Изобретение относится к обработке металлов давлением и может быть использовано, например, для полугорячей штамповки поршневого пальца выдавливанием.
Целью изобретения является повышение качества получаемых изделий, надежности в работе и производительности.
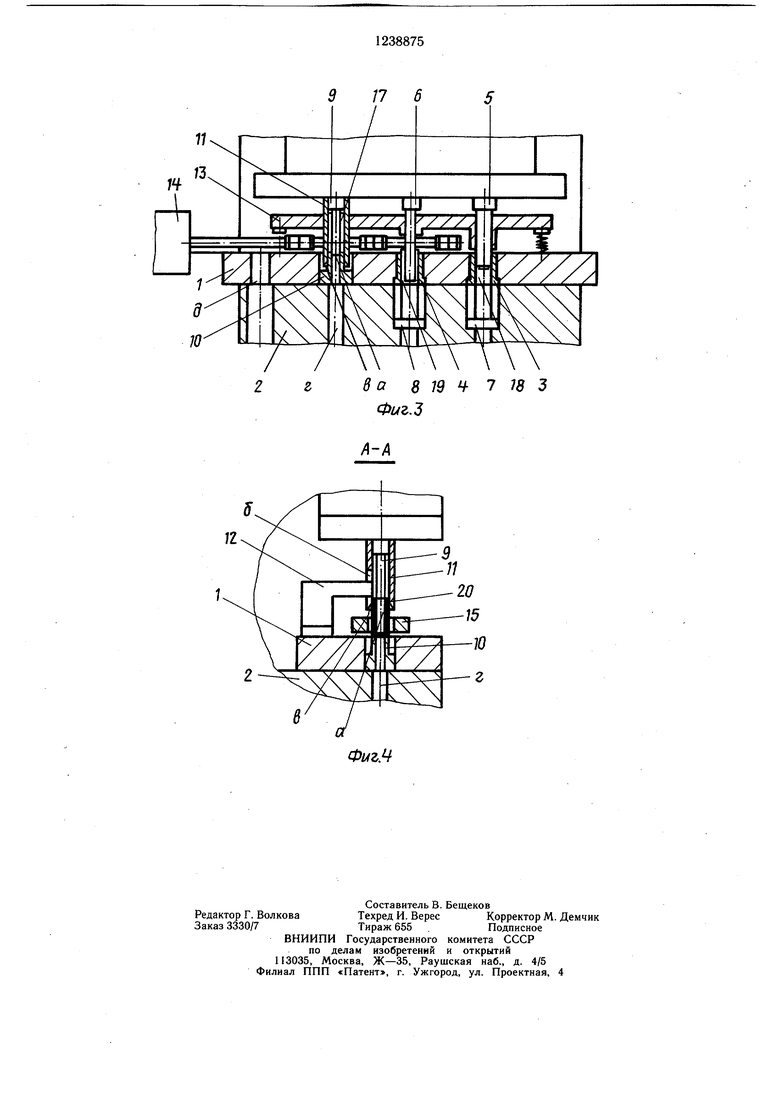
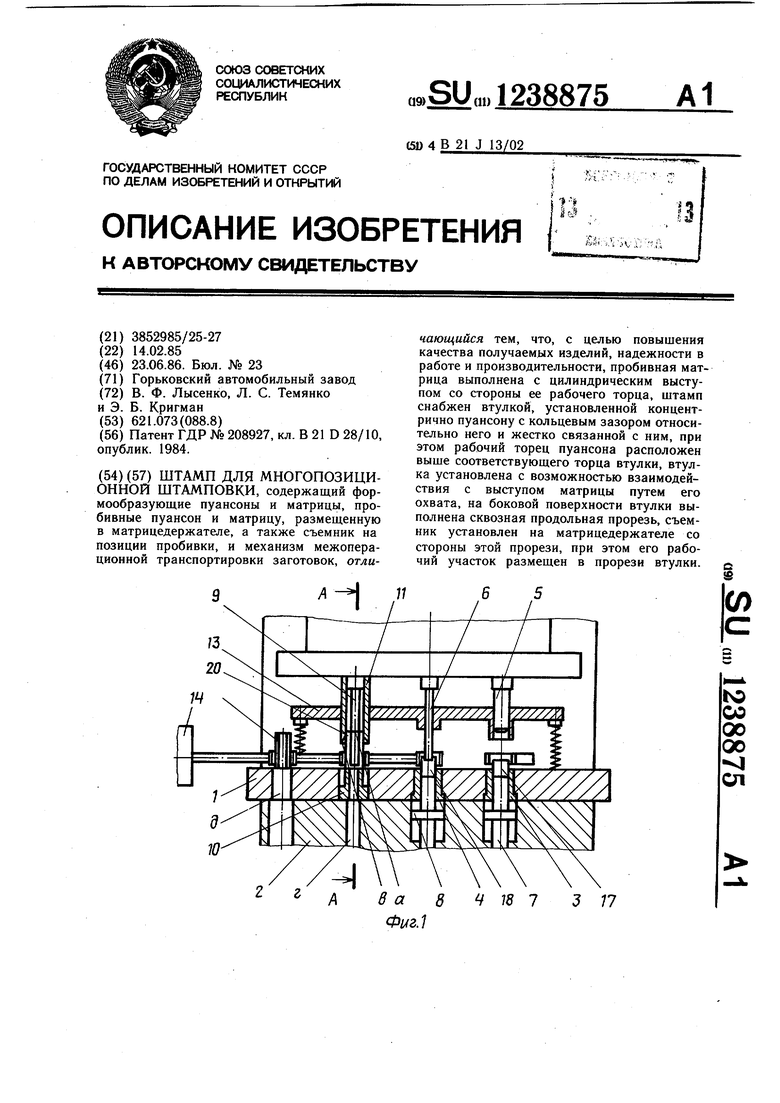
На фиг. 1 изображен штамп в момент загрузки заготовки, обш,ий вид; на фиг. 2- то же, вид сверху; на фиг. 3 - устройство в нижней точке ползуна пресса, обш,ий вид; на фиг. 4 - разрез А-А на фиг. 1.
Штамп посредством плиты 1 закрепляется на столе пресса 2. Штамп имеет три позиции штамповки: осадки, выдавливания и вырубки дна. Штамп содержит матрицы 3 и 4, пуансоны 5 и 6 и выталкиватели 7 и 8 соответственно для осадки и выдавливания, а также пробивные пуансон 9 и матрицу 10 для отделения дна изделия. Жестко с пуансоном 9 и концентрично ему установлена втулка 11, выступающая за рабочий торец а пуансона 9. Во втулке 11 имеется продольная сквозная прорезь б и заходная фаска в. На позиции вырубки дна закреплен съемник 12, рабочий участок которого размеш.ен в прорези б втулки 11. Матрица 10 выполнена с возможностью охвата втулкой 11. Штамп также снабжен подпружиненным съемником 13 для съема с пуансонов изделий на первой и второй позициях.
Штамп содержит грейферный механизм 14 с захватами 15, сблокированными с работой ползуна пресса 1 (элемент привода грейферного механизма не показан). Имеется также м еханическая рука 16 для подачи заготовки на первую позицию штампа (элементы руки не показаны).
В штампе 1 и столе пресса 2 имеются отверстия гид соответственно для подачи вырубленного дна и готового изделия.
Штамп работает следующим образом.
Заготовка 17 с помощью механической руки 16 подается на первую позицию штампа, где в матрице 3 пуансоном 5
она осаживается, получают полуфабрикат 18. Извлечение полуфабриката 18 из матрицы 3 осуществляется выталкивателем 7, а съем с пуансона 5 - съемником 13. Далее полуфабрикат 18 передается захватом 15
грейферного механизма 14 на вторую позицию штампа 2. В матрице 4 пуансоном 6 выдавливается изделие 19. Извлечение изделия 19 из матрицы 4 и съем с пуансона 6 осуществляется соответственно выталкивателем 8 и съемником 13. Далее захваты 15 переносят изделие 19 на позицию вырубки дна штампа 2. При опускании ползуна пресса первоначально с помощью заход- ной фаски 0 с изделием 19 совмещается втулка 11, обеспечивая соосное размещение
выдавливаемого отверстия изделия 19 и пуансона 9. Далее осуществляется совмещение пуансона 9 с отверстием изделия 20, а в конце хода ползуна пресса - вырубка дна изделия рабочим торцом а пуансона 9 и удаление дна через отверстие г. При этом выступающая за торец пуансона 9 часть втулки 11 охватывает матрицу 10. Съем готового изделия 20 с пуансона 9 производится при подъеме ползуна пресса с помощью съемника 12, размещенного в прорези б втулки 11.
Штамповка изделий на всех трех позициях осуществляется одновременно.
Раскрытие захватов 15 грейферного механизма начинает осуществляться после совмещения втулки 11 с изделием 20, т.е.
до совмещения пуансона 9 с отверстием изделия 20. После раскрытия захватов 15 осуществляется продольное перемещение грейферных механизмов в исходное положение и смыкание захватов 15 после выхода пуансона 9 из отверстия изделия, но до расчленения втулки 11 и изделия.
При движении грейферного механизма в направлении от исходного положения осуществляется транспортировка обрабатываемых объектов и выдача готового изделия через отверстие д.
2
Фиг.2
9Л 6
Bet 8 19 Ч- 7 W 3 Фиг.З
А-А
11
ФигМ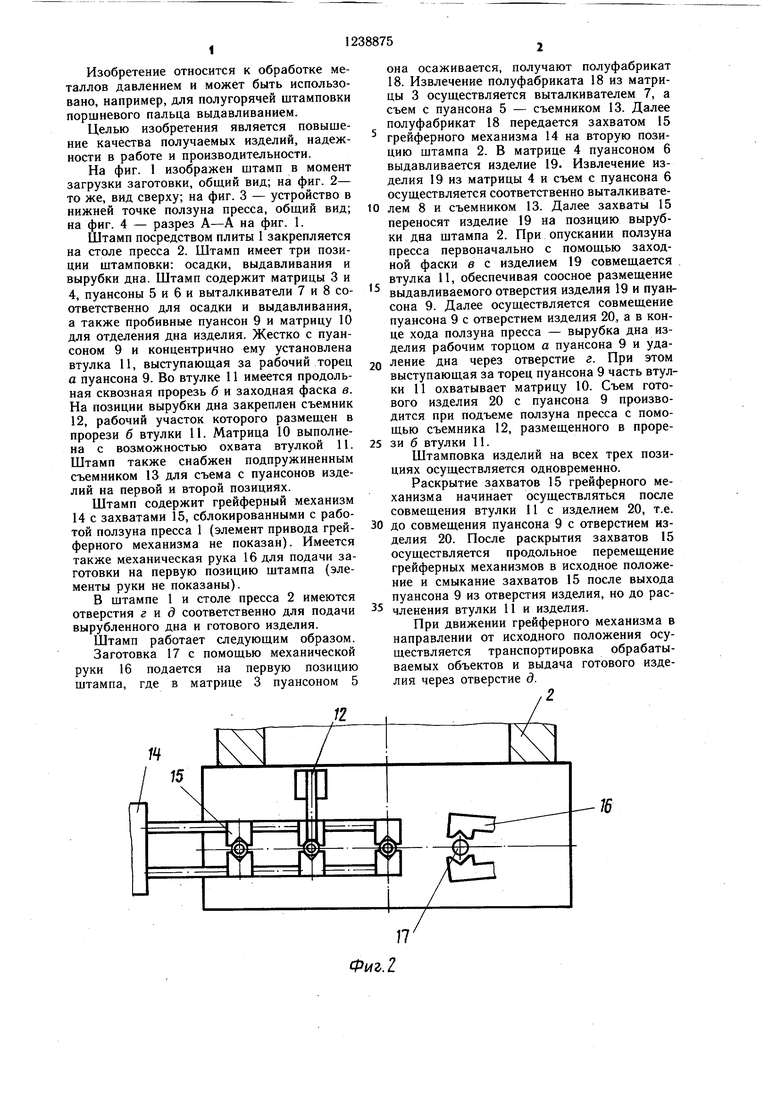
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для штамповки | 1983 |
|
SU1123778A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| Патент ГДР № 208927, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
