Изобретение относится к области оборудования для утилизации резиновых изделий, например изношенных и бракованных шин.
Наиболее близкой из известных является линия переработки изношенных шин, содержащая борторезательный станок, механические ножницы, последовательно установленные дробильные вальцы, за которыми последовательно расположен магнитный сепаратор, связанный с вибрационной сеялкой, которая транспортерами связана с дробильными вальцами, и через дополнительный электромагнитный сепаратор последовательно установленные подвесные сепараторы, бункер с вращающимся дном и дополнительные дробильные вальцы, связанные с второй вибрационной сеялкой (двухъярусной), откуда осуществляется непрерывный отсос корда [1] Вибрационная сеялка связана с дополнительной одноярусной вибрационной сеялкой, откуда прошедший через сито материал подается на размольные вальцы. Размольные вальцы связаны с второй двухъярусной сеялкой, которая через электромагнитные сепараторы соединена с бункером, предназначенным для готовой крошки.
Первая двухъярусная вибрационная сеялка через систему электромагнитных сепараторов также соединена с вышеупомянутым бункером. В процессе работы линии с места хранения изношенных шин последние поддаются на борторезательный станок и затем на механические ножницы, где разрезаются на несколько частей. Затем куски (части) шин подвергаются измельчению на четырех последовательно работающих вальцах, после чего измельченные куски резины подвергаются очистке на магнитном сепараторе, откуда они подаются на одноярусную вибрационную сеялку, снабженную ситом с определенным размером ячеек. Куски резины с размерами более размера ячеек возвращаются на дробильные вальцы, а куски резины, прошедшие через сито после очистки на электромагнитном сепараторе и на подвесных электромагнитных сепараторах, подаются в бункер, откуда поступают на дробильные вальцы второго цикла дробления, а затем на двухъярусную вибрационную сеялку. С верхнего сита сеялки с помощью пневмоотсоса непрерывно отбирается кордовое волокно. Резиновая крошка, не прошедшая через верхнее сито, возвращается на дробильные вальцы, а крошка более мелкого размера с нижнего сита после магнитной сепарации поступает на одноярусную вибрационную сеялку, снабженную комбинированным ситом с размерами ячеек 6 и 8 мм. С этого сита непрерывно отбирается кордовое волокно, а прошедший через сито материал направляется на радиальные вальцы, откуда после прохождения вибрационной сеялки, объединенной с дробильными вальцами второго цикла дробления, подвергается трехкратной магнитной сепарации, после чего измельченная резиновая крошка поступает в бункер. Крошка, которая не попала на нижнее сито, направляется на двухъярусную вибрационную сеялку, откуда она возвращается на вальцы, после чего через магнитные сепараторы подается в бункер готовой продукции.
В результате анализа данного технического решения необходимо отметить, что вырезка бортовых колец ведет к потере примерно 20% резины, которая не подлежит утилизации.
Дробление кусков шин на крошку, размером менее 0,5 мм, имеет случайный характер, так как зубцы дробильных валков имеют весьма большие размеры, что приводит к необходимости многократного повтора процесса дробления и, как следствие, к большим затратам энергии.
Задачей, решаемой настоящим изобретением, является увеличение выхода резиновой крошки до 95% с одновременным снижением энергозатрат в 2 2,5 раза.
Поставленная задача решается тем, что в линии переработки изношенных шин, содержащей соединенные транспортными устройствами машину резки шин, машины предварительного и окончательного измельчения шин, а также установки рассева крошки, магнитный сепаратор, циклон сбора текстильного корда и бункера, согласно изобретению, машины окончательного измельчения выполнены в виде трех мельниц тонкодисперсного помола, две из которых установлены последовательно, первая из мельниц транспортным устройством связана с машиной предварительного измельчения, а вторая с установкой рассева крошки, при этом третья мельница тонкодисперсного помола установлена параллельно двум первым и соединена транспортным устройством с установками рассева крошки, при этом магнитный сепаратор установлен между машиной предварительного измельчения и первой мельницей тонкодисперсного помола. Машина предварительного измельчения выполнена в виде корпуса с установленным в нем приводным ротором, по периферии которого с возможностью поворота расположены режущие элементы с размещенной в корпусе решеткой, имеющей обращенные к ротору зубья, и со смонтированным на роторе вентиляторным колесом для отсоса текстильного корда через установленные в нижней частикорпуса под решеткой, имеющие отверстия трубы. Кроме того, решетка выполнена с отверстиями овальной формы.
Режущие элементы выполнены трапецеидальной формы, большие основания которых обращены к периферии, а кромки граней режущих элементов заострены.
Каждая из мельниц тонкодисперсного помола выполнена в виде установленных в корпусе приводной и стационарной планшайб с закрепленными на них и обращенными друг к другу ножами, причем каждая из планшайб имеет по периферии цилиндрический выступ, а на периферии приводной планшайбы смонтировано вентиляционное колесо для отвода измельченных частей шин из мельницы.
Цилиндрические выступы выполнены с пористым износостойким покрытием, внутренняя поверхность стационарной планшайбы имеет коническую форму и обращена большим основанием к приводной планшайбе, а обращенные друг к другу поверхности планшайб выполнены с антифрикционным покрытием.
Между корпусом и нижним торцом стационарной планшайбы установлены компенсаторы.
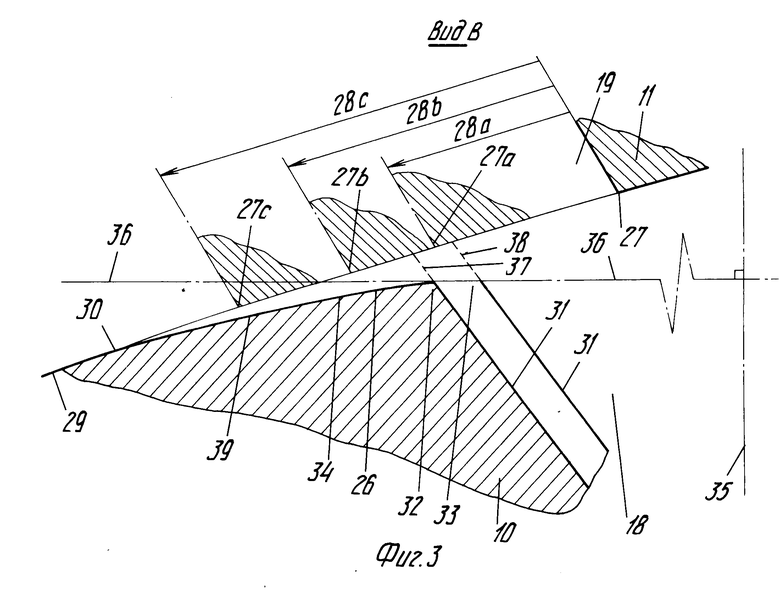
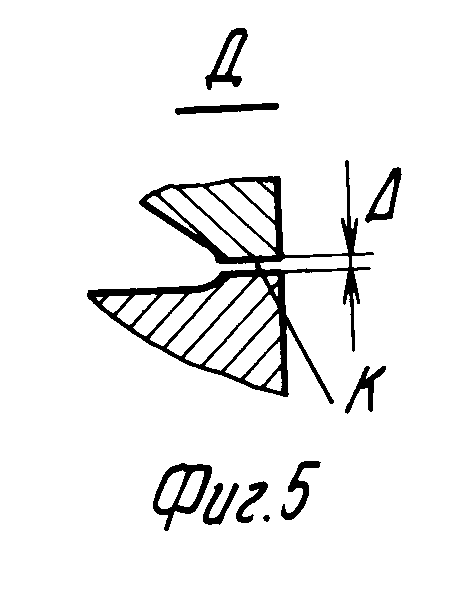
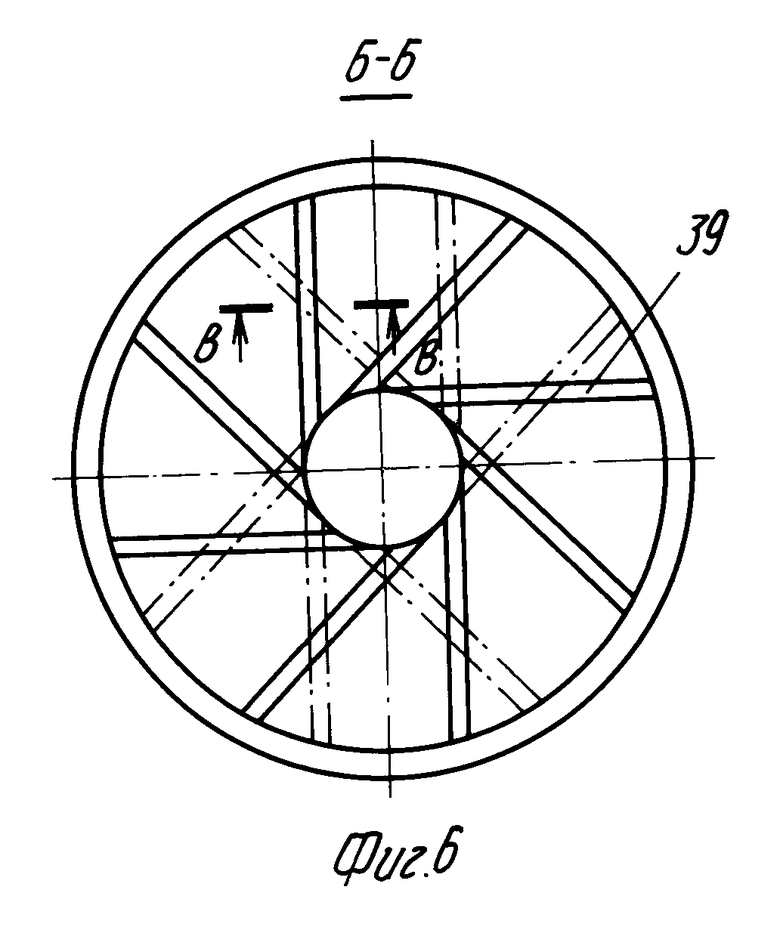
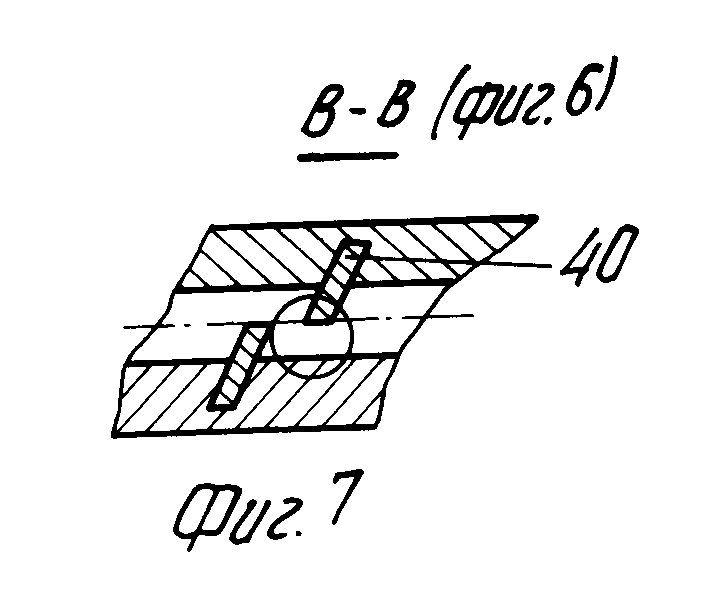
На фиг. 1 показана схема линий переработки изношенных шин; на фиг. 2 - машина предварительного измельчения, осевой разрез; на фиг. 3 разрез А-А по фиг. 2; на фиг. 4 ме6льница тонкодисперсного помола, осевой разрез; на фиг. 5 место Д на фиг. 4; на фиг. 6 разрез Б-Б на фиг. 4; на фиг. 7 разрез В-В на фиг. 6.
Линия переработки изношенных шин состоит из двухроторной машины 1 резки шин, имеющей два ротора с ножами, вращающимися с разной скоростью, транспортных устройств (например транспортеров) 2 подачи шин к двухроторной машине 3 и подачи кусков шин к двухроторной машине 1. От машины 1 продукты переработки подаются в бункер 4 транспортером 5.
В комплект линии входят также реверсивный питатель 6, машина предварительного измельчения (помола) 7, соединенная транспортерным устройством 8 с циклоном 9 текстильного корда.
Транспортерным устройством (транспортером) 10 машина предварительного измельчения связана с магнитным сепаратором 11, снабженным емкостью 12 для металлической составляющей шин, и с бункером 13. Линия включает в себя также бункеры 14 и 15, три мельницы тонкодисперсного помола 16, 17, 18 и установки 19, 20 рассева измельченного материала. Две мельницы 16, 17 тонкодисперсного помола установлены последовательно и соединены между собой транспортным устройством (позицией не обозначено). Мельница 18 установлена параллельно двум первым и соединена с установкой 20 рассева крошки.
Установки 19, 20 рассева крошки транспортером 21 соединены через бункер 15 с мельницей 18 тонкодисперсного помола. Крошка из установок 19, 20 рассева крошки поступает в бункеры 22, 23.
Из циклона 9 текстильный корд поступает в бункер 24, а резиновая крошка
в бункер 25.
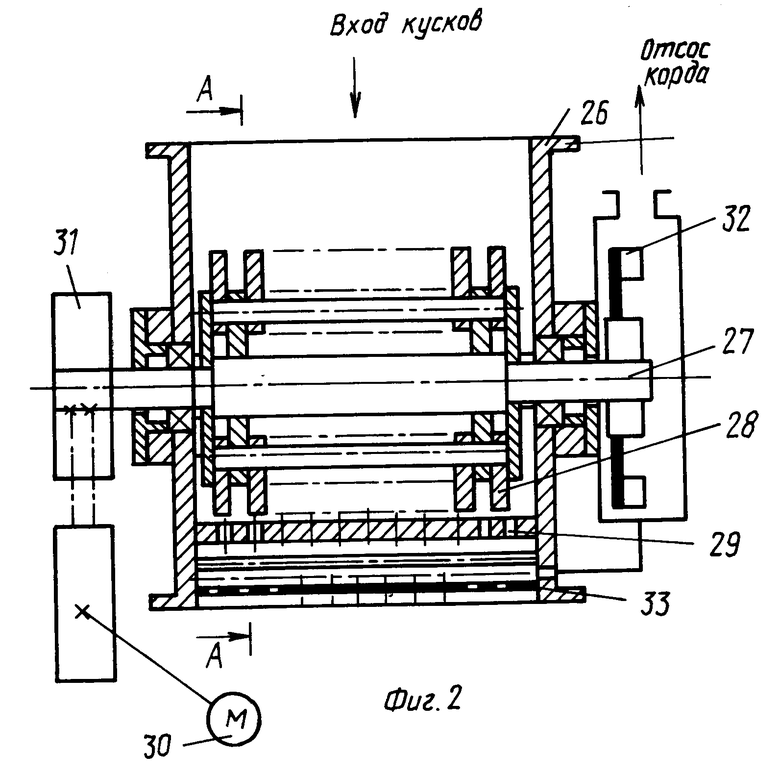
Машина 7 предварительного измельчения состоит из корпуса 26, в котором смонтирован ротор 27, на осях (позицией не обозначены) ротора установлены режущие элементы 28, выполненные трапецеидальной формы, и большие основания элементов обращены к периферии. Кромки граней режущих элементов 28 заострены.
В нижней части корпуса 26 расположена подовая решетка 29 с отверстиями овальной формы. Подовая решетка имеет форму полуцилиндра, на внутренней поверхности которой имеются зубья.
Ротор 27 кинематически связан с двигателем 30 посредством ременной передачи 31, причем на роторе смонтировано вентиляторное колесо 32, которое служит для отсоса текстильного корда. К зоне действия вентилятора подведены трубы 33, смонтированные в нижней части корпуса под подовой решеткой 29. В трубах выполнены отверстия (позицией не обозначены). Для загрузки сырья на корпусе выполнена горловина 34, а для выгрузки размельченного продукта - горловина 35.
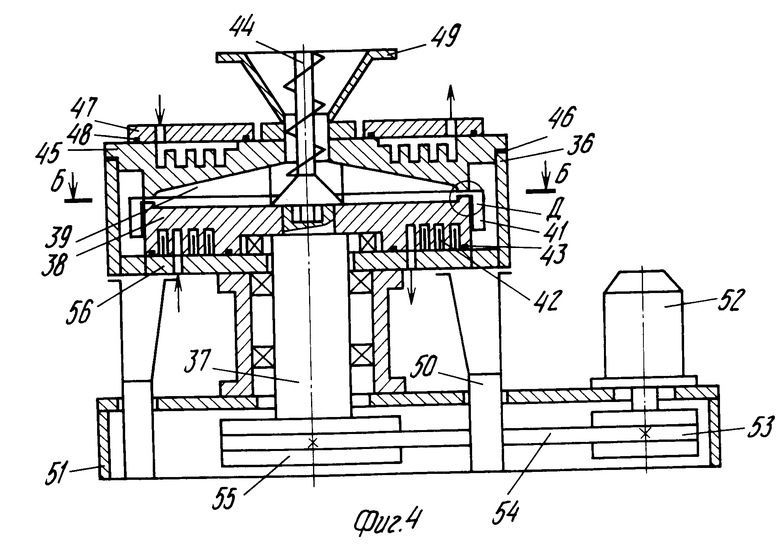
Каждая из мельниц тонкодисперсного помола состоит из корпуса 36, вала 37. На валу 37 смонтирована приводная планшайба 38, в пазах которой под углом к радиальным лучам и к горизонтали установлены ножи 39. Под каждым ножом в пазах планшайбы для обеспечения регулировки ножей в вертикальной плоскости размещены компенсаторы 40.
Приводная планшайба 38 имеет на наружной поверхности кольцевой выступ К, у которого плоская поверхность покрыта пористым износостойким материалом, например из твердого сплава. Внутренняя поверхность планшайбы покрыта антифрикционным материалом (на основе фторопласта или тефлона). К планшайбе прикреплено вентиляторное колесо 41, торцы лопастей которого расположены несколько выше, чем поверхность кольцевого выступа планшайбы. На нижнем торце планшайбы выполнены охлаждающие ребра, которые входят в промежутки ребер 42 радиатора отбора тепла, установленного на нижней внутренней поверхности корпуса 36. К радиатору через стенку корпуса осуществляется подвод и отвод охлаждающей среды.
Плоскость разъема радиатора уплотнена кольцами 43. Шнек обозначен позицией 44. На верхнем торце корпуса 36 установлена стационарная планшайба 45, в пазах которой размещены ножи, углы наклона которых аналогичны углам наклона ножей, установленных в приводной планшайбе. Внутренняя поверхность планшайбы 45, обращенная к планшайбе 38, выполнена в виде усеченного конуса, большее основание которого обращено к приводной планшайбе. На периферии планшайбы 45 выполнен кольцевой выступ, на торец которого нанесен пористый износостойкий материал. На конусную поверхность планшайбы нанесено антифрикционное покрытие. Материал покрытия аналогичен материалам, нанесенным на планшайбу 38. Для обеспечения регулирования зазора между планшайбами используют компенсаторы 46.
В полости планшайбы 45 выполнены ребра, образующие пространство для подачи охлаждающей среды. Сверху ребра закрыты крышкой 47, уплотненной кольцами 48. Через крышку осуществляется подвод и отвод охлаждающей среды. На верхнем торце планшайбы 45 установлена приемная горловина 49 с шнеком 44.
Выход крошки осуществляется через отверстие в корпусе 36, расположенные под вентиляторным колесом. На нижний торец корпуса 36 устанавливаются патрубки 50 отвода крошки. Корпус 36 закреплен на основании 51. Вращение на вал 37 передается от двигателя 52 через шкив 53, ремень 54 и шкив 55.
Зазоры между ножами планшайб устанавливаются примерно равным 0,05 мм, а между кольцевыми выступами планшайб зазор (Δ) выбирается в соответствии с размерами получаемой крошки.
Отверстия, выполненные в корпусе 36 и предназначенные для отвода крошки, обозначены позицией 56.
Овальные отверстия в подовой решетке 29 обозначены позицией 57, а зубья
позицией 58.
Линия переработки изношенных шин работает следующим образом.
Подлежащие обработке шины устанавливают на захваты (на чертежах не показаны) транспортного устройства 2, которое подает их в машину резки 1. После разрезания шин, их куски подают транспортером 5 в бункер 4. Из бункера 4 они могут подаваться реверсивным питателем 6 в машину 7 предварительного измельчения или обратно в машину 1 резки (как правило, это производится при резке шин большого диаметра).
В машине 7 предварительного измельчения части (куски) шин попадают под действие режущих элементов 28, вращающихся вместе с ротором 27. В процессе удара части шин отбрасываются на стенки или подовую решетку 29 и зубья, расположенные на ней. Так как удар осуществляется с большой силой, то в резине отсутствуют упругие деформации и она разрушается с минимальными энергетическими затратами.
Разрушение структуры происходит с выделением текстильного и металлического корда. Измельченные куски падают вниз через трубы 33, благодаря чему текстильный корд попадает в трубы 33 и отбрасывается вентилятором 32 и осаждается в циклоне 9.
Увеличение размера режущих элементов 28 к своей периферии увеличивает центробежную силу, а, следовательно, и разрушающие силы, прикладываемые к резине.
При ударе режущие элементы отклоняются, поворачиваясь на осях, и восстанавливают свое положение при проходе в холостой зоне. Куски резины и металл дробятся до тех пор, пока их размер не позволит им пройти через отверстия подовой решетки 29. Отверстия выполнены овальной формы, а расположение их по радиусу обеспечивает оптимальный выход проволоки и резины. Через выходную горловину 35 куски резины и металла попадают на транспортер 10. При проходе под магнитным сепаратором 11 металлическая составляющая удаляется с транспортера и подается магнитным сепаратором в бункер 12, а резиновая составляющая подается транспортером 10 в бункер 13. Из бункера 13 куски резины, частично измельченные, подаются в горловину 49 мельницы 16 тонкодисперсного помола, откуда шнеком 44 направляются в пространство между планшайбами 38 и 45 для измельчения их ножами планшайб. Так как ножи установлены под углом к радиальным лучам, то в процессе измельчения ножами куски резины перемещаются к периферии планшайб и будут находиться в зоне действия ножей до тех пор, пока их размеры не будут меньше величины зазора (D) между планшайбами.
За счет того, что зазор между ножами планшайб весьма мал и ножи имеют угол заточки по горизонтали, крошка разрушается за счет напряжения сдвига и трение резины между ножами минимально.
Покрытие поверхностей планшайб антифрикционным составом обеспечивает минимальное выделение тепла от трения крошки между планшайбами. Отвод тепла от планшайб обеспечивается системами охлаждения.
Привод вращения планшайбы 38 осуществляется от двигателя 52 через ременную передачу.
Вентилятор 41 обеспечивает подачу измельченной крошки через отверстия 56 в корпусе 36 и патрубки 50 в бункер 14, откуда она подается во вторую мельницу тонкодисперсного помола 17, в которой зазор между кольцевыми выступами планшайб установлен равным требуемой величине крошки (0,4 0,5 мм). Кроме того, на этом этапе переработки обеспечивается получение значительного процента крошки размером менее 0,4 мм.
После окончания помола во второй мельнице крошка рассеивается на установке 19 рассева крошки на несколько фракций с размерами:
менее 0,2 мм
0,2 0,5 мм
более 0,5 мм.
Фракции перемолотой крошки с размером менее 0,5 мм распределяются в бункере 22 и 23, а фракции с размерами крошки более 0,5 мм транспортером 21 подаются в третью мельницу 18 тонкодисперсного помола для окончательного помола. В мельнице 18 зазор между кольцевыми выступами планшайб установлен равным требуемой дисперсности крошки. После помола крошка поступает в установку 20 рассева крошки, с которой крошка, размером менее 0,5 мм, распределяется в бункере 22 и 23, а крошка, с размером более 0,5 мм транспортером 21 снова подается в бункер 15, а оттуда в мельницу 18 на повторный домол и так до тех пор, пока вся крошка не будет измельчена до требуемого размера.
Таким образом в предложенной конструкции две мельницы тонкодисперсного помола (16 и 17) установлены друг за другом последовательно и образуют с установкой 19 рассева крошки первый каскад тонкого измельчения крошки, а мельница 18 с установкой 20 рассева крошки второй каскад.
Конструкция агрегатов линий, не отраженная в описании, общеизвестна и не является предметом изобретения.
Эффективная работа линии обеспечивается:
осуществлением в процессе измельчения шин технологического процесса, в котором усилия сжатия заменены на усилия сдвига, что значительно снижает энергию, потребляемую механизмами линии, реализующими этот процесс;
использованием для извлечения корда и предварительного измельчения ударных нагрузок, что исключает затраты энергии, необходимой для осуществления упругих деформаций;
осуществлением домола частиц с большим (по сравнению с заданным) размером, что позволяет получить выход крошки с заданными размерами на уровне 95%
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1997 |
|
RU2116132C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ШИН | 1997 |
|
RU2140357C1 |
| ЛИНИЯ УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН | 2002 |
|
RU2213657C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| ЛИНИЯ УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН | 2000 |
|
RU2172243C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2043924C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 2005 |
|
RU2312015C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2194616C1 |
| Линия переработки резины изношенных шин | 2018 |
|
RU2716770C1 |
Использование: изобретение относится к области оборудования для утилизации резиновых изделий, например изношенных и бракованных шин. Сущность изобретения: машины окончательного измельчения выполнены в виде трех мельниц 16, 17, 18 тонкодисперсного помола. Две из них 16, 17 установлены последовательно. Первая мельница 16 транспортным устройством связана с машиной 7 предварительного измельчения, а вторая мельница 17 -с установкой 19 рассева крошки. Третья мельница 18 тонкодисперсного помола установлена параллельно двум первым и соединена транспортным средством с установкой 20 рассева крошки. Магнитный сепаратор 11 установлен между машиной 7 предварительного измельчения и первой мельницей 16 тонкодисперсного помола. 7 з. п. ф-лы, 7 ил.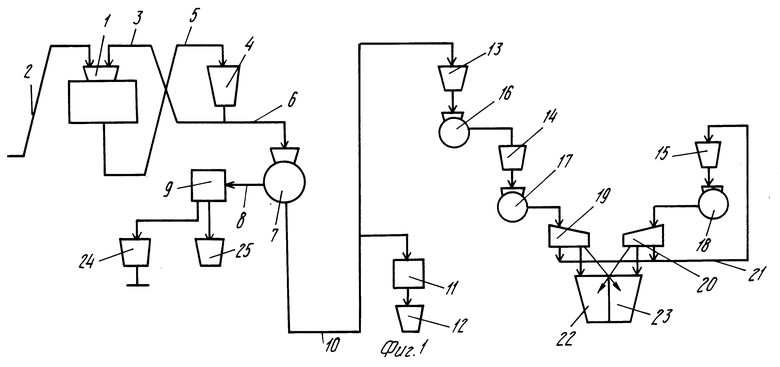
| Сборник научных трудов "Переработка изношенных шин" | |||
| - М.: ЦНИИТЭ, 1992, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
