Изобретение относится к обработке металлов давлением и может быть использовано для горячей штамповки, например заготовок сателлита дифференциала заднего моста автомобиля.
Известно устройство для горячей штамповки, содержащее механизм загрузки, поворотный стол с матрицами и выталкивателями, пуансон и выталкиватель пресса (Норицын И.А. Власов В.И. Автоматизация и механизация технологических процессов ковки и штамповки. М. Машиностроение, 1967, с.290-293, рис.173). В таких устройствах затруднена вырубка дна изделия.
Известно устройство для горячей штамповки, содержащее механизм загрузки с питателем, захватами и размещенной под питателем опорой с горизонтальной плоскостью, пуансон, матрицу и выталкиватель для формообразования, пуансон и матрицу для вырубки дна, подпружиненный съемник, механизм переноса с транспортной линейкой, пневмоподушку и систему охлаждения (Лысенко В.Ф. и др. Автоматизированный комплекс для выдавливания поршневых пальцев. Кузнечно-штамповочное производство N2, 1987 с. 27-28, рис 4). В подобном устройстве возможно осуществлять формообразование и вырубку дна изделия. Однако в таком устройстве при штамповке изделий усложненной формы, например заготовок сателлита дифференциала заднего моста автомобиля, затрудняется перенос изделия и его отделение от подпружиненного съемника при формообразовании. Это сужает технологические возможности. Указанное устройство также требует дополнительных механизмов для отделения недогретых заготовок при запуске в работу. Это усложняет конструкцию.
Цель изобретения расширение технологических возможностей за счет штамповки изделий усложненной формы, например заготовок сателлита дифференциала заднего моста автомобиля, а также упрощение конструкции за счет исключения механизмов для отделения недогретых заготовок при запуске в работу.
Указанная цель достигается тем, что устройство, содержащее механизм загрузки с питателем, захватами и размещенной под питателем опорой с горизонтальной плоскостью, пуансон, матрицу и выталкиватель для формообразования, пуансон и матрицу для вырубки дна, подпружиненный съемник, механизм переноса с транспортной линейкой, пневмоподушку и систему охлаждения, снабжено толкателем, выполненным с возможностью ввода в подпружиненный съемник и захваты, механизм загрузки выполнен с возможностью освобождения проема между выходным отверстием питателя и опорой, опора снабжена наклонной плоскостью, выходное отверстие питателя расположено над горизонтальной и наклонной плоскостями опоры, матрица для вырубки дна имеет С-образное сквозное отверстие и установлена на транспортной линейке с возможностью охвата выталкивателя для формообразования, взаимодействия с матрицей для формообразования и поворота на параллельной траектории переноса оси, а система охлаждения выполнена в виде каналов и спрейерных отверстий в толкателе.
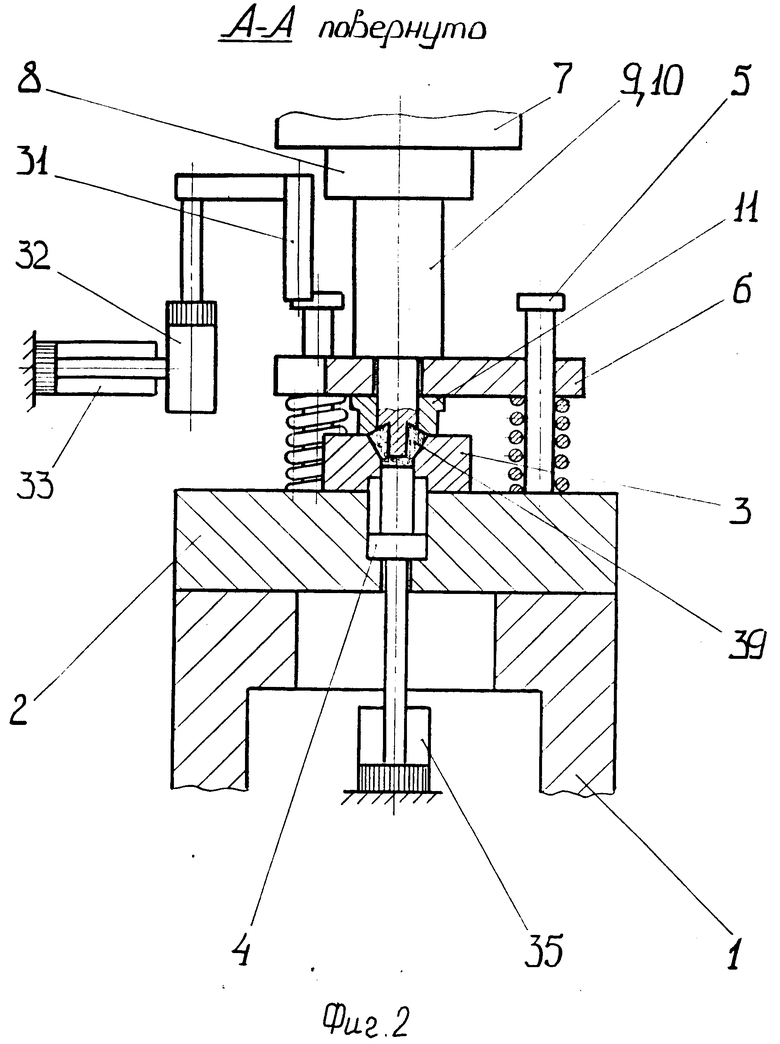
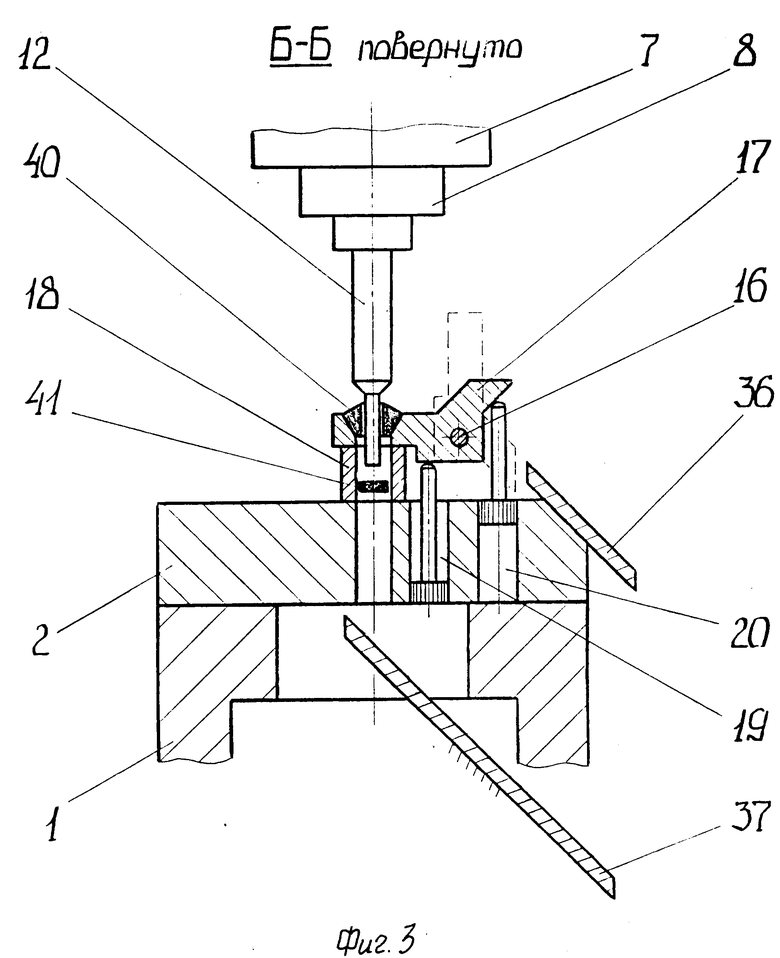
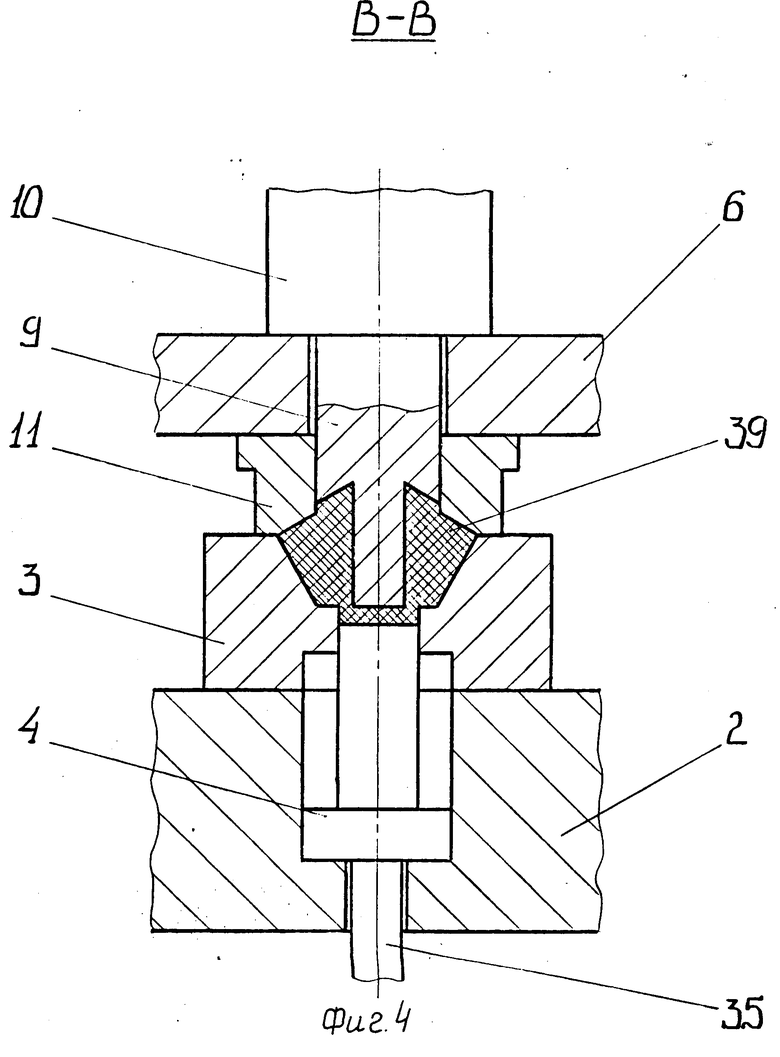
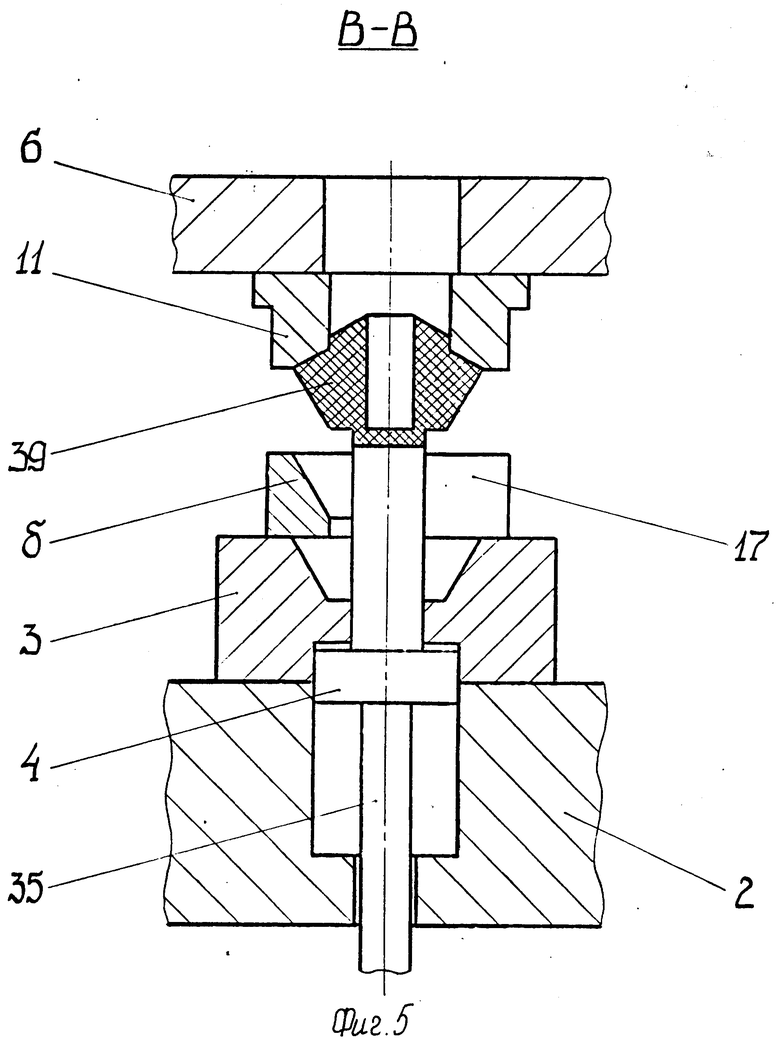
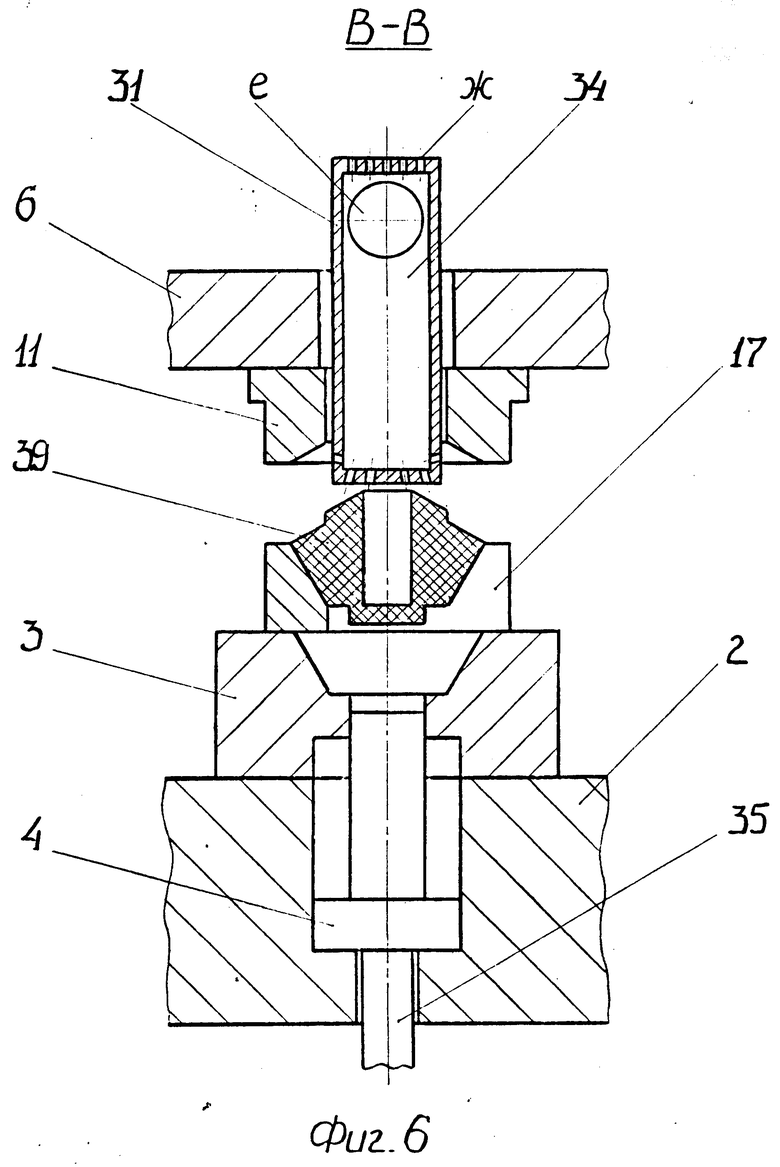
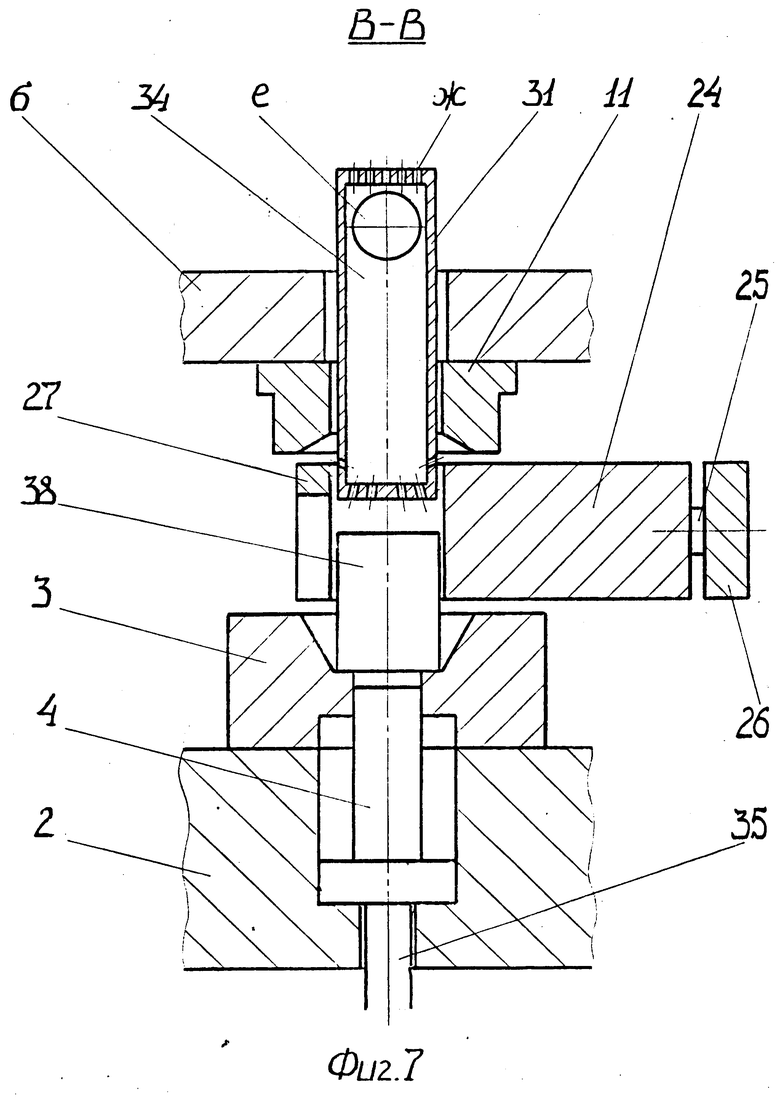
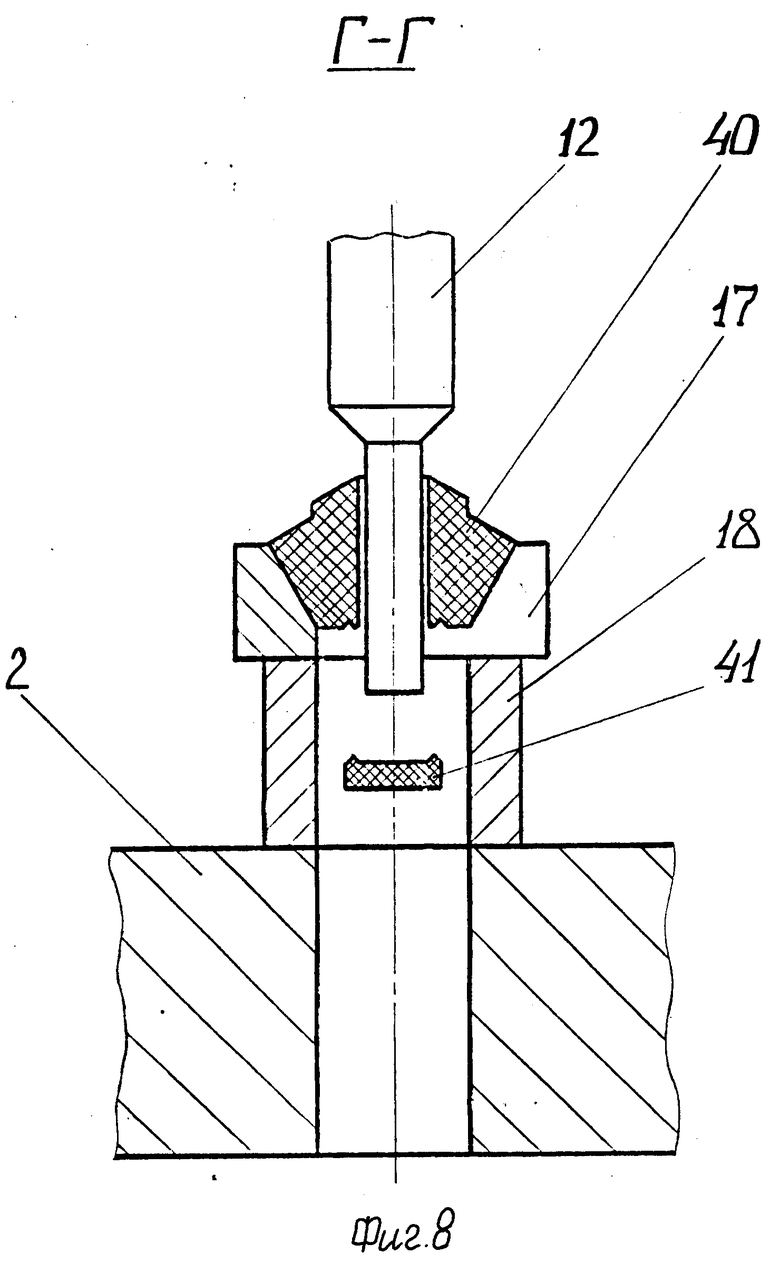
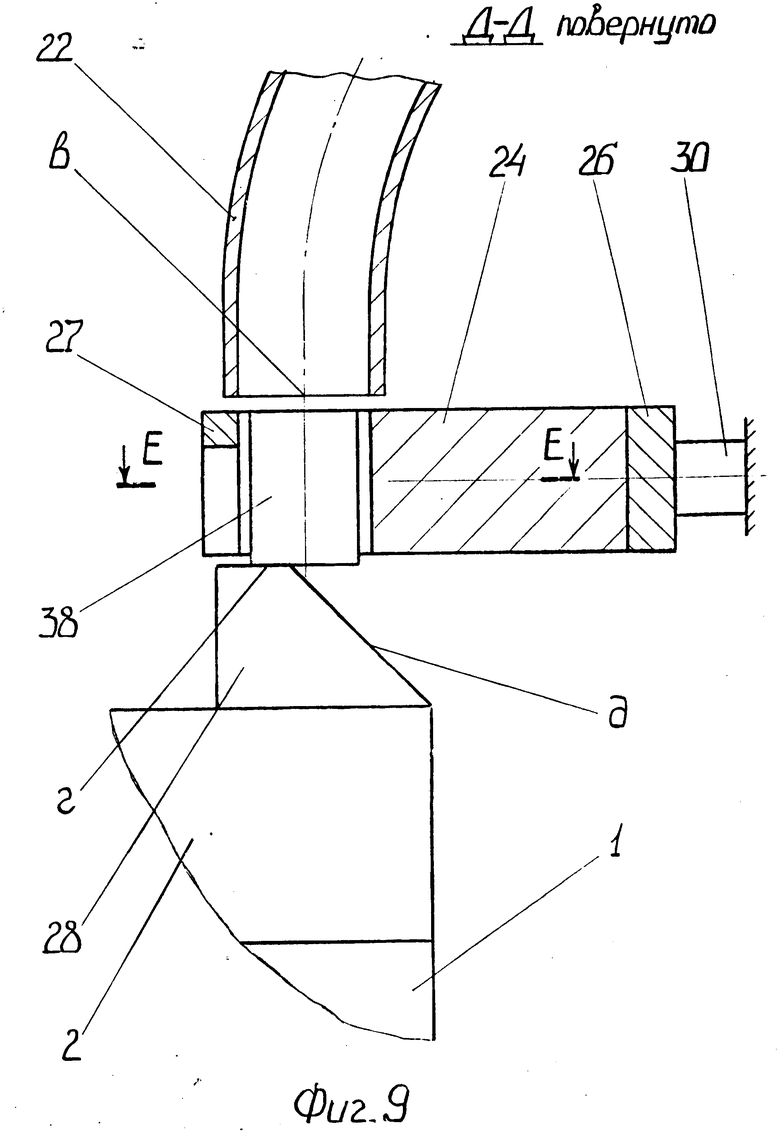
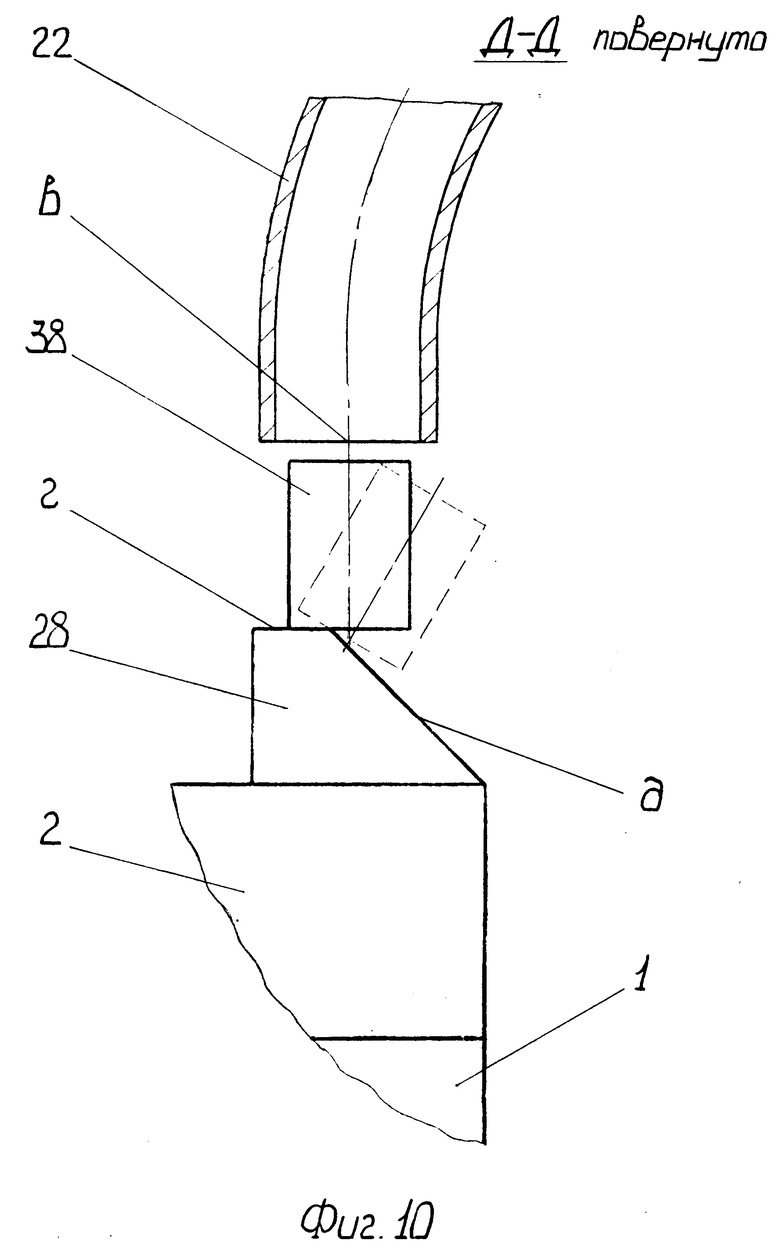
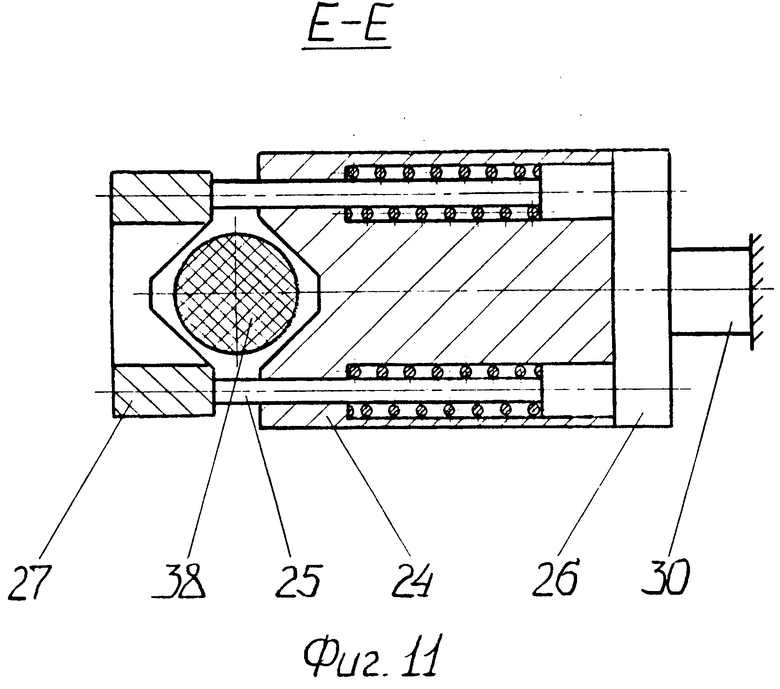
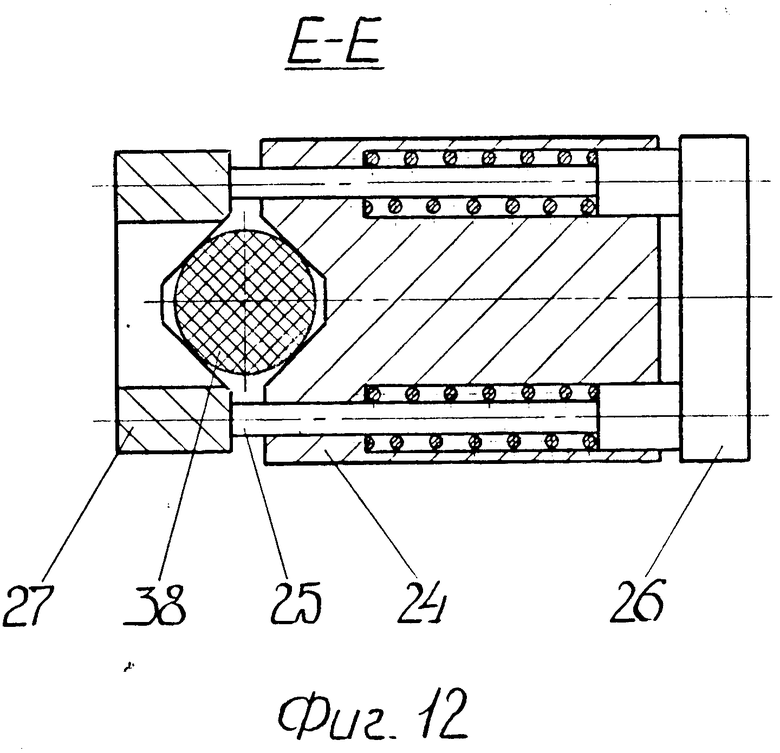
На фиг. 1 показано устройство, общий вид в плане; на фиг.2 разрез А-А при формообразовании изделия; на фиг. 3 разрез Б-Б на фиг.1 при вырубке дна; на фиг. 4 разрез В-В на фиг.1 при формообразовании изделия; на фиг. 5 то же после выталкивания изделия из матрицы для формообразования; на фиг. 6 то же при размещении изделия в матрице для вырубки дна; на фиг. 7 то же при загрузке заготовки в матрицу для формообразования; на фиг.8 разрез Г-Г на фиг. 1 при вырубке дна; на фиг. 9 разрез Д-Д на фиг.1 при загрузке заготовки в захваты; на фиг. 10 то же при отделении недогретой заготовки; на фиг. 11 - разрез Е-Е на фиг.9 при загрузке заготовки в захваты; на фиг. 12 то же при загрузке заготовки в матрицу для формообразования.
На столе 1 пресса установлена нижняя плита 2. На нижней плите 2 установлены матрица 3 для формообразования с выталкивателем 4 для формообразования и колонки 5 с подпружиненным съемником 6. На ползуне 7 пресса установлена верхняя плита 8. На верхней плите 8 установлена секция 9 пуансона 10 для формообразования, а на подпружиненном съемнике 6 секция 11 пуансона 10 для формообразования. На верхней плите 8 также установлен пуансон 12 для вырубки дна.
На нижней плите 2 установлен механизм 13 переноса изделия по траектории "а" переноса, представляющей прямую линию, соединяющую совместную ось пуансона 10 для формообразования и матрицы 3 для формообразования с осью пуансона 12 для вырубки дна. Механизм 13 переноса имеет транспортную линейку 14, перемещаемую от пневмоцилиндра 15. Транспортная линейка 14 имеет ось 16, параллельную траектории "а" переноса. На оси 16, с возможностью поворота относительно нее, установлена матрица 17 для вырубки дна. Матрица 17 для вырубки выдры в зависимости от ее положения опирается или на матрицу 3 для формообразования, или на полое основание 18, установленное на нижней плите 2. Матрица 17 для вырубки дна имеет С-образное отверстие "б". С-образное отверстие "б" выполнено с возможностью охвата выталкивателя 4 для формообразования при нахождении матрицы 17 для вырубки дна над матрицей 3 для формообразования. Для поворота матрицы 17 для вырубки дна предназначен пневмоцилиндр 19, а для возвращения в исходное положение пневмоцилиндр 20.
Устройство снабжено механизмом загрузки 21, содержащим питатель 22 с выходным отверстием "в", закрепленный на рычаге 23 неподвижный захват 24, установленный на рычаге 23 с помощью тяг 25 и планки 26, подпружиненный захват 27 и опору 28 с горизонтальной плоскость "г" и наклонной плоскостью "д". Для поворота рычага 23 предназначен качающийся пневмоцилиндр 29, а для частичного отвода подпружиненного захвата 27 от неподвижного захвата 24 упор 30. Механизм загрузки 21 выполнен с возможностью освобождения проема между выходным отверстием "в" питателя 22 и опорой 28 при выводе захватов 24 и 27 из зоны питателя 22.
Питатель 22 связан с устройством для индукционного нагрева заготовок (не показано), а выходное отверстие "в" питателя 22 располагается над горизонтальной "г" и наклонной "д" плоскостями опоры 28, причем ось выходного отверстия "в" располагается над наклонной плоскостью "д".
Устройство снабжено толкателем 31, выполненным с возможностью ввода в подпружиненный съемник 6 и захваты 24 и 27 при их нахождении в зоне матрицы 3 для формообразования.
При этом для вертикального перемещения толкателя 31 предназначен пневмоцилиндр 32, а для горизонтального перемещения толкателя 31 совместно с пневмоцилиндром 32 пневмоцилиндр 33. В толкателе 31 выполнены каналы "е", спрейерные отверстия "ж", составляющие систему охлаждения 34. Устройство также снабжено пневмоподушкой 35, склизом 36 для выдачи изделий и склизом 37 для выдачи дна после вырубки. Работа пневмоподушки 35 обеспечивается пневмозолотником (не показан). В зависимости от положения его рабочих органов пневмоподушка 35 может быть утоплена или производить воздействие на выталкиватель 4 для формообразования. На чертежах также обозначены: 38 - заготовка, 39 изделие с дном, 40 изделие окончательное, 41 дно.
Устройство работает следующим образом. Заготовки 38 из устройства для индукционного нагрева подаются в питатель 22. В начале работы захваты 24 и 27 находятся над матрицей 3 для формообразования, и проем между выходным отверстием "в" питателя 22 и опорой 28 освобожден. Заготовка 38 попадает на опору 28. Так как ось выходного отверстия "в" располагается над наклонной плоскостью "д", то и центр тяжести заготовки 38 располагается над наклонной плоскостью "д", и заготовки 38, опрокидываясь, скатываются по наклонной плоскости "д". Это продолжается до тех пор, пока заготовки 38 примут нормальную ковочную температуру. После этого захваты 24 и 27 располагаются под питателем 22. При этом за счет воздействия упора 30 на планку 26 и тяги 25 происходит частичный отвод подпружиненного захвата 27 от неподвижного захвата 24. Заготовка 38 размещается между захватами 24 и 27, опираясь на горизонтальную плоскость "г" опоры 28. Далее захваты 24 и 27 переводятся в положение над матрицей 3 для формообразования. При этом действие упора 30 прекращается, и заготовки 38 зажимается захватами 24 и 27. При расположении захватов 24 и 27 над матрицей 3 для формообразования пневмоподушка 35 утоплена, а толкатель 31 находится над подпружиненным съемником 6. Далее толкатель 31 вводится последовательно в подпружиненный съемник 6 и захваты 24 и 27, а заготовка 38 выводится из зоны зажима захватами 24 и 27 и располагается в матрице 3 для формообразования. Далее толкатель 31 поднимается и выводится за счет его горизонтального перемещения из штампового пространства, а захваты 24 и 27 переводятся в положение под питателем 22. Далее осуществляется ход ползуна 7 пресса, и осуществляется формообразование изделия 39 с дном. При ходе ползуна 7 пресса вверх пневмоподушка 35 воздействует на выталкиватель 4 для формообразования, и в конце хода ползуна секция 9 пуансона 10 для формообразования отделяется от изделия 39, а изделие 39 поджимается выталкивателем 4 и пневмоподушкой 35 к секции 11 пуансона 10 для формообразования. Далее матрица 17 для вырубки дна перемещается в положение над матрицей 3 для формообразования и опирается на нее. При этом С-образное отверстие "б" охватывает выталкиватель 4. При этом также толкатель 31 переводится в положение над подпружиненным съемником 6. Далее толкатель 31 вводится в подпружиненный съемник 6, а пневмоподушка 35 утапливается. При этом изделие 39 отделяется от секции 11 пуансона 10 для формообразования и размещается в матрице 17 для вырубки дна. Далее матрица 17 для вырубки дна размещается над основанием 18 и опирается на него. Одновременно с этим осуществляется охлаждение матрицы 3 для формообразования, выталкивателя 4 для формообразования и секцией 9 и 11 пуансона 10 для формообразования через каналы "е" и спрейерные отверстия "ж" в толкателе 31, а далее подъем толкателя 31. При очередном ходе ползуна 7 пресса после загрузки очередной заготовки 38 в матрицу 3 для формообразования одновременно с формообразованием происходит вырубка дна 41 и его удаление по склизу 37. Далее матрица 17 для вырубки дна поворачивается пневмоцилиндром 19, окончательное изделие для его удаления опрокидывается на склиз 36, и пневмоцилиндр 20 возвращает матрицу 17 для вырубки дна в исходное положение.
Преимуществами предлагаемого устройства по сравнению с прототипом являются следующие. В прототипе отделение недогретых заготовок при запуске в работу невозможно без применения дополнительных механизмов. В предлагаемом устройстве это решается без дополнительных механизмов, так как при запуске в работу освобождается проем между выходным отверстием питателя и опорой, и недогретые заготовки попадают на опору, у которой имеется наклонная плоскость, обеспечивающая удаление недогретых заготовок. Это упрощает конструкцию.
В прототипе при штамповке изделий усложненной формы, например заготовок сателлита дифференциала заднего моста автомобиля, затрудняется отделение изделия из подпружиненного съемника. Это имеет место ввиду того, что сложность формы изделия требует его формообразования с использованием пуансона, одна из секций которого установлена на подпружиненном съемнике. При этом изделие может зависнуть на указанной секции пуансона. В предлагаемом устройстве принудительное отделение изделия от подпружиненного съемника обеспечивается толкателем, который вводится в подпружиненный съемник. В прототипе также при штамповке изделий усложненной формы затрудняется перенос изделия после формообразования на вырубку дна, так как это решается грейферным механизмом, требующим особо строгой синхронизации с кинематикой изделия усложненной формы при его выдаче из матрицы и отделении от пуансона. В предлагаемом устройстве перенос решается без применения грейферного механизма за счет размещения изделия после формообразования непосредственно в матрице для вырубки дна, в которой оно и переносится под пуансон вырубки дна. Размещение изделия после формообразования в матрице для вырубки дна осуществляется с помощью толкателя, предназначенного для отделения изделия от подпружиненного съемника, то есть без дополнительных механизмов. Также без дополнительных механизмов, а с применением указанного толкателя обеспечивается передача заготовки из захватов механизма загрузки в матрицу для формообразования и эффективное охлаждение штампового инструмента, включая труднодоступные для охлаждения поверхности размещенной на подпружиненном съемнике секции пуансона.
Таким образом, в предлагаемом устройстве обеспечивается возможность штамповки изделий усложненной формы, и это расширяет технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167736C2 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп для многопозиционной штамповки | 1985 |
|
SU1238875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
Использование: изобретение относится к обработке металлов давлением и может быть использовано для горячей штамповки изделий, например, заготовок сателлита дифференциала заднего моста автомобиля. Устройство включает механизм загрузки с питателем, захватами, размещенной под питателем опорой с горизонтальной плоскостью, пуансон, матрицу и выталкиватель для формообразования, пуансон и матрицу для вырубки дна, подпружиненный съемник, механизм переноса с транспортной линейкой, пневмоподушку и систему охлаждения. Устройство снабжено толкателем, выполненным с возможностью ввода в подпружиненный съемник и захваты, механизм загрузки выполнен с возможностью освобождения проема между выходным отверстием питателя и опорой, в опоре выполнена наклонная плоскость, выходное отверстие питателя расположено над горизонтальной и наклонной плоскостями опоры, матрица для вырубки дна имеет С-образное сквозное отверстие и установлена на транспортной линейке с возможностью охвата выталкивателя для формообразования, взаимодействия с матрицей для формообразования и поворота на параллельной траектории переноса оси, а система охлаждения выполнена в виде каналов и спрейерных отверстий в толкателе. 12 ил.
Устройство для горячей штамповки, содержащее механизм загрузки с питателем, захватами и размещенной под питателем опорой с горизонтальной плоскостью, пуансон, матрицу и выталкиватель для формообразования, пуансон и матрицу для вырубки дна, подпружиненный съемник, механизм переноса с транспортной линейкой, пневмоподушку и систему охлаждения, отличающееся тем, что оно снабжено толкателем, выполненным с возможностью ввода в подпружиненный съемник и захваты, механизм загрузки выполнен с возможностью освобождения проема между выходным отверстием питателя и опорой, в опоре выполнена наклонная плоскость, выходное отверстие питателя расположено над горизонтальной и наклонной плоскостями опоры, матрица для вырубки дна имеет С-образное сквозное отверстие и установлена на транспортной линейке с возможностью охвата выталкивателя для формообразования, взаимодействия с матрицей для формообразования и поворота на параллельной траектории переноса оси, а система охлаждения выполнена в виде каналов и спрейерных отверстий в толкателе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лысенко В.Ф., Темянко Л.С., Кригман Э.Б | |||
| Автоматизированный комплекс для выдавливания поршневых пальцев | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузнечно-штамповочное производство, 1987, N 2, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
