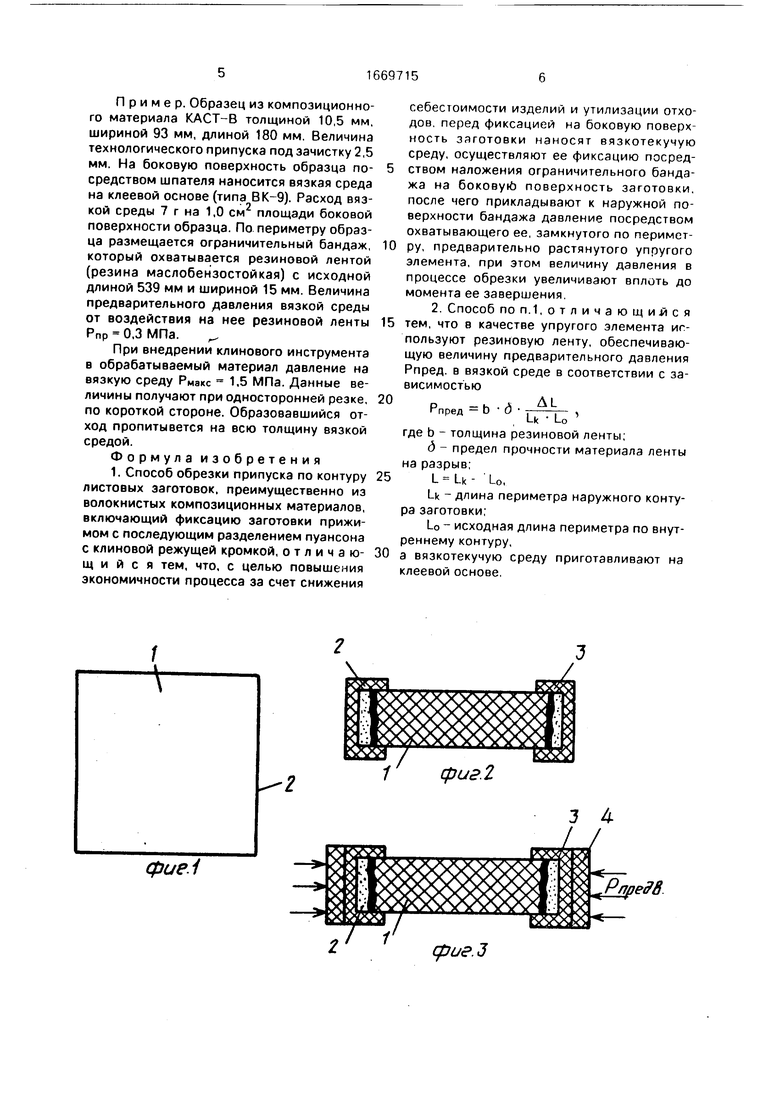
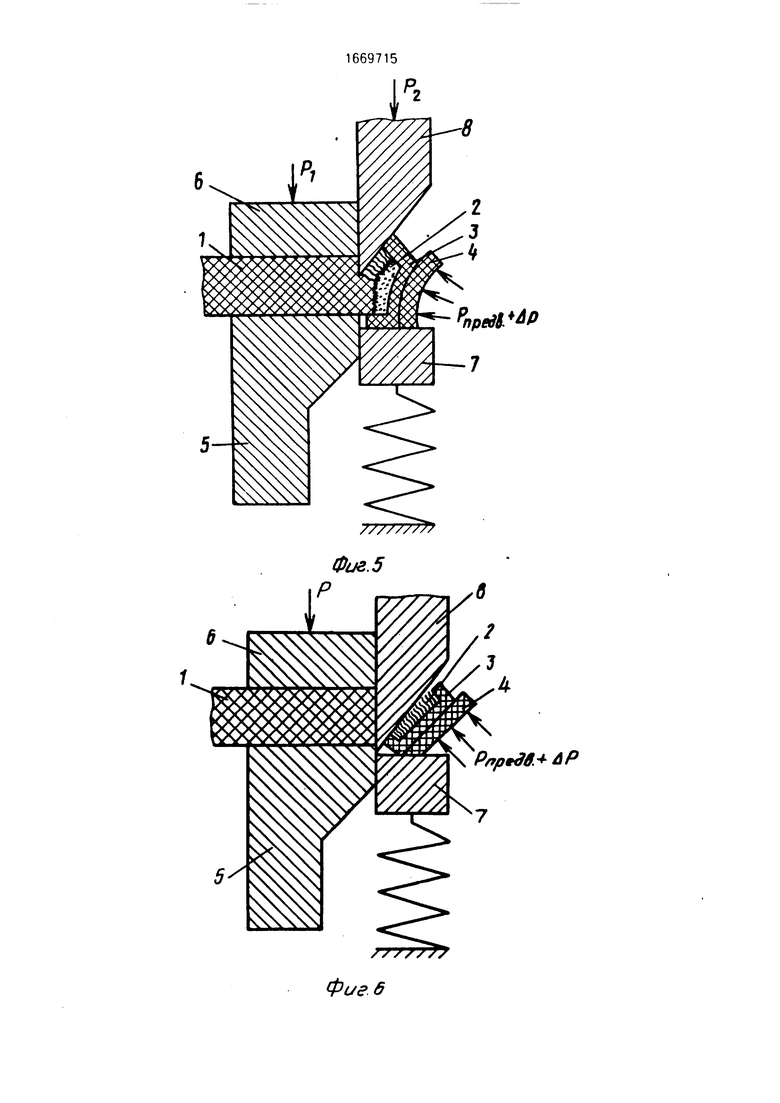
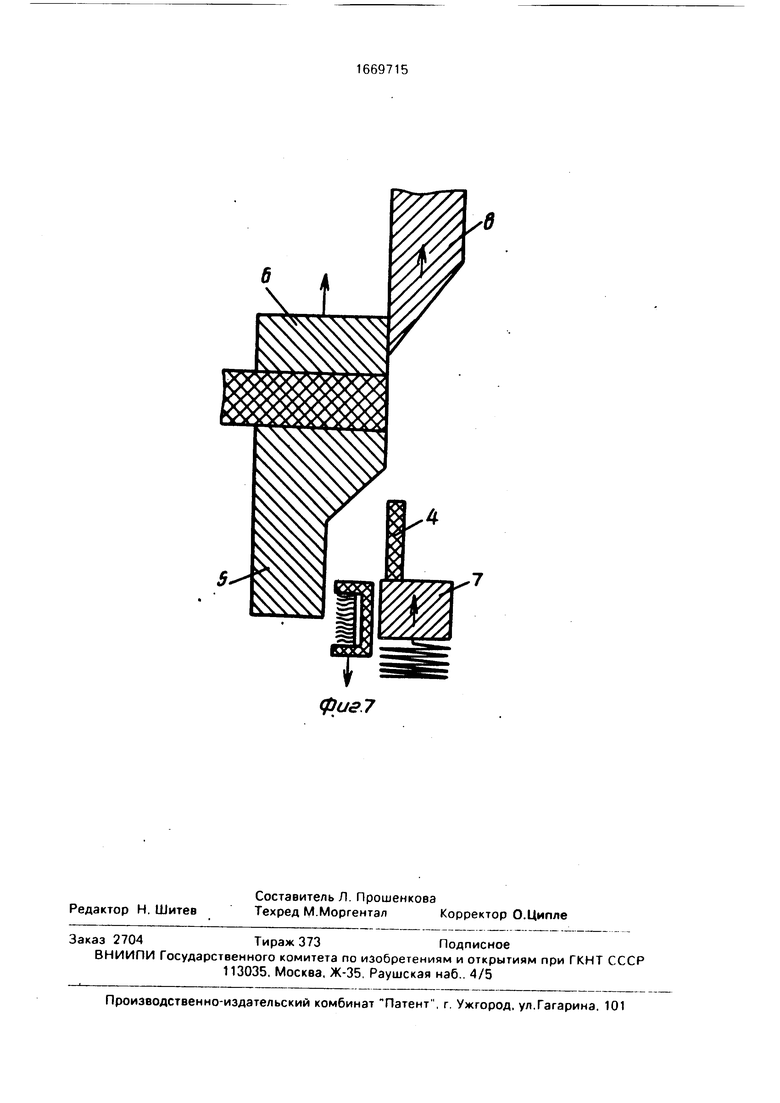
На фиг.1 изображена деталь, имеющая черновые геометрические размеры с нанесенной на ее боковой поверхности вязкоте- кучей средой; на фиг.2 - сечение детали с ограничительным бандажом; на фиг.З - то же, при приложении к бандажу внешнего давления; на фиг.4 - положение заготовки и режущего инструмента в штампе, исходное положение; на фиг.5 - стадия обрезки припуском; на фиг.6 - то же, окончательный этап; на фиг.7 - удаление отхода из рабочей зоны и возвращение элементов штамповой оснастки в исходное положение.
Способ осуществляется следующим образом.
На боковую поверхность толстолистовой заготовки 1 из волокнистых композиционных материалов наносят слой вязкотекучей среды 2, предпочтительно на клеевой основе с обязательным заполнени- ,ем поверхностных неровностей обрабатываемого материала. Затем вязкую среду 2 фиксируют ограничительным бандажом 3 из упругого материала. Бандаж (фиг.2-7) имеет в поперечном сечении корытообразную форму, заполненную вязкой средой 2. Бандаж 3 удерживает вязкую среду 2 от стека- ния с боковой поверхности заготовки 1. На бандаже 3 размещают замкнутый, предварительно растянутый упругий элемент 4, например кольцо из резиновой ленты, пои- чем периметр Lo упругого элемента 4 меньше периметра к заготовки 1 При размещении упругого элемента 4 на боковой поверхности заготовки в результате его предварительного растяжения имеет место повышение давления вязкой среды 2 внутри бандажа до некоторого значения Рпред
Рпред Ь О .. i Lk Lo
где b - толщина резинового жгута;
д - предел прочности на разрыв материала резиновой ленты AL Lk - L0
LK - длина периметра наружного контура заготовки;
Lo - исходная длина периметра по внутреннему контуру резиновой ленты.
Заготовки 1 с установленными по ее периметру, ограниченному бандажом 3 с вязкой средой 2 и упругим элементом 4, размещают на плите 5 и фиксируют усилием Pi с помощью прижима 6.
Удаляемый припуск со стороны плиты 5
поддерживается подпружиненным пуансоном подпора 7. В плоскости разделения со стороны прижима 6 устанавливают отрезной нож 8 с клиновым лезвием.
Воздействуя силой Р2 на отрезной нож 8 внедряют его в обрабатываемый материал. Под действием ножа 8 происходит отделение обрабатываемого материала и
перемещение перерезанного слоя вместе с частью поверхности ограничительного бандажа 3 и упругого элемента 4 в горизонтальной плоскости. В результате происходит дополнительное растяжение упругого элемента 4 до некоторой длины Lk + ALk и повышение давления вязкой среды на величину ДР|:
Л R b дALk
Робщ.к
(Л Ц 4ТГр Lk тогда общее давление вязкой среды будет
Рпред. + ДР|
Поскольку при внедрении ножа 8 происходит растрескивание, раскрошивание отделяемого материала, то в образуемые несплошности под избыточным давлением /. Д Робщ. вытесняется вязкая среда 2. Величину максимального давления со стороны упругого элемента 4 на вязкую среду обуславливает угол а наклона режущей кромки к вертикали. Она определяется из зависимости
b д h tg a
макс2- I
Lo + Ь
где h - толщина детали;
(I - угол наклона режущей кромки ножа к вертикальной оси:
LMBKC - длина резиновой ленты к концу отрезки
Процесс обрезки припуска завершается полным отделением припуска от детали, который представляет собой композицию из связывающего компонента в виде вязкой среды 2 и наполнителя в виде фракции обрабатываемого материала.
При дальнейшем перемещении ножа 8 происходит смещение вниз пуансона подпора 7 на участке с поднутрением в плите 5. тем самым перемещая упругий элемент 4 с
- ограничительным бандажом 3. Упругий элемент 4, возвращаясь в исходное положение, попадает в зазор между плитой 5 и пуансоном подпора 7 и удаляется из зоны обработки
Пример. Образец из композиционного материала КАСТ-В толщиной 10,5 мм, шириной 93 мм, длиной 180 мм. Величина технологического припуска под зачистку 2,5 мм. На боковую поверхность образца по- средством шпателя наносится вязкая среда на клеевой основе (типа ВК-9). Расход вязкой среды 7 г на 1,0 см площади боковой поверхности образца. По периметру образца размещается ограничительный бандаж, который охватывается резиновой лентой (резина маслобензостойкая) с исходной длиной 539 мм и шириной 15 мм. Величина предварительного давления вязкой среды от воздействия на нее резиновой ленты Рлр 0,ЗМПа.
При внедрении клинового инструмента в обрабатываемый материал давление на вязкую среду Рмакс 1.5 МПа. Данные величины получают при односторонней резке, по короткой стороне. Образовавшийся отход пропитывется на всю толщину вязкой средой.
Формула изобретения
1. Способ обрезки припуска по контуру листовых заготовок, преимущественно из волокнистых композиционных материалов, включающий фиксацию заготовки прижимом с последующим разделением пуансона с клиновой режущей кромкой, отличаю- щ и и с я тем, что, с целью повышения экономичности процесса за счет снижения
себестоимости изделий и утилизации отходов, перед фиксацией на боковую поверхность заготовки наносят вязкотекучую среду, осуществляют ее фиксацию посредством наложения ограничительного бандажа на боковую поверхность заготовки, после чего прикладывают к наружной поверхности бандажа давление посредством охватывающего ее, замкнутого по периметру, предварительно растянутого упругого элемента, при этом величину давления в процессе обрезки увеличивают вплоть до момента ее завершения.
2. Способ по п.1, отличающиеся тем, что в качестве упругого элемента иг- пользуют резиновую ленту, обеспечивающую величину предварительного давления Рпред. в вязкой среде в соответствии с зависимостью
Рпред - Ь О -.-- ,
Lk LO
где b - толщина резиновой ленты;
д - предел прочности материала ленты на разрыв;
U,
Lk - длина периметра наружного контура заготовки;
LO - исходная длина периметра по внутреннему контуру,
а вязкотекучую среду приготавливают на клеевой основе.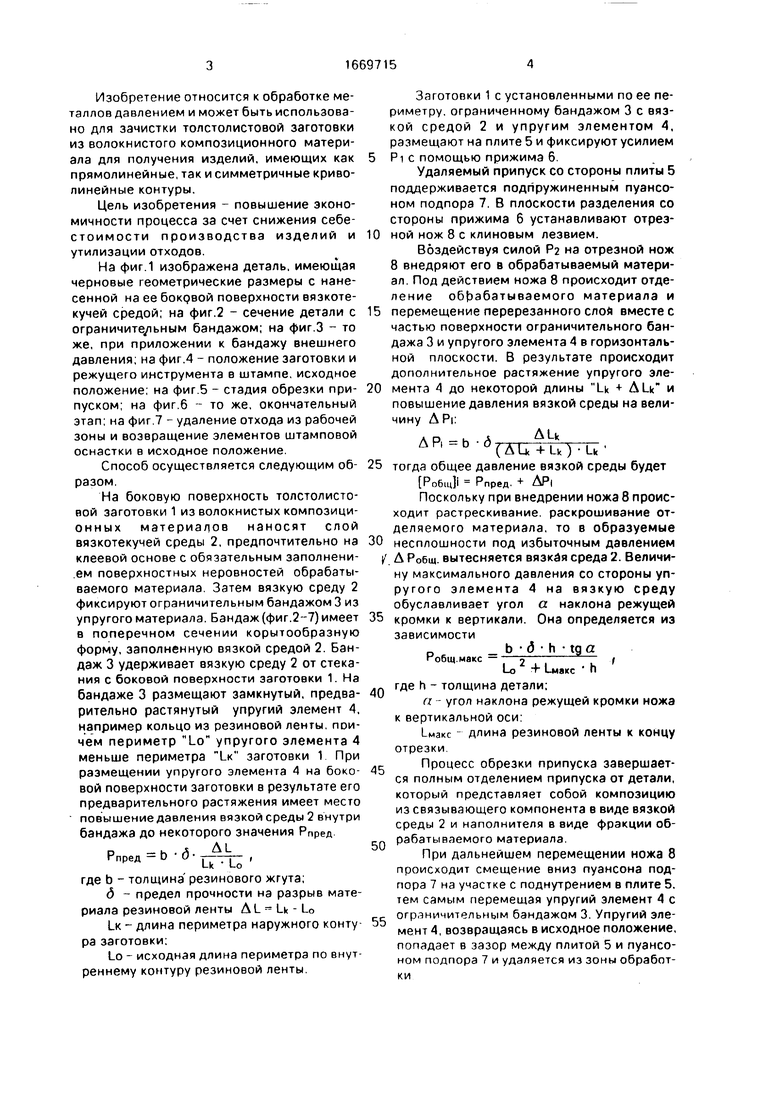
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обрезки припуска | 1985 |
|
SU1377163A1 |
| Способ отрезки припуска | 1986 |
|
SU1488186A1 |
| Способ отрезки | 1986 |
|
SU1388147A2 |
| Способ отрезки | 1991 |
|
SU1759505A2 |
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ПРИПУСКА ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1992 |
|
RU2028934C1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Способ чистовой вырубки деталей из листовых материалов | 1978 |
|
SU724247A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для зачистки толстолистовой заготовки из волокнистого композиционного материала для получения изделий, имеющих как прямолинейные, так и симметричные криволинейные контуры. Цель изобретения - повышение экономичности процесса за счет снижения себестоимости производства изделий и утилизации отходов. Заготовку 1 с нанесенной на ее боковой поверхности вязкой средой 2 и установленным бандажом 3 с упругим элементом 4 размещают на плите 5 и фиксируют. При внедрении ножа 8 происходит растрескивание и раскрошивание отделяемого материала, которые под действием максимального давления со стороны упругого элемента 4 на вязкую среду 2 устраняются за счет ее внедрения в несплошности обрабатываемого припуска заготовки 1. 1 з.п.ф-лы, 7 ил.
t
cpue.i
фиг.2
PnpeffB.
фие.З
Фиг. 5
Фиг 6
///////S7
P p936+ АР
фиг.7
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
