(21)4208547/25-27
(22)12.03.87
(46) 07.12.88. Бкш. № 45
(71)18-й государственный подшипниковый завод
(72)Е.Ф.Митичкин
(53)62.979:62-229. (088.8)
(56)Авторское свидетельство СССР № 1159698, кл. В 21 D 43/10,
Б 30 В 15/30, 1983.
Норицин И.А. и Власов В.И. Автоматизация -и механизация технологических процессов ковки и. штамповки.М.: Машиностроение, 1967, с. 247.
Авторское свидетельство СССР № 1274823, кл. В 21 D 43/10, В 30 В 15/30, 1984.
(54)УСТАНОВКА ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА
(57)Изобретение относится к обработке металлов давлением, в частности
к устройствам для штамповки деталей из полосового и ленточного материала. Целью изобретения является расширение технологических возможностей путем штамповки деталей из заготовок различных габаритов и повьш1ение надежности работы. Детали штампуются из полосового и ленточного материала. Предварительно из материала вырубают заготовки различных габаритов в штампе для двухрядной вырубки. Вырубленные заготовки перемещаются шиберным толкающим органом в первые по ходу перемещения заготовок захваты, выполненные в виде шиберных толкателей. Захваты смонтированы последовательно один за другим в направлении
перемещения заготовок на грейферных линейках (ГЛ). ГЛ расположены симметрично относительно оси подачи и установлены с возможностью продольного и поперечного перемещения в плоскости параллельной плоскости перемещения заготовок. Шиберные толкатели перемещают заготовки в матрицу разделительного штампа, где осуществляется разделение заготовок по габаритам. Заготовки с меньшими габаритами выталкиваются из матрицы выталкивате-. лем, а заготовка с большими габаритами остается на зеркале матрицы в плоскости перемещения. Выталкиватель приводится в движение от силового цилиндра, связанного с системой управления. Перемещение разделенных заготовок из штампа для разделения заготовок осуществляется второй парой захватов, вьтолненных в виде захватных губок. Заготовки с меньшими габаритами узлом подъема поднимаются над плоскостью подачи. Узел подъема выполнен в виде плиты.со скосом со стороны перемещения заготовок, которые с плиты перемещаются в последующий штамп третьей парой захватов, выполненных в виде зажимных губок и планок. Планки закреплены на ГЛ под зажимными губками. На планках йьтолнены скосы со стороны зажимных губок. Скосы обращены к оси перемещения заготовок. В выталкивателе и плите закреплены фиксаторы заготовок, выполненные в виде постоянных магни- ; тов или пневмоприсосок. 4 з.п. ф-лы, 8 ил.
(Л
4ii
4ib
KD
со
(Ппьретемие относится к обработке металлов данлением и может быть ис- гтользопяно для штаьтовки деталей из полосового и .пет точного материала,
Цель изобретеиня - расширение технологических возможностей путем гатам попки деталей из заготовок различных габаритов и повышение надежности работы.
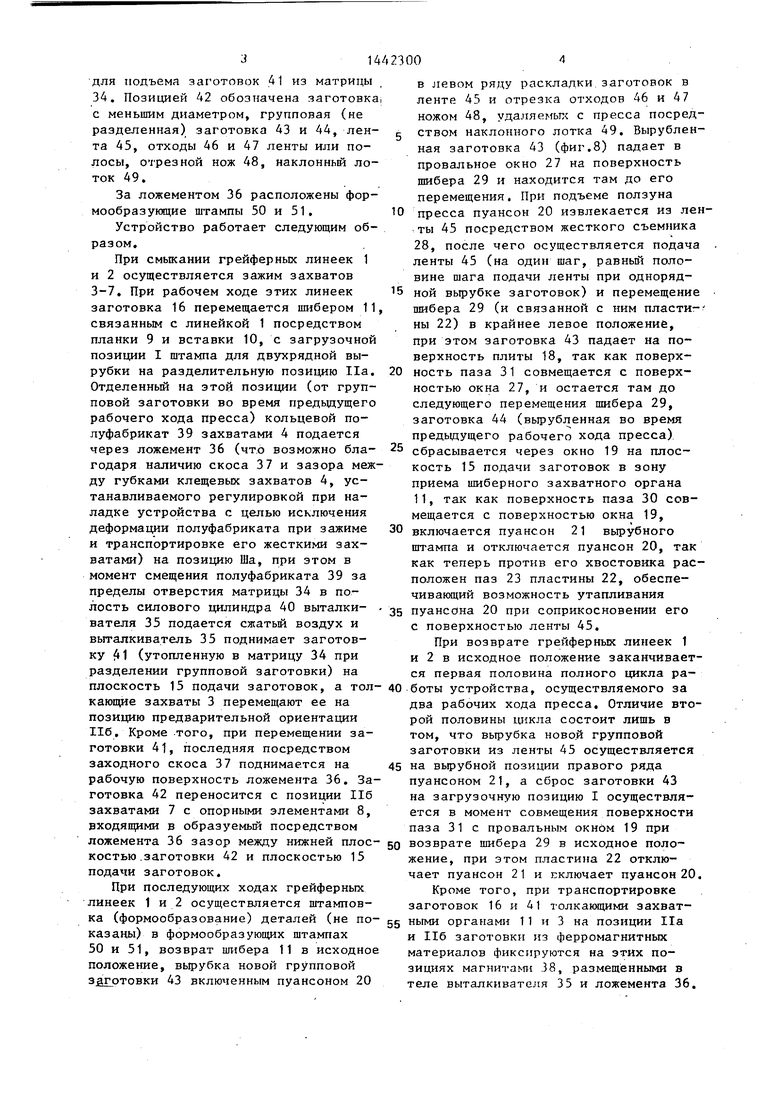
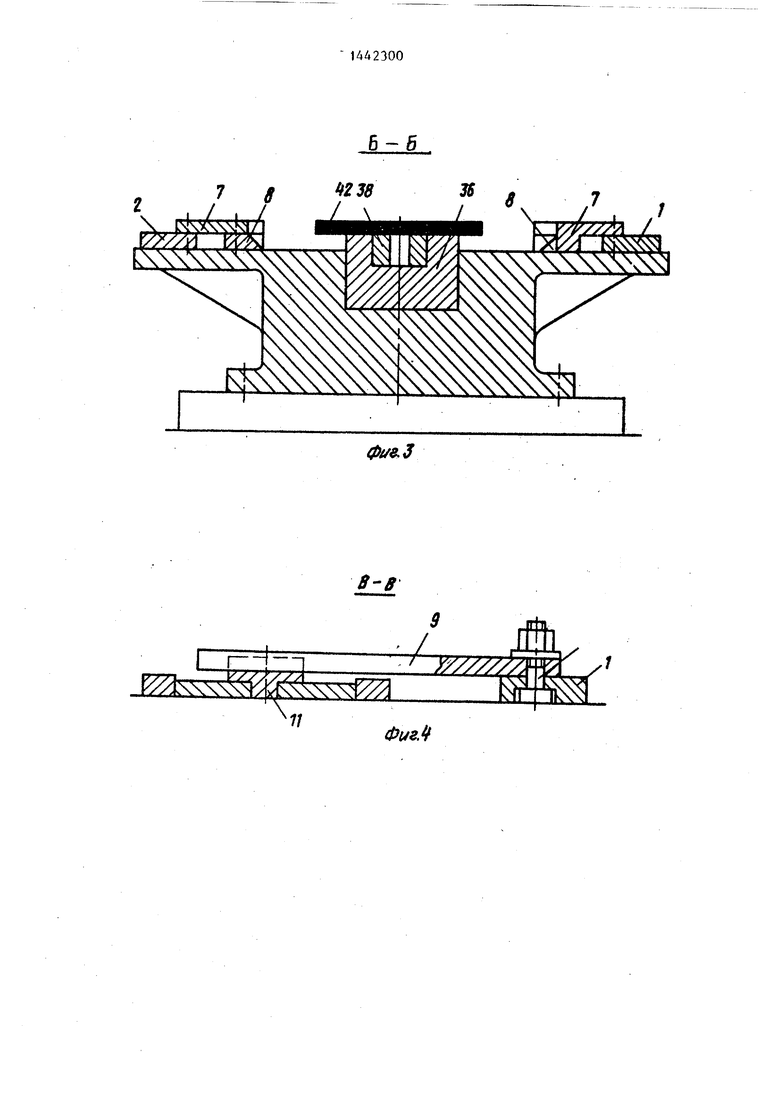
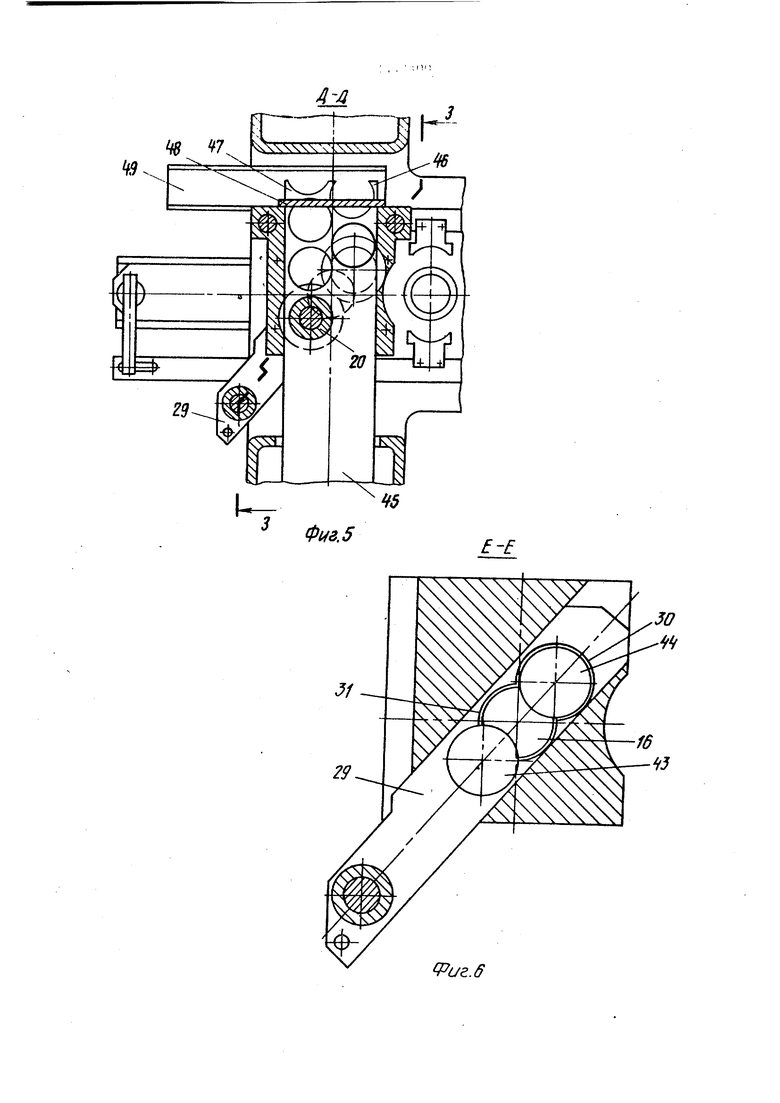
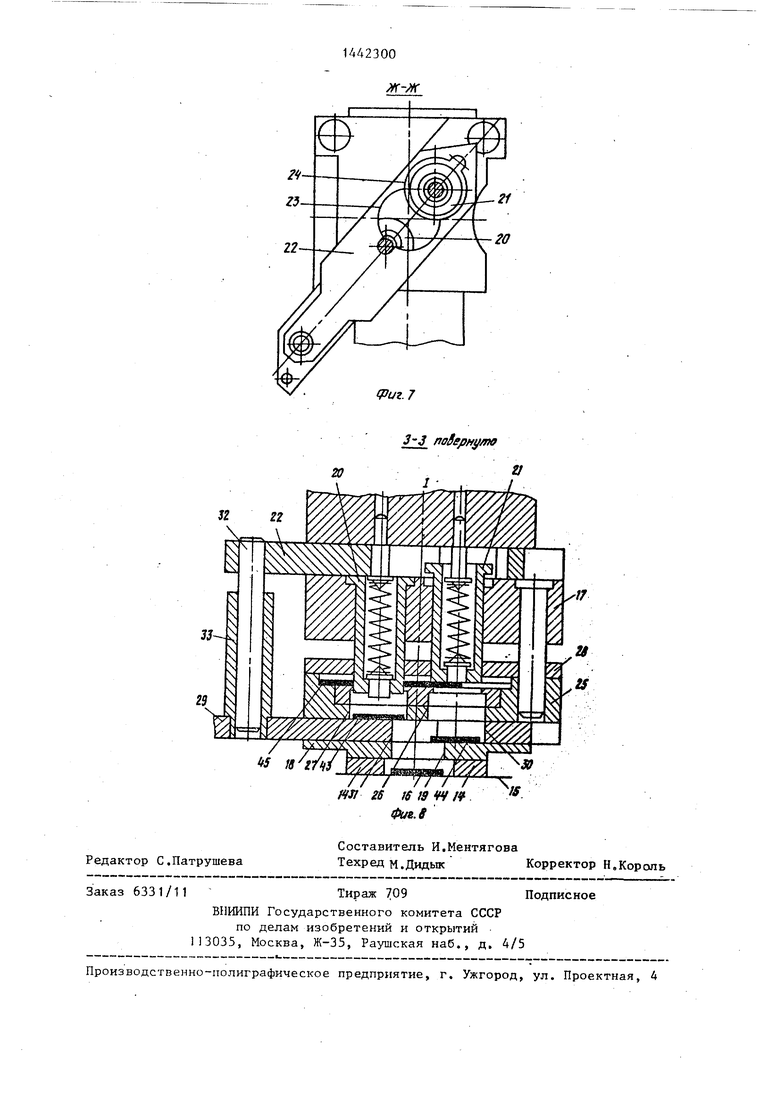
На фиг. 1 изображена установка для штамповки деталей из полосового и ленточного материала; на фиг. 2 - сечение Л-А на фиг. 1; на фиг. 3 - счение Б-Б на фиг. 1; на фиг, 4 -сече ние В-В на фиг. 1; на фиг. 5 -сечение Д-Л на фиг. 2; на фиг.6 - сечение Е-Е на фиг. 2j на фиг. 7 - сечение Ж-Ж на фиг, 2; на фиг.8 - сечение 3-3 на фиг. 5.
Устройство содержит грейферные линейки 1 и 2, на которых смонтированы толкающие захваты 3, клещевые захваты 4,5 и 6, выполненные в виде захватных губок и захваты 7, выпол- ненные в виде зажимных губок с опорными элементами
выполненными в ви
де планок, закрепленных на грейферных линейках 1 и 2 под зажимными губками.
Линейки 1 и 2 связаны с приводом (не показан) их продольного и поперечного возвратно-поступательного перемещений. На передней части линейки 1 перпендикулярно к продольной оси устройства одним концом жестко закреплена планка 9, взаимодействующая другим своим концом со ступенчатой вставкой 10, установленной на шибере 11 (цгиберном толкающем орга не) с возможностью поворота относительно оси своей цилиндрической посадочной части. В расширенной части вставки 10 вьшолнен паз 12 для размещения свободного конца планки 9. Узел 13 крепления обеспечивает возможность поворота планки 9 относительно оси крепежа при возникновении аварийной нагрузки на пибере 11 и снабжен датчиком (не показан) пере- грузки, включенным в систему управ- :ления пресса (не показана). Шибер 11 (шиберной толкающий орган) установле в направляющих 14, размещенных на плоскости 15 перемещения, в зоне приема заготовок 16.
На вырубной позиции пресса (не показан), в зоне расширенной чясти и. пгрлвляюпщх 14, установлен
.
0
50
5
5
0
,д
5
штамп с отключаемыми пуансонами для двухрядной вырубки заготовок 16, содержащий привод включения пуансонов (не показан), верхнюю 17 и нижнюю 18 плиту с провальным окном 19, установленные на плите 17, подпружиненные в направлении, параллельном оси давления штампа, пуансоны 20 и 21, имеющие хвостовики, механизм включения пуансонов 20 и 21 в виде пластины 22 с пазами 23 и 24, установленной с возможностью перемещения в направлении, перпендикулярном оси давления штампа, и взаимодействия с хвостовиками пуансонов 20 и 21, установленную на нижней плите 18 матрицу 25 с соосными пуансонам провальными окнами 26 и 27, жестким съемником 28 и смонтированным между матрицей 25 и нижней плитой 18 с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси давления штампа, под углом к направлению транспортировки заготовок и связанным с приводом включения пуансонов шибером 29 с пазами 30 и 31. Паз 30 расположен под провальным окном 26, паз 31 над провальным окном 19, а шибер 29 связан с пластиной 22 средством относительной фиксации, выполненным в виде колонки 32 и втулки 33, Кроме того, ход шибера 29 и пластины 22 равен половине межосевого расстояния провальных отверстий 26 и 27, а межосевое расстояние пазов 30 и 31 равно ходу шибера 29,
На 11-й позиции пресса установлен штамп для разделения заготовок, ко- торьй снабжен размещенным в матрице 34 выталкивателем 35 за штампом для разделения заготовок установлен узел подъема, которьй вьшолнен в виде ложемента 36, возвьшгающегося над плос костью 15 подачи заготовок и имеющего встречный транспортируемым заготовкам заходньм скос 37,
Кроме того, ложемент 36 и выталкиватель 35 могут быть снабжены фиксаторами, вьшолненными в виде постоянных магнитов 38 или пневмоприсо- сок (не показаны). Ложемент 36 выполнен в виде плиты, Лозицией 39 обозначен полуфабрикат (заготовки), Выталкиватель 35 снабжен приводом, выполненным в виде силового цш1И1 щ- ра 40 связанным с .системой управления. Выталкиватель 35 предназначен
л
для подъема заготовок 41 из матрицы 34, Позицией 42 обозначена заготовка с меньшим диаметром, групповая (не разделенная) заготовка 43 и 44, лента 45, отходы 46 и 47 ленты или полосы, отрезной нож 48, наклонный лоток 49.
За ложементом 36 расположены фор- мообразукяцие штампы 50 и 51.
Устройство работает следующим образом.
При смыкании грейферных линеек 1 и 2 осуществляется зажим захватов 3-7, При рабочем ходе этих линеек заготовка 16 перемещается шибером 11 связанным с линейкой 1 посредством планки 9 и вставки 10, с загрузочной позиции I штампа для двухрядной вырубки на разделительную позицию На. Отделенный на этой позиции (от групповой заготовки во время предьщущего рабочего хода пресса) кольцевой полуфабрикат 39 захватами 4 подается через ложемент 36 (что возможно благодаря наличию скоса 37 и зазора между губками клещевых захватов 4, устанавливаемого регулировкой при наладке устройства с целью исключения деформации полуфабриката при зажиме и транспортировке его жесткими захватами) на позицию Ша, при этом в момент смещения полуфабриката 39 за пределы отверстия матрицы 34 в полость силового цилиндра 40 выталки- вателя 35 подается сжатьй воздух и выталкиватель 35 поднимает заготовку А1 (утопленную в матрицу 34 при разделении групповой заготовки) на
плоскость 15 подачи заготовок, а тол- 40 боты устройства, осуществляемого за кающие захваты 3 перемещают ее на позицию предварительной ориентации 116. Кроме .того, при перемещении заготовки 41, последняя посредством заходного скоса 37 поднимается на рабочую поверхность ложемента 36. Заготовка 42 переносится с позиции 116 захватами 7 с опорными элементами 8, входящими в образуемый посредством ложемента 36 зазор между нижней плоскостью .заготовки 42 и плоскостью 15 подачи заготовок.
При последующих ходах грейферных линеек 1 и 2 осуществляется штамповдва рабочих хода пресса. Отличие второй половины цикла состоит лишь в том, что вьфубка новой групповой заготовки из ленты 45 осуществляется 45 на вырубной позиции правого ряда пуансоном 21, а сброс заготовки 43 на загрузочную позицию I осуществляется в момент совмещения поверхности паза 31 с провальным окном 19 при возврате шибера 29 в исходное поло50
жение, при этом пластина 22 отключает пуансон 21 и включает пуансон 20. Кроме того, при транспортировке
заготовок 16 и 41 толкающими захватка (формообразование) деталей (не по- 55 ными органами 1 1 и 3 на позиции На казаны) в формообразующих штампах и 116 заготовки из ферромагнитных 50 и 51, возврат шибера 11 в исходное материалов фиксируются на этих по,
, .
42300Ч
в левом ряду раскладки заготовок
в
ленте 45 и отрезка отходов 46 и 47 ножом 48, yдaляe fьп с пресса посред- 5 ством наклонного лотка 49. Вырубленная заготовка 43 (фиг.В) падает в провальное окно 27 на поверхность шибера 29 и находится там до его перемещения. При подъеме ползуна 10 пресса пуансон 20 извлекается из ленты 45 посредством жесткого съемника 28, после чего осуществляется подача ленты 45 (на один шаг, равный половине шага подачи ленты при одноряд- 5 ной вырубке заготовок) и перемещение шибера 29 (и связанной с ним пласти- ны 22) в крайнее левое положение, при этом заготовка 43 падает на поверхность плиты 18, так как понерх- 20 ность паза 31 совмещается с поверхностью окна 27, и остается там до следующего перемещения шибера 29, заготовка 44 (вырубленная во время предыдущего рабочего хода пресса) 25 сбрасывается через окно 19 на плоскость 15 подачи заготовок в зону приема шиберного захватного органа 11, так как поверхность паза 30 совмещается с поверхностью окна 19, 30 включается пуансон 21 вырубного штампа и отключается пуансон 20, так как теперь против его хвостовика расположен паз 23 пластины 22, обеспечивающий возможность утапливания 35 пуансона 20 при соприкосновении его с поверхностью ленты 45.
При возврате грейферных линеек 1 и 2 в исходное положение заканчивается первая половина полного цикла ра-
40 боты устройства, осуществляемого за
два рабочих хода пресса. Отличие второй половины цикла состоит лишь в том, что вьфубка новой групповой заготовки из ленты 45 осуществляется 45 на вырубной позиции правого ряда пуансоном 21, а сброс заготовки 43 на загрузочную позицию I осуществляется в момент совмещения поверхности паза 31 с провальным окном 19 при возврате шибера 29 в исходное поло50
боты устройства, осуществляемого за
жение, при этом пластина 22 отклю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки штучных заготовок | 1984 |
|
SU1230727A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Устройство для подачи заготовок в рабочую зону пресса и удаления отходов | 1986 |
|
SU1402393A1 |
| Устройство для штамповки деталей из штучных заготовок | 1985 |
|
SU1368089A1 |
| Многопозиционный штамп для изготовления деталей | 1981 |
|
SU995995A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Грейферное устройство для подачи заготовок к прессу | 1983 |
|
SU1230729A1 |
положение, вьфубка новой групповой заготовки 43 включенным пуансоном 20
зициях магнитами 38, размещёнными в теле выталкивателя 35 и ложемента 36.
а эаг отоики из HeMartiirnibix материалов - пневмоприсосками,
Экономический эффект от использования установки в промьпипснности составит 25 тыс.руб.
Формула изобретения
1, Установка для штамповки деталей из полосового и ленточного материала, содержащая систему управления, расположенные в технологической последовательности штамп для двухрядной вырубки заготовок из материала, штамп для разделения заготовок, имеющий матрицу, в которой смонтирован с возможностью перемещения в вертикальном направлении от привода выталкиватель, и по меньшей мере двг формообразующих штампа, грейферные линейки, расположенные симметрично относительно оси перемещения заготовок между штампами и установленные с возможностью продольного и поперечного перемещения в плоскости, параллельной плоскости перемещения заготовки, захваты, смонтированные на грейферных линейках симметрично относительно оси перемещения заготовок и расположенные последовательно один за другим в направлении перемещения заготовок,.и механизм подачи заготовок из штампа для двухрядной вьфубки заготовок из материала в первые по ходу перемещения заготовок захваты, отличающаяся тем, что, с целью расширения технологических возможностей путем штамповки деталей из
23006
заготовок различных габаритов и по- вьш1ения надежности работы, оно снабжено узлом подъема заготовок над плос- f. костью перемещения, расположенным за штампом для двухрядной вырубки заготовок из материала по ходу перемещения заготовок и выполненным в виде
плиты, имещей скос со стороны пере
мещения заготовок, привод выталкивателя связан с системой управления, первые по ходу перемещения заготовок захваты выполнены в виде шиберных толкателей, вторые по ходу перемещения заготовок захваты выполнены в виде захватных губок, а третьи по ходу перемещения заготовок захваты выполнены в виде зажимных губок, планок, закрепленных на грейферных линейках под зажимными губками и имеющих скосы, обращенные к оси перемещения заготовок и вьтолненные со стороны .зажимных губок,
.2, Установка по п. 1, отличающаяся тем, что снабжена фиксаторами заготовок, закрепленными в вьп алкивателе и в плите.
3, Установка попп,1и2, отличающаяся тем, что фиксаторы вьтолнены в виде постоянных магнитов.
4, Установка попп.1и2, отличающаяся тем, что фиксаторы вьтолнены в виде пневмоприсосок,
.5. Установка по п. 1, отличающаяся тем, что привод выталкивателя выполнен в виде силового цилиндра.
35
А А по Sер ну т о
г
Фие-}
till I JV J5 Jff W 36
фиг. 2
57
7/
б-б
0t/9.3
Фиг.
J/
9
fPu.6
гг
33
5
/7/ ЙЯ 2S .
Фиъ.8
03иг.7
3-3 floSeflHymo
№
